SI-G200MK3_操作说明.pdf - 第453页
保养篇 2. 维修检查 电子零件装着机 SI-G20 0Mk3 (CS) 2-7 每天 (4) 内部综合检查 [维 修 检 查 位 置] 本体后面下部的压力表 [ 维修检查时要准备 的物品 ] 无需特意准备 [作 业 顺 序] 1. 通过目视 确认内部机械是否正常。 2. 关闭前· 后门。 3. 开启主电 流断路器。 4. 按下电源 开启 / 关闭开关 。初始画面出现在操作面板显示器 上。 5. 确认在 SI-G200M k3 后面 下…
保养篇
2. 维修检查
2-6
电子零件装着机
SI-G200Mk3 (CS)
每天
(3) 零件废弃盒的清理
[ 维修检查位置 ]
2 处零件废弃盒 ( 前面和后面 )
[ 维修检查时要准备的物品 ]
无需特意准备
[ 作业顺序 ]
1. 废弃里面堆积的零件。
关于电子零件、料带废材的废弃,请按照设置
SI-G200Mk3
的国、州、地方的基准进行。
零件废弃盒
前面 / 后面
注意 :

保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-7
每天
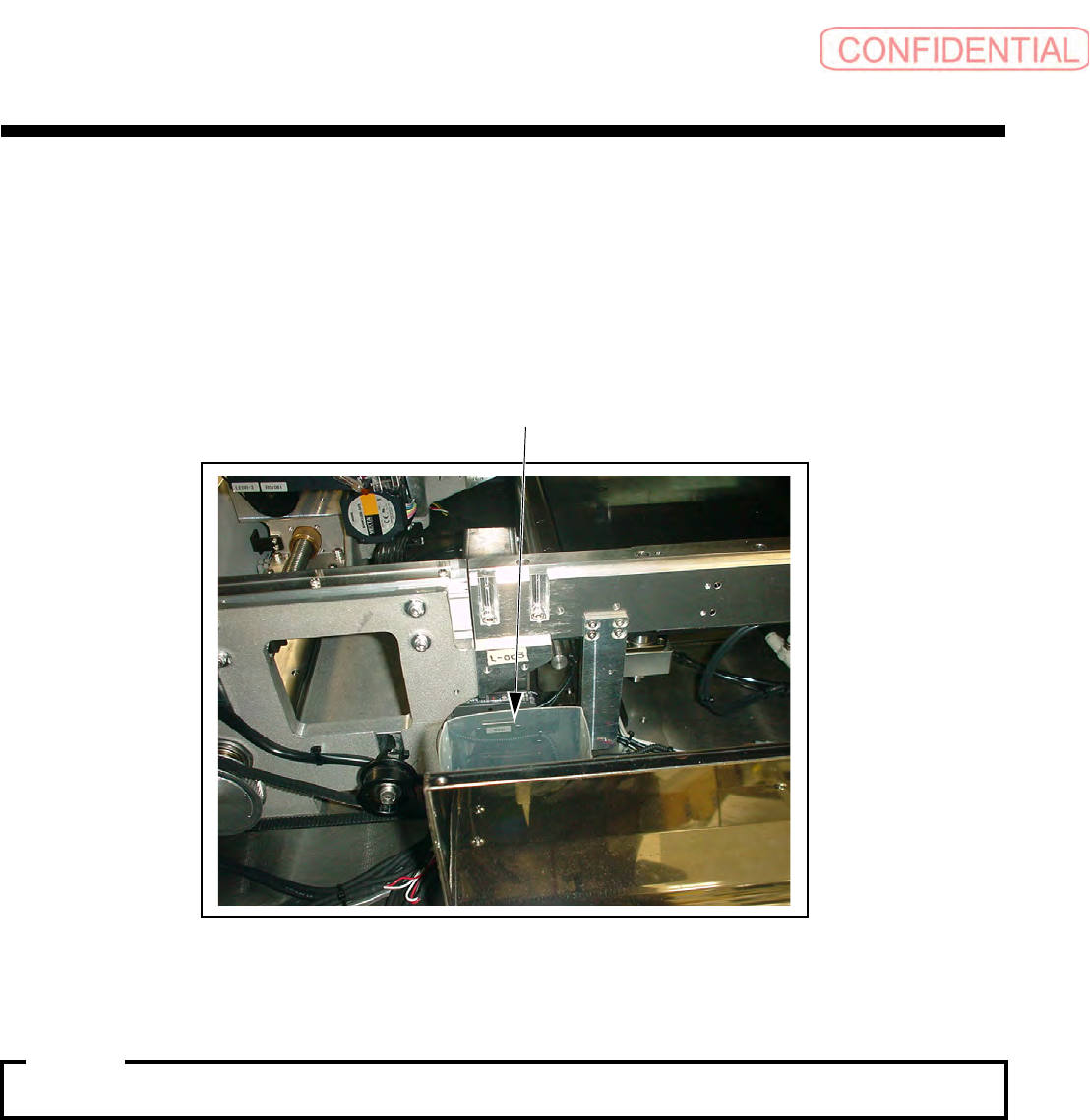
