SI-G200MK3_操作说明.pdf - 第450页
保养篇 2. 维修检查 2-4 电子零件装着机 SI-G200Mk3 (CS) 2.2 每天的检查 2.2.1 运转开始前的检查作业 在每天每次换班的运转开始之 前,要对 SI-G200Mk3 及其周围进行 检查。 ·检查 SI-G200Mk3 周围是否散落有工具、电子零件、 料带残留物、其它异物。 ·检查 SI-G200Mk3 内部是否放有工具、电子零件、料 带残留物、其它异物。 ·检查 SI-G200Mk3 内部是否有异常。 ·特别…
保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-3
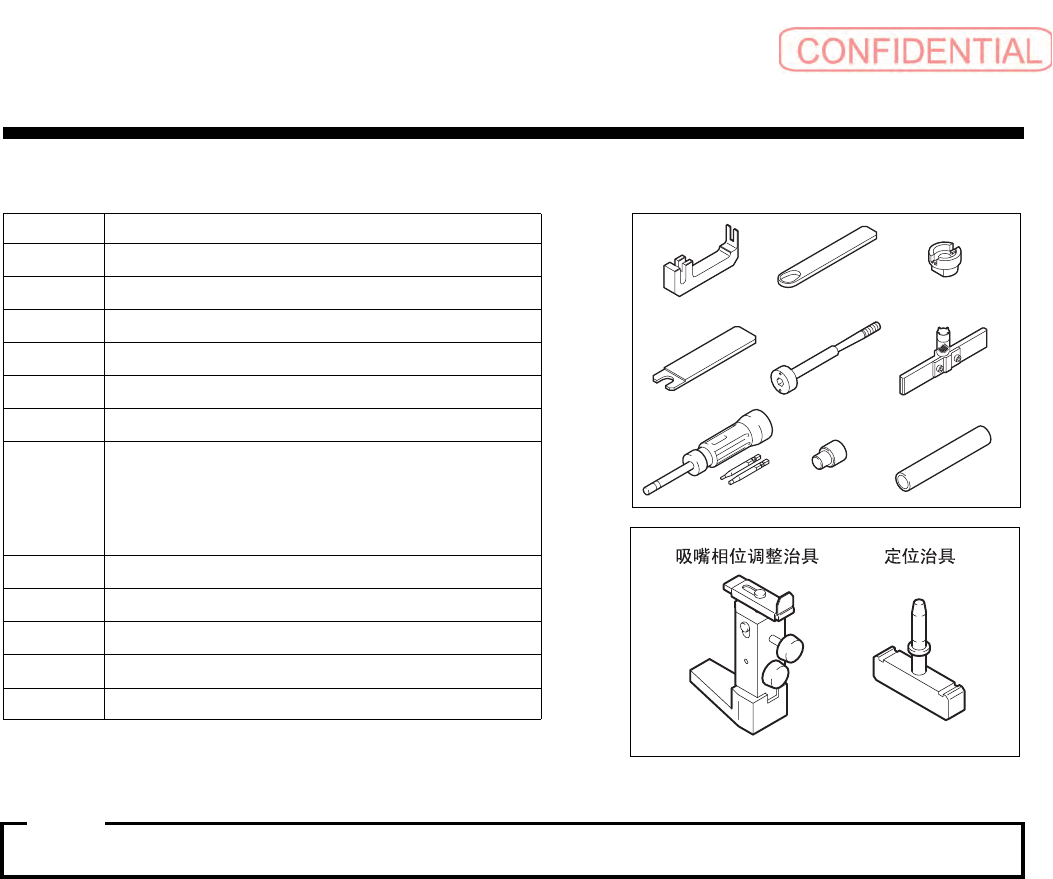
吸嘴头保养专用治具一览表 (选配)
注释:没有零件号的物品,可选用通常市场上销售的
物品。
吸入大量气体是有害的。使用时保证通气良好并尽量少用。
产品安全须知资料表摘录 : 记载在本说明书末尾处
记号 零件名称 (零件号码)
A
弹簧押头定位片 (2-683-239-**)
B
弹簧押头定挂钩 (2-683-240-**)
C
扳手套筒 (2-895-932-**)
D
扳手 (2-895-501-**)
E
轴承托架治具 (1)( X-2149-863-*)
F
轴承托架治具 (2)( A-1216-182-*)
G
扭矩螺丝刀 (10cN•m,对边尺寸 3mm)
扭矩螺丝刀 (
30cN•m,对边尺寸 3mm)
扭矩螺丝刀 (
40cN•m,对边尺寸 2.5mm)
扭矩螺丝刀 (
10cN•m,对边尺寸 1.27mm)
H
轴承压入及插拔导向器 (2-683-238-**)
I
轴承压入治具 (2-683-237-**)
J
吸嘴相位调整治具 (A-1244-685-A)
K
定位治具 (
2-515-525-**)
L
