SI-G200MK3_操作说明.pdf - 第274页
操作篇 5. 资料编集 5-72 电子零件装着机 SI-G200Mk3 (CS) 用 不良標記 ID ( 不良标记 ID) 的 ▲ ▼ 调整钮设定由此 执行教示的不良标记 ID 。 以窗口尺寸 X , Y, U X, U Y ,临界值的输入 为基础执行认识。 實施全體認識 ( 实施全 体认识 ) ,在按下钮时,参照现在对 象的不良标记 ID 和同形式 ID ,对 其他所有不良标记 ( 仅限于 NC 步骤使用的 ID) 进行认 识,并将其…
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-71
·将不良标记号码设定为区域号码较为便利。
·新文件制作时
,
不良标记的缺省值为
■
。
·正确执行移动至不良标记位置时,需以步骤停止,停止自动生产。
·动作停止的步骤途中,请不要执行
不良標記教示
(
不良标记教示
)
对话框的表示。会发生系统
错误。
( 2) 不良標記 ( 不良标记 ) 的输入
输入不良标记形式完毕后,在不良标记内输入不良标记位置及窗口尺寸及使用的不良标记形式。
如用不良标记使用的定位标记均存在时,则输入定位标记
ID。
在不良标记下选择新
ID
的任意栏,除了输入值之外的栏皆显示缺省值。
各项的缺省值如下。
点击
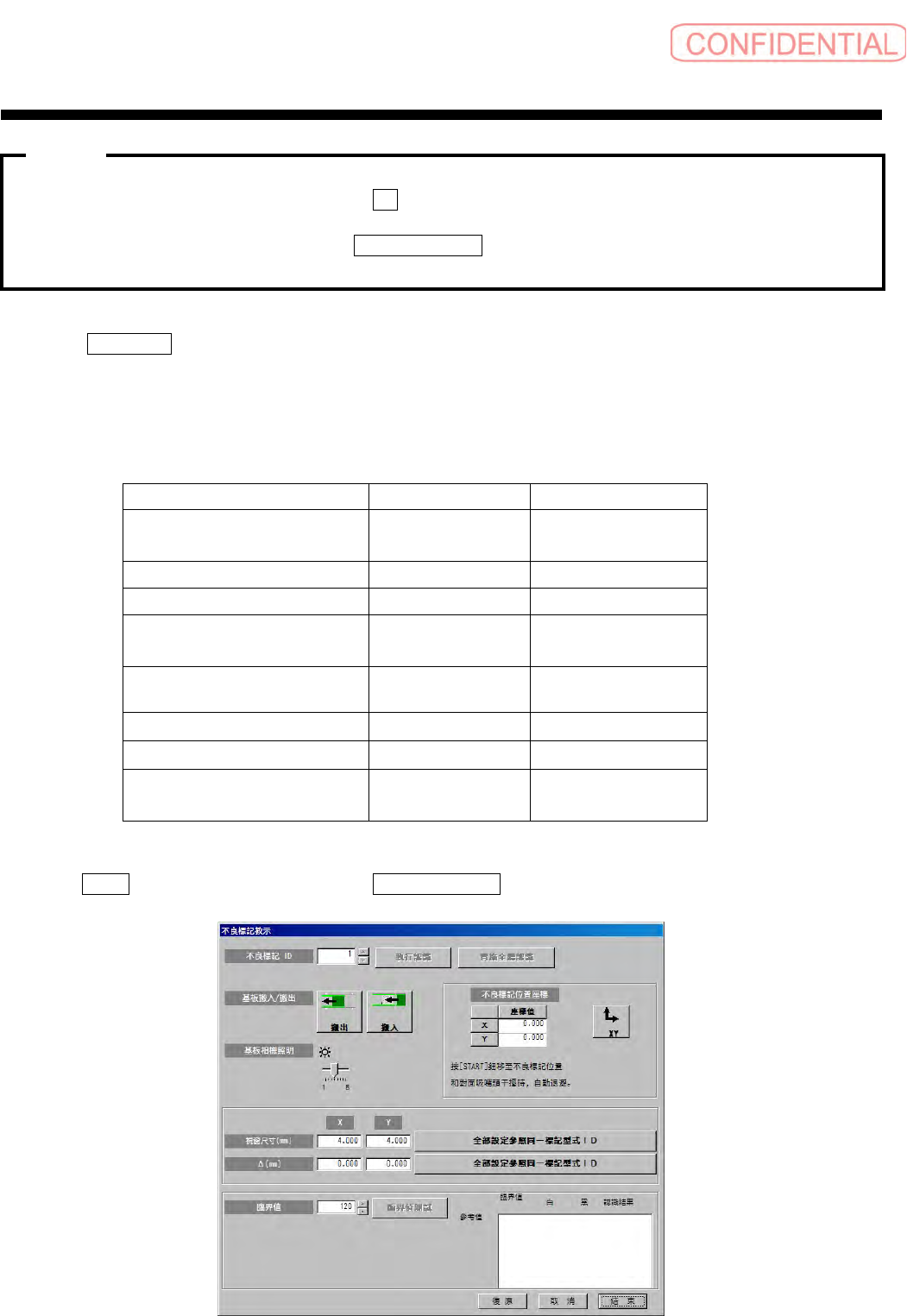
教示 ( 教示 ) 钮,会出现以下的 不良標記教示 ( 不良标记教示 ) 对话框。
图
5.4.4-2
不良標記教示
(
不良标记教示
)
对话框
项目名称 单位 缺省值
標記形式
ID
(标记形式 ID)
-
1
Xmm0.000
