SI-G200MK3_操作说明.pdf - 第222页
操作篇 5. 资料编集 5-20 电子零件装着机 SI-G200Mk3 (CS) (4) 盘式 ·原点 XY : 盘式的原点坐标 单位: mm ·间距 XY : 各零件的间距 单位 : mm ·零件个数 XY : 零件的存储行列数 ·盘式取出速度 : 盘子的 取出速度 ( 1 ~ 100% ) ·取出方向 : 左 (0 ) 、右 (1) ·零件吸着高度 : 零件的吸着高度 单位: mm
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-19
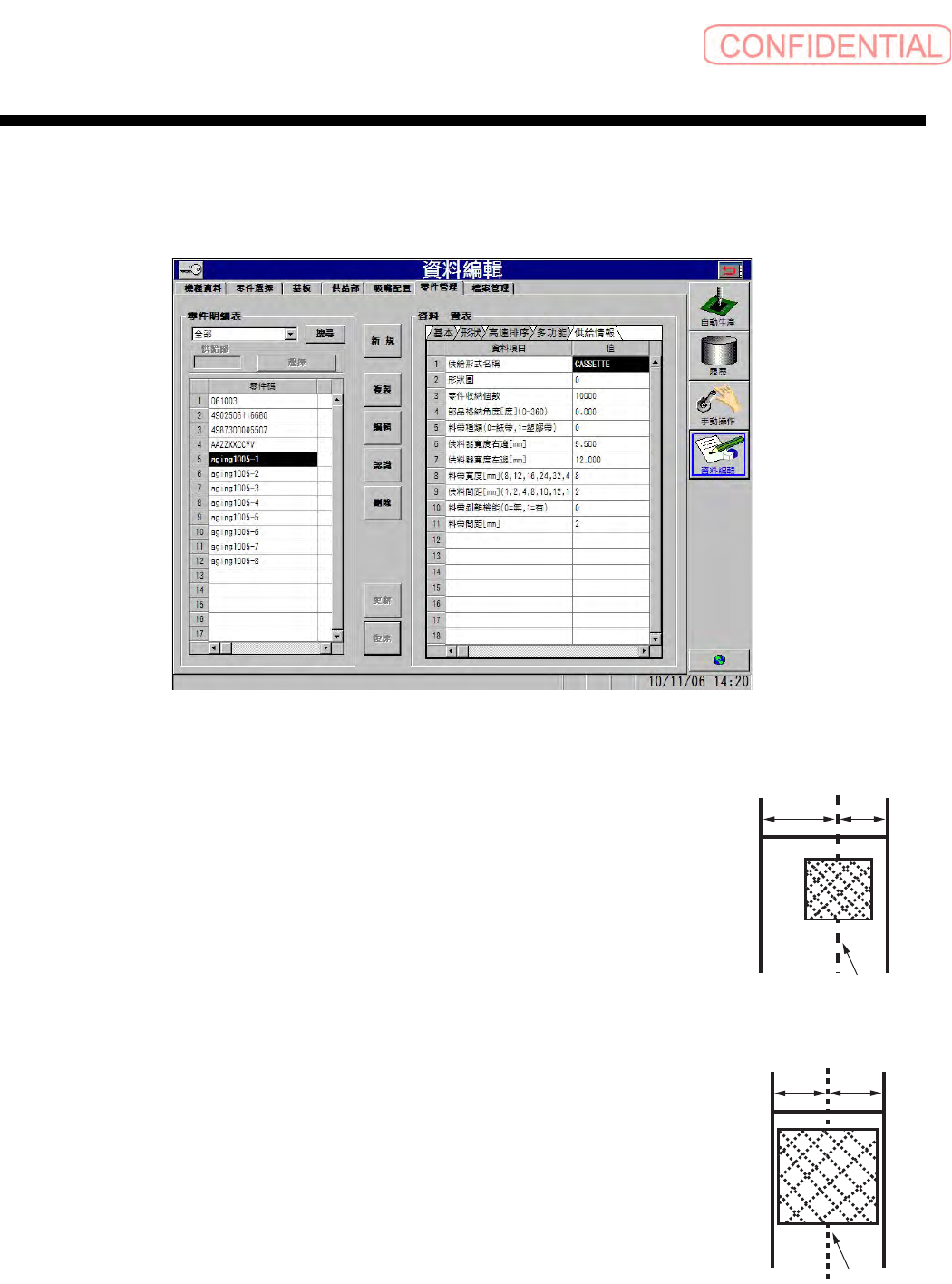
5.1.4 关于供给形态资料
供给形态数据为零件搭载在 SI-G200Mk3 的零件供给部的供给形态此为必要编辑的资料。
零件的供给形态大致区分为料带、管装、盘式。
图
5.1.4
資料編輯-零件管理
(
资料编辑-零件管理
)
画面
(1) 供给形态
·供给形态名称 :从料带、管装、盘式中选择
·零件存储个数 :零件供给装置
1 的存储零件个数
·存储角度 :零件的收纳角度,从上往下看,以顺时针方向
0~359° 以内的角度
(2) 料带
·料带的种类 :纸带 (
0)、塑料带 (1)
·供料器的宽度 (右) :单位:
