SI-G200MK3_操作说明.pdf - 第83页
操作篇 3. 自动生产 电子零件装着机 SI-G20 0Mk3 (CS) 3-11 3.2 动作设定 / 动作设定 ( 装置 ) [ 操作功 能 ] 可以确认在自动生产中连续运 转的各个动作。若可以确认 各个动作正常运转,在 動作模式 ( 动作 模式 ) 画面 裝著生產 ( 装着生产 ) 中点击 正常運轉 ( 正常运转 ) 钮,结束 [3.2 动作设定 / 动作 设定 ( 装置 )] 。至此,自动生产的准备全部…
操作篇
3. 自动生产
3-10
电子零件装着机
SI-G200Mk3 (CS)
3.1.5 回复原点
[ 操作功能 ]
关闭电源时,装置各轴的原点信息会丢失,开启电源并结束运转准备后,必须进行回复原点操
作。
[ 操作顺序 ]
按下操作面板的ORG钮。开始回复原点。回复原点过程中,ORG钮内灯亮着。回复原点过
程中,不可以执行任何操作。
回复原点结束后,
ORG钮内灯熄灭。至此,自动生产准备结束。
若回复原点失败,
ORG
钮内灯熄灭。请参照保养篇。
注意 :
操作篇
3. 自动生产
电子零件装着机 SI-G200Mk3 (CS)
3-11
3.2 动作设定 / 动作设定 ( 装置 )
[ 操作功能 ]
可以确认在自动生产中连续运转的各个动作。若可以确认各个动作正常运转,在動作模式( 动作
模式
) 画面裝著生產 ( 装着生产 ) 中点击正常運轉 ( 正常运转 ) 钮,结束 [3.2 动作设定 / 动作
设定
( 装置 )]。至此,自动生产的准备全部结束。如果执行下一节 “3.3 自动生产”,则执行自动
生产。在 “
3.2 动作设定 / 动作设定 ( 装置 ) ”中,可以设定以下各项目。画面有 “动作设定”
“动作设定
( 装置 )”的 2 画面构成。
3.2.1 运转模式设定
可以设定動作模式( 动作模式 ) 、零件缺料模式( 零件缺料模式 ) 、零件預取模式( 零件预取模
式
) 、自動補料( 自动补料 ) 、零件交替( 零件交替 ) 、显示现在的设定状态。