Ymm0.000
視窗尺寸 X
(窗口尺寸 X )
mm 3.000
視窗尺寸Y
(窗口尺寸Y)
mm 3.000
△ X
mm 0.000
△ Y
mm 0.000
定位標記 ID
(定位标记 ID)
-
0
注意 :
操作篇
5. 资料编集
5-72
电子零件装着机
SI-G200Mk3 (CS)
用 不良標記 ID ( 不良标记 ID) 的 ▲ ▼ 调整钮设定由此执行教示的不良标记 ID。
以窗口尺寸
X , Y, UX, UY ,临界值的输入为基础执行认识。
實施全體認識 ( 实施全体认识 ) ,在按下钮时,参照现在对象的不良标记 ID 和同形式 ID,对
其他所有不良标记
( 仅限于 NC 步骤使用的 ID) 进行认识,并将其结果显示在对话框中。
通过选择的不良标记
ID 所使用的定位标记 ID,将在定位 ID 中显示。移至不良标记位置时,所
显示的定位标记的识别结果将移至原位。
在点击钮后,补正执行将对定位
ID 中显示的定位标记进行识别并调整位置。
全部設定參照同一標記型式 ID ( 全部设定参照同一标记型式 ID) ,在按下钮时,在参照现在
对象的不良标记
ID 和同形式 ID 的其它所有不良标记 ( 包括不使用 NC 步骤的标记 ) 的“视窗
尺寸”
或“U”上,反映现在数值。
臨界值測試 ( 临界值测试 ) ,在点击钮时,对变成现在对象的不良标记,把临界值从 10 到
250 以 10 为间隔进行认识,将各自的黑白占有率显示在列表中。
·将不良标记
ID
设定为区域
ID
较为便利。
·与定位标记教示同样的,未连结于装着的不良标记时,无法点击
執行認識
(
执行认识
)
钮。
注意 :