(4) 内部综合检查
[维修检查位置]
本体后面下部的压力表
[ 维修检查时要准备的物品 ]
无需特意准备
[作业顺序]
1. 通过目视确认内部机械是否正常。
2. 关闭前·后门。
3. 开启主电流断路器。
4. 按下电源开启 / 关闭开关 。初始画面出现在操作面板显示器上。
5. 确认在 SI-G200Mk3 后面下部分的一次侧供给气压表 (SUPPLIED AIR) 压力大于
0.49MPa (5Kgf/cm
2
) 。压力不合适时,要对调整器进行调整。
6. 确认在 SI-G200Mk3 后面下部分的真空用压力仪器 (VACUUM PUMP) 压力大于 ( 所有机
械阀都切换到吹气侧的情况下
) 0.077MPa (60cmHg=0.79kgf/cm
2
) 。
7. 显示 自動生產 ( 自动生产 ) 画面,每天的检查操作结束。
SUPPLY AIR
总供给气压表
VACUUM PUMP
真空压力仪器
保养篇
2. 维修检查
2-8
电子零件装着机
SI-G200Mk3 (CS)
2.2.2 运转结束后的检查作业
(1) 自动生产状况确认
[ 作业功能 ]
每天换班结束后,要对
SI-G200Mk3 生产结果进行确认并对 SI-G200Mk3 及其周围进行检查。
[ 作业顺序 ]