mm (参照右图)
·供料器的宽度 (左) :单位:
mm (参照右图)
·料带宽度 :料带宽度、
8/12/16/24/32/44/56/72/88 mm
·供料长度 :料带的间距、 1/2/4/8/10/12/14mm
·料带剥离功能 :无 (0)、 有 ( 1 )
·料带间距 :料带上零件间距、单位:
mm
(3)
管装
·宽度 (右) :单位:
mm (参照右图)
·宽度 (左) :单位:
mm (参照右图)
零件的中心线
由供料器上方看到的图
( 料带的情形 )
供料器宽度
( 左 )(右 )
零件的中心线
由供料器上方看到的图
( 管装的情形 )
供料器宽度
( 左 )(右 )

操作篇
5. 资料编集
5-20
电子零件装着机
SI-G200Mk3 (CS)
(4)
盘式
·原点
XY : 盘式的原点坐标 单位:mm
·间距 XY : 各零件的间距 单位:mm
·零件个数 XY : 零件的存储行列数
·盘式取出速度
: 盘子的取出速度 (1 ~ 100%)
·取出方向
: 左 (0)、右 (1)
·零件吸着高度 : 零件的吸着高度 单位:mm
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-21
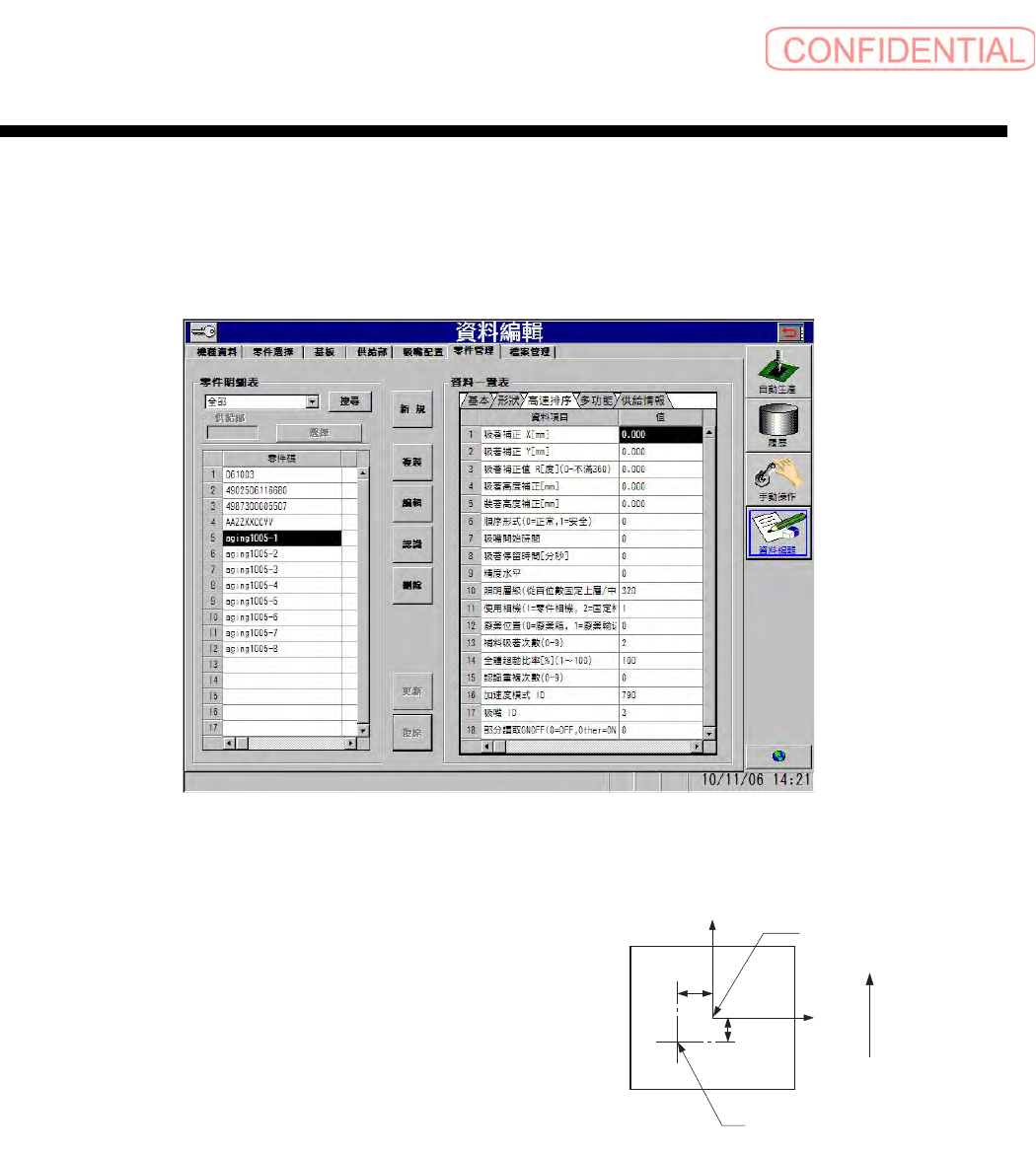
