SI-G200MK3_操作说明.pdf - 第263页
操作篇 5. 资料编集 电子零件装着机 SI-G20 0Mk3 (CS) 5-61 坐标位置的教示完毕后,点击 執行認識 ( 执行认识 ) 钮 ,确认定位点是否可认识。 认识成功时,主画面左下角会出现 “定位标记认识成功”的信息。 认识失败时,同样的,会出现 “定位标记认识失败”的信息,调整 基板相机照明等后,请再点 击 執行認識 ( 执行认识 ) 钮, 执行认识确认。 有关全部的定位点 ID ,执行上述的操作。 教示完毕后,点击 結束…
操作篇
5. 资料编集
5-60
电子零件装着机
SI-G200Mk3 (CS)
(3)
定位标记的编辑
包含定位标记资料的机种资料输入完毕后,可执行定位点的教示。
在选择
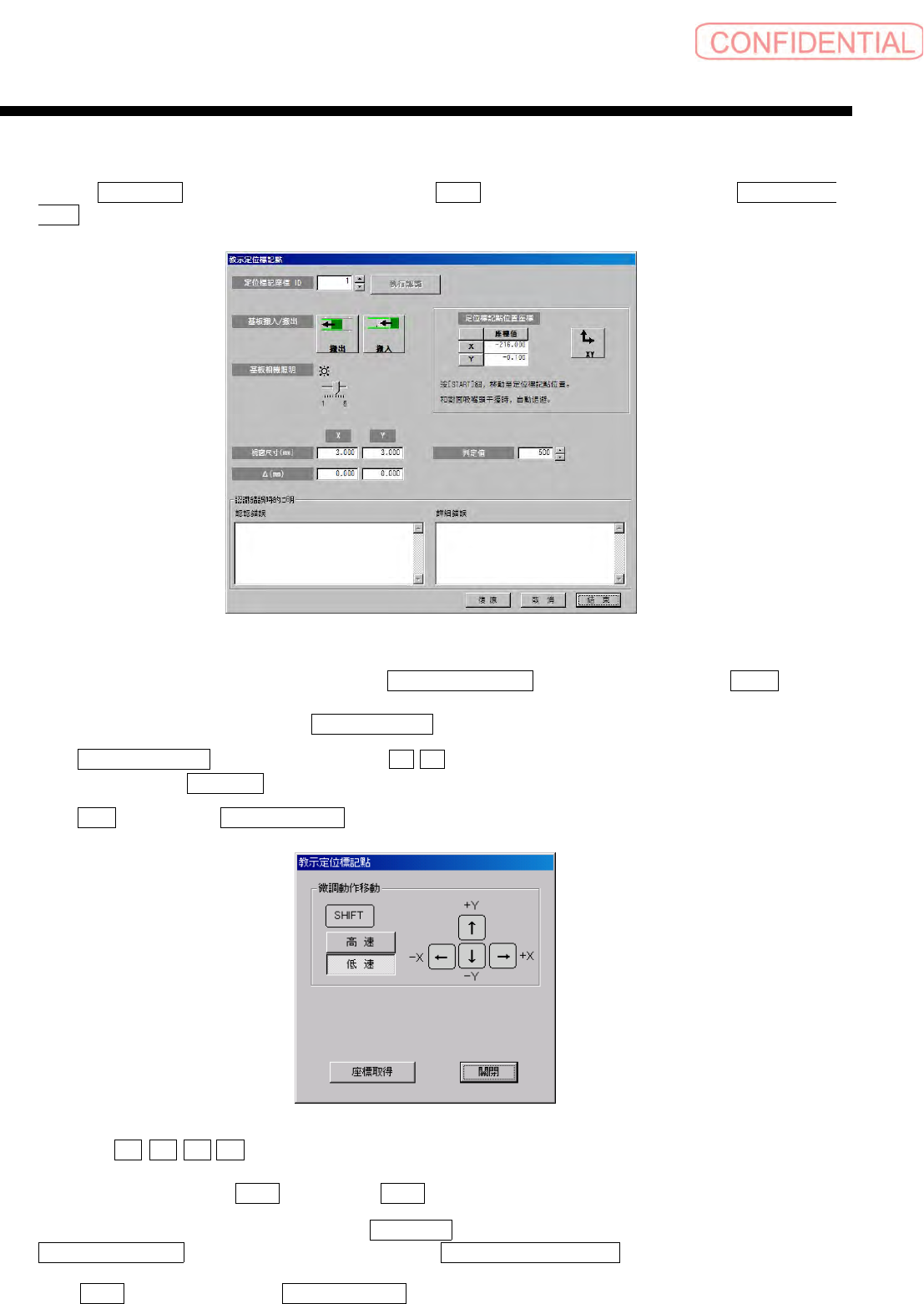
定位標記 ( 定位标记 ) 的状态下,点击 教示 ( 教示 ) 钮时,会出现以下的 教示定位標
記點
( 教示定位标记点 ) 对话框。
图
5.4.2-5
教示定位標記點
(
教示定位标记点
)
对话框
将确认的基板设定于基板搬入口,请点击 基板搬入 • 搬出 ( 基板搬入 • 搬出 ) 的 搬入 ( 搬入 )
钮设定于装着位置。
将基板设定于装着位置后,通过
基板相機照明 ( 基板相机照明 ) 的滑标来调整照明亮度。
使用
定位標記點 ID ( 定位标记点 ID) 的 ▲ ▼ 调整钮教示,选择教示的定位点 ID。出现欲定