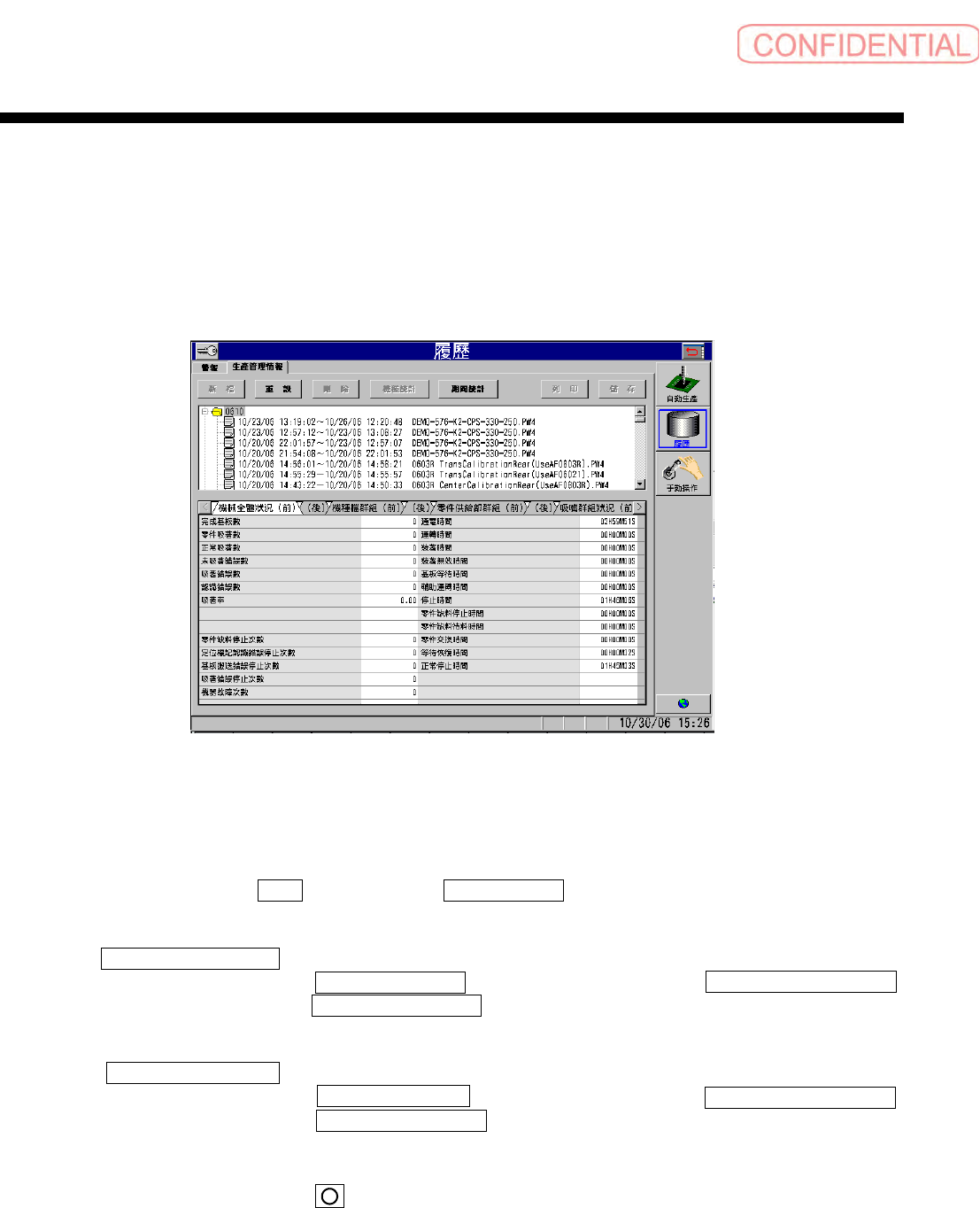
1. 自动生产停止后,点击 履歷 ( 日志 ) 画面→ 生產管理情報 ( 生产管理信息 ) 标签。出现以下画
面。
2. 点击 機械全體狀況 ( 前 ) ( 机械全体状况 ( 前 )) 钮 , 查找显示的资料 , 确认机械全体的运行状况
( 前 )。如有异常资料 , 依次点击 機種檔群組(前) ( 机种文件群组 ( 前 )) 标签、 零件供給部群組(前)
(
零件供给部群组 ( 前 )) 标签、吸嘴群組狀況 ( 前 ) ( 吸嘴群组状况 ( 前 )) 标签,确认运行状况,查找
原因并去除异常部分。
3. 点击 機械全體狀況(後) ( 机械全体状况 ( 后 )) 钮 , 查找显示的资料 , 确认机械全体的运行状况
( 后 )。如有异常资料 , 依次点击 機種檔群組 ( 後 ) ( 机种文件群组 ( 后 )) 标签、 零件供給部群組 ( 後 )
(
零件供给部群组 ( 后 )) 标签、吸嘴群組狀況 ( 後 ) ( 吸嘴群组状况 ( 后 )) 标签,确认运行状况,查找
原因并去除异常部分。
4. 按下电源开启 / 关闭的开关 。
5. 关闭主电流断路器。
图
2.1
履歷-生產管理情報
(
日志-生产管理信息
)
画面