杠杆式百分表
JK
ABC
DEF
GHI
注意 :
保养篇
2. 维修检查
2-4
电子零件装着机
SI-G200Mk3 (CS)
2.2 每天的检查
2.2.1 运转开始前的检查作业
在每天每次换班的运转开始之前,要对 SI-G200Mk3 及其周围进行检查。
·检查
SI-G200Mk3 周围是否散落有工具、电子零件、料带残留物、其它异物。
·检查
SI-G200Mk3 内部是否放有工具、电子零件、料带残留物、其它异物。
·检查
SI-G200Mk3 内部是否有异常。
·特别要检查固定板部分是否附着有零件、脏物等其它异物。
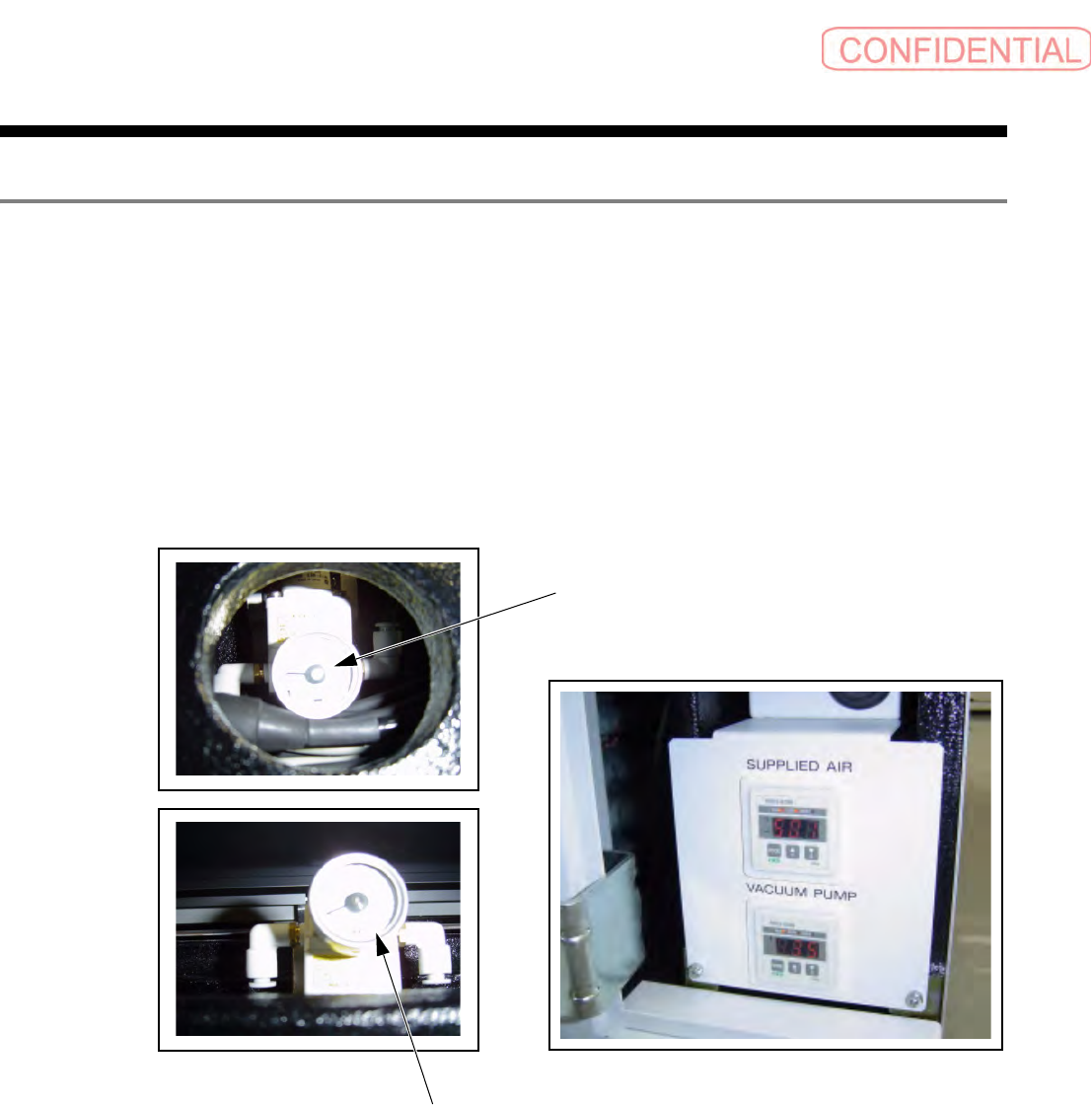
·检查空气吹气用压力
(0.015 ~ 0.035 MPa) 显示值是否正确。
请按照以下顺序进行检查。
(1) SI-G200Mk3 周围和内部清理作业
[ 作业顺序 ]
1.
检查 SI-G200Mk3 周围是否散落有工具、电子零件、料带残留物等其它异物。如果有,进行
清理。
2. 确认主电流断路器处于关闭状态。
3. 去除所有料带残留物。
4. 开启 SI-G200Mk3 前·后门,查看是否放有工具、电子零件、料带残留物等其它异物。如有
异物,去除。
空气吹气用压力仪器
( 前面 )
(
后侧 )
( 后面 )
气压表
气压表

保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-5
每天
(2) 固定板的检查·清理
[维修检查位置]
固定板的固定针设置面
[ 维修检查时要准备的物品 ]
干净抹布、防锈油
[ 作业顺序 ]
1. 检查是否附着灰尘、脏物、异物,并用干净抹布进行清理。清理脏污时,请注意不要扩散到周
围。
2. 清理后,根据需要涂上薄薄一层防锈油。
如果涂油过多,基板和零件上就有可能附着上油,这样会对质量造成不良影响。
固定板
注意 :