位点
ID 后,请按 START 钮。相机移动至所输入定位点的坐标位置。
点击
XY 钮。会出现 微調動作移動 ( 微调动作移动 ) 对话框。
图
5.4.2-6
微調動作移動
(
微调动作移动
)
对话框
使用键盘 ← → ↑ ↓ 键,将黑白屏幕的 + 标记移动至定位标记的中央。
同时按下
X 方向、 Y 方向的指示键, XY 键向倾斜方向移动。
切换移动速度时,点击
高速 ( 高速 ) 或 低速 ( 低速 ) 。
+ 标记移动至定位标记的中央后,点击 座標取得 ( 坐标取得 ) 钮。所选择取的位置坐标会于
教示定位標記點 ( 教示定位标记点 ) 对话框的 定位標記點位置座標 ( 定位标记点位置坐标 ) 中
表示。
点击
關閉 ( 关闭 ) 钮,关闭 微調動作移動 ( 微调动作移动 ) 对话框。

操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-61
坐标位置的教示完毕后,点击
執行認識 ( 执行认识 ) 钮,确认定位点是否可认识。
认识成功时,主画面左下角会出现 “定位标记认识成功”的信息。
认识失败时,同样的,会出现 “定位标记认识失败”的信息,调整基板相机照明等后,请再点
击
執行認識 ( 执行认识 ) 钮,执行认识确认。
有关全部的定位点
ID,执行上述的操作。
教示完毕后,点击
結束 ( 结束 ) 钮。关闭 教示定位標記點 ( 教示定位点标记点 ) 对话框。