3.2.2 基板搬送设定
执行軌道寬度調整 ( 轨道宽度调整 ) , 當前軌道寬度顯示 ( 当前轨道宽度显示 ) 、 搬入和搬出 ( 搬入
和搬出
) 等基板操作。另外,在生产开始前已经搬入基板的情况,可以设定将此基板自动排出。
3.2.3 停止模式设定
选择自动运转停止的方法。
3.2.4 步骤指定
指定自动运转的开始步骤和结束步骤。还可设定不在每个头上安装第一片基板。
3.2.5 零件认识结果详细显示
自动运转中为在相机窗口中显示零件认识结果而选择的模式。
操作篇
3. 自动生产
3-12
电子零件装着机
SI-G200Mk3 (CS)
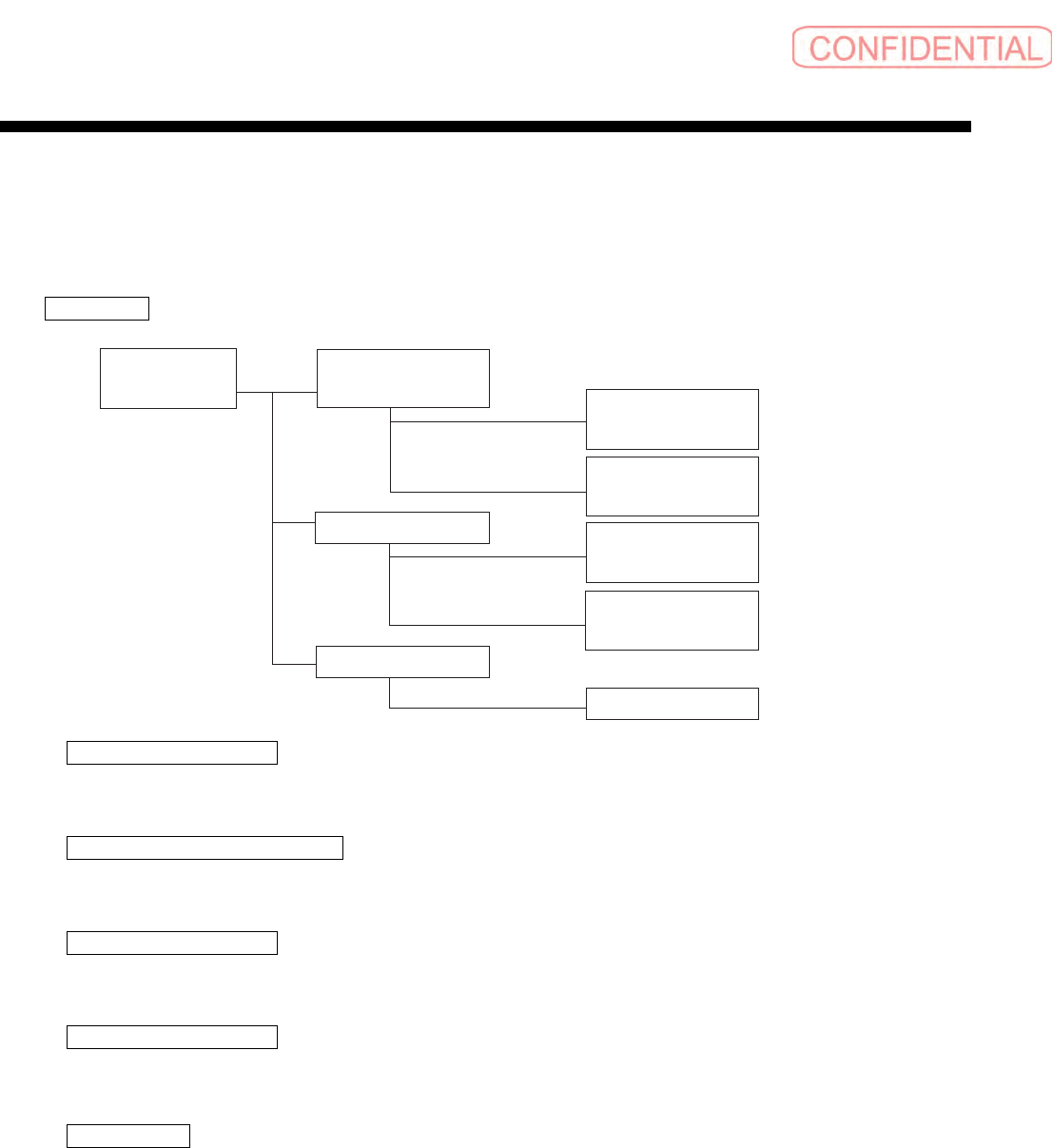
3.2.1 运转模式设定
参照下面的 [ 画面说明 ] ,在自动生产点击各种指令按钮选择必要的功能。
[ 画面说明 ]
動作模式 ( 动作模式 ) 菜单如以下组成。
·
裝著生產‧正常運轉( 装着生产·正常运转 )
不执行基板相机确认,仅实际零件连续装着的自动生产模式。在全部确认结束后,请选择此菜
单。
·
裝著生產‧裝著後相機確認( 装着生产·装着后相机确认 )
每步骤装着后,使用基板相机边确认装着位置的自动生产模式。此模式为确认每个步骤的装
着。
·
模擬‧吸嘴位置移動( 仿真·吸嘴位置移动 )
吸嘴前端移动至零件装着位置,但零件不装着只执行机种资料的动作模式。使用此模式为确认
吸嘴的动作。
·
模擬‧相機位置移動( 仿真·相机位置移动 )
基板相机移动至零件装着的位置,但零件不装着只执行机种资料的动作模式。 请使用此模式
确认零件的装着位置。
·
其他‧通過( 其它·通过 )
轨道只执行基板搬送模式。使用此模式为确认基板搬送动作。
動作模式
裝著生產
模擬
( 仿真 )
其他 ( 其它 )
正常運轉
裝著後相機確認
吸嘴位置移動
相機位置移動
通過
( 通过 )
(
动作模式 )
(
正常运转 )
(
装着后相机确认 )
( 吸嘴位置移动 )
(
相机位置移动 )
( 装着生产 )