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-73
在装置位置上无基板时,请点击
基板搬入 / 搬出 ( 基板搬入·搬出 ) 的 搬入 ( 搬入 ) 钮。将基
板设定在零件装着位置。
点击
基板相機照明 ( 基板相机照明 ) 的 開啟 ( 开启 ) 钮 , 使基板相机照明亮灯。
按操作面板的
START 钮,吸嘴头移动至不良标记位置。
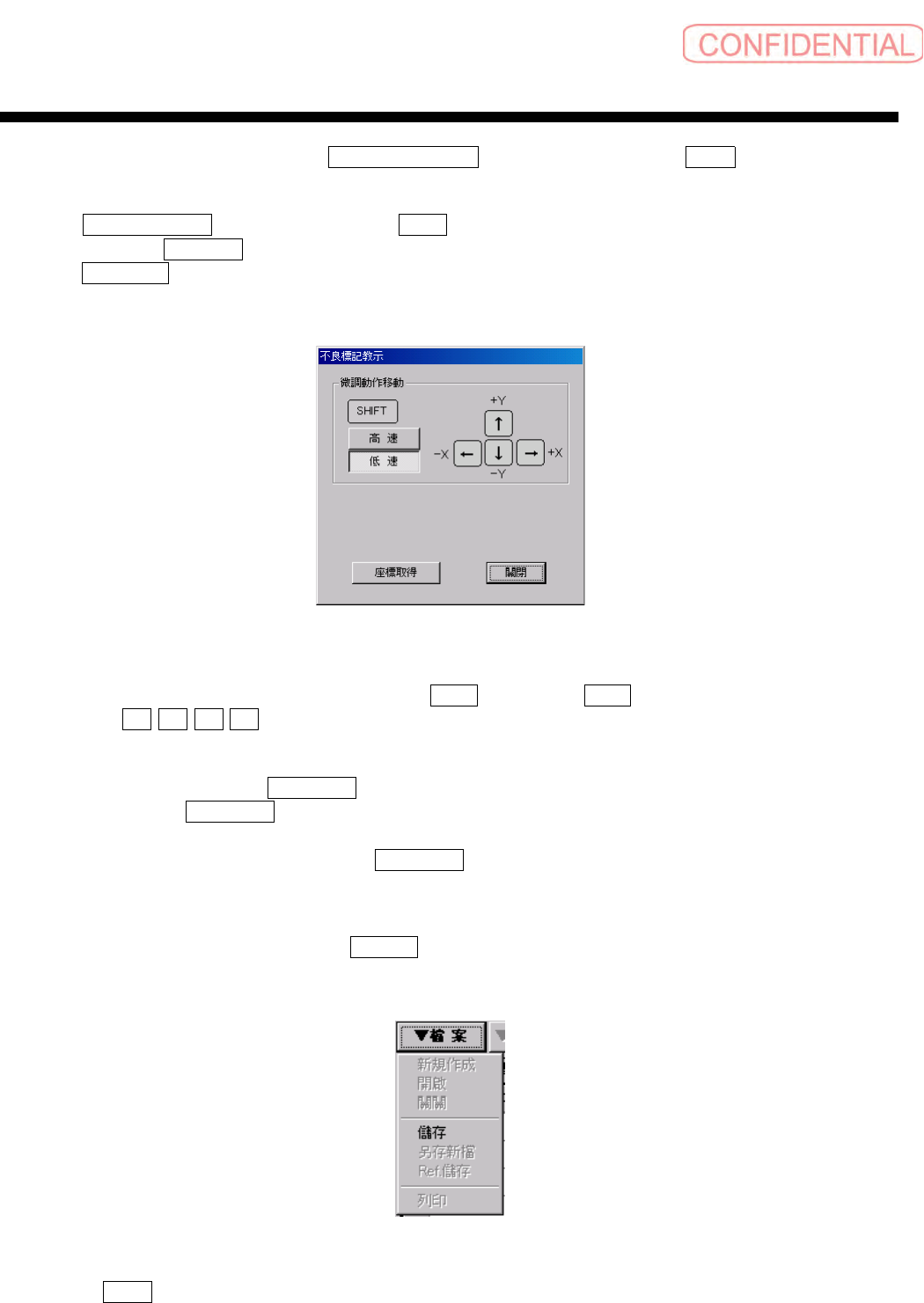
点击
XY 移動 (XY 移动 ) 钮,会出现以下的对话框。
图
5.4.4-3
微調動作移動
(
微调动作移动
)
对话框
由现在位置选取移动速度时,点击对话框的 高速 ( 高速 ) 或 低速 ( 低速 ) 钮。
用键盘的
→ ← ↑ ↓ 将基板相机置于黑白屏幕的十字交差点配合定位标记的中心。
如同时按
X 方向、 Y 方向的光标键,则 XY 轴将向倾斜方向移动。
按一次则移动设定的移动量后停止,连续按游标时,则连续移动。
到达所定的位置后,点击
座標取得 ( 坐标取得 ) 钮,会出现指定教示结果的行。坐标位置的教
示完毕后,点击
執行認識 ( 执行认识 ) 钮,确认可否认识不良标记。认识成功时,于主画面左
下角会出现 “不良标记认识成功”的信息。认识失败时,同样的会出现 “不良标记认识失败”
的
信息,调整基板相机照明等后,请再次点击
執行認識 ( 执行认识 ) 钮执行认识确认。
此后,教示基板上所有的区域,以不良标记顺序教示。
储存制作的不良标记资料时,点击
▼檔案 ( ▼文件 ) ,会出现下拉菜单。
图
5.4.4-4
檔案
(
文件
)
画菜单
请点击 儲存 ( 储存 ) 钮,存储新制作的基板数据文件。