点击
▼檔案 ( ▼文件 ) 菜单的 儲存 ( 储存 ) 钮,储存已教示的资料。
·定位点的坐标位置是将零件以装着坐标位置为基准点。执行教示时,教示的基板为主要基板,
用其机种资料生产全部的基板。
·根据设计好定位点坐标位置的基板资料,输入时,不执行教示的基板完成精度会提高。
·做为定位点
ID
对象,未连结位于装着的定位点时,无法点击
執行認識
(
执行认识
)
钮。
注意 :
操作篇
5. 资料编集
5-62
电子零件装着机
SI-G200Mk3 (CS)
[
画面说明 ]
定位標記形式 ( 定位标记形式 )
将基板上的 定位標記形式 ( 定位标记形式 ) 由列表的第一行开始输入。三角的 定位標記 ( 定位
标记
) 方向以不同的标记输入。
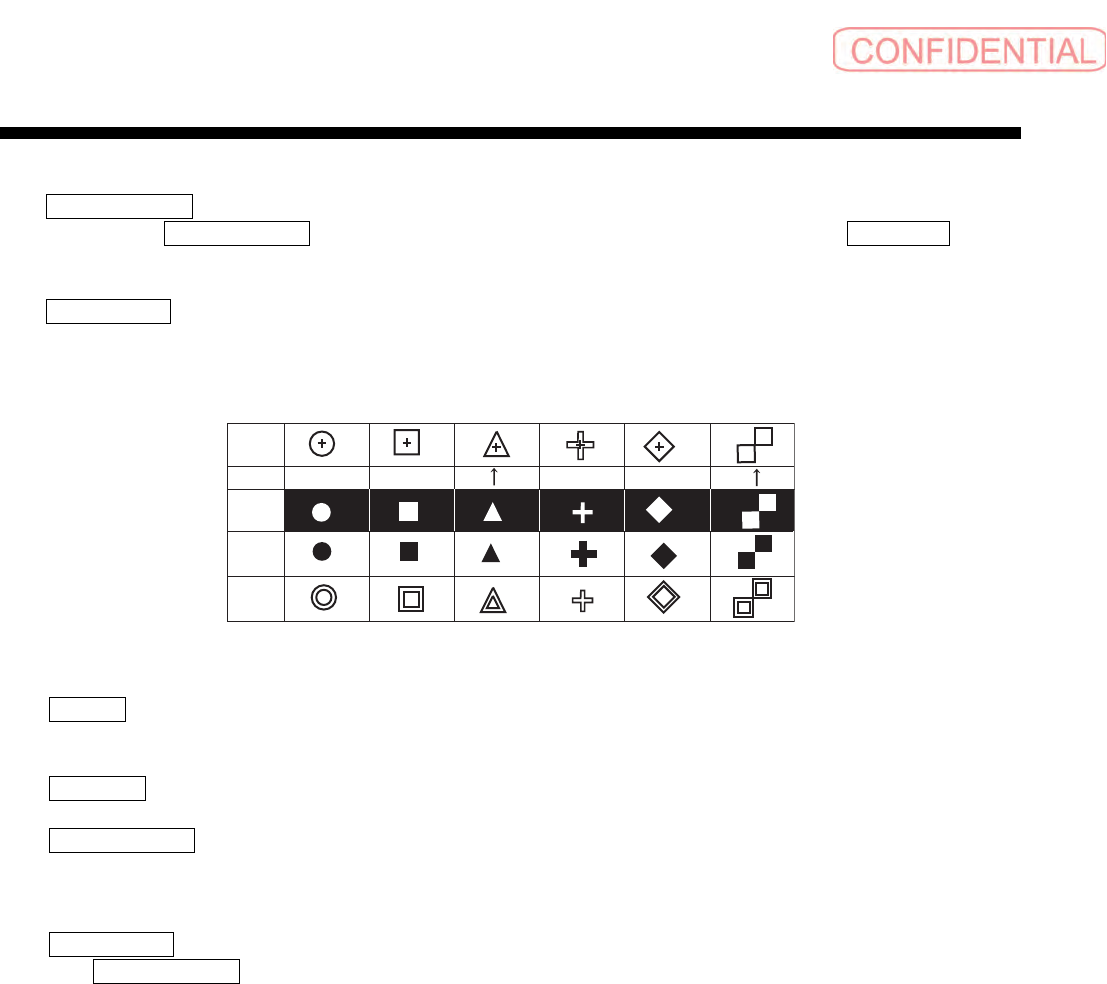
顏色‧形狀 ( 颜色· 形状 )
定位标记有以下的种类。
判定值 ( 判定值 )
值是 1 ~ 1000 (1000 比较严格 ) 形状的一致指数。
照明層級 ( 照明层级 ) : 输入定位认识时的照明层级 (1 ~ 8)。
尺寸容許範圍 ( 尺寸容许范围 )
一般输入 “0 ”。对于标记尺寸 X,Y , 将找到的标记的尺寸容许范围以百分比输入表示。也可使
用于认识结果的判断。
定位標記點 ( 定位标记点 )
输入 定位標記形式 ( 定位标记形式 ) 的基板上的坐标位置及认识范围等。
形状
方向
白
黑
轮廓
无
无
无
无