5.1.5 关于装着动作资料
装着动作资料为吸嘴由零件供料器中吸取零件并装着在基板上时,必需编辑的资料。
此装着动作资料仅关系到
SI-G200Mk3 的资料。此装着动作资料和 “高速排序” ( 高速排之序 )( 高
速吸嘴头用
) “多功能” ( 多功能 )( 多功能吸嘴头用 ) ,即使零件相同,装着动作资料也不一样。
图
5.1.5
資料編輯-零件管理
(
资料编辑-零件管理
)
画面
(1) 吸着补正 X Y
欲吸着的位置为零件中心以外时,
由零件中心偏移吸着位置的补正量
XY 单位:mm
X
为右方向 + 、左方向-。
Y 为上方向 + 、下方向-
(2) 吸着高度补正:吸着位置的高度方向的补正值。单位:mm,住上方向为正方向
(3) 装着高度补正:装着位置的高度方向的补正值。单位:mm,住上方向为正方向
(4) 顺序形式:指定吸着时的动作顺序
0 :吸嘴下降的同时打开启供料器的遮蔽器的通常操作 (重叠影像动作)
1 :对于较高的零件,依开启遮蔽器→吸嘴下降→吸着→吸嘴上升→遮蔽器关闭的顺序
(5) 吸着开始时间:吸着时,设定真空动作时间。
0 :吸着吸嘴下降前真空阀动作
1 :吸着吸嘴下降后真空阀动作 ( 顺序形式仅为 1 时可设定 )
补正值 X
补正值 Y
Y
X
吸着位置
零件供给方向
零件中心