SI-G200MK3_操作说明.pdf - 第256页
操作篇 5. 资料编集 5-54 电子零件装着机 SI-G200Mk3 (CS) [ 画面说明 ] 参照画面的基板尺寸图 , 以 mm 为单位输入。最小位数为 0.1mm 。 在 SI-G200Mk3 正面时, X 轴向右为正方 向,向左为负方向 ;Y 轴向 SI-G200Mk3 后方为正 方向,向前方为负方向。 基板坐标补正的△ X 及△ Y 值是输入由基板端部 至基板基准点位置的距离。此基板 数据位置为 重要的基准值。 装着位置补正…
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-53
5.4.1 基板信息的输入
[ 操作功能 ]
设定基板的尺寸及以基板的基准点为执行对像补正值的设定。
[ 操作顺序 ]
点击 資料編輯 ( 资料编辑 ) 菜单的 基板 ( 基板 ) 标签。会出现 基板 ( 基板 ) 画面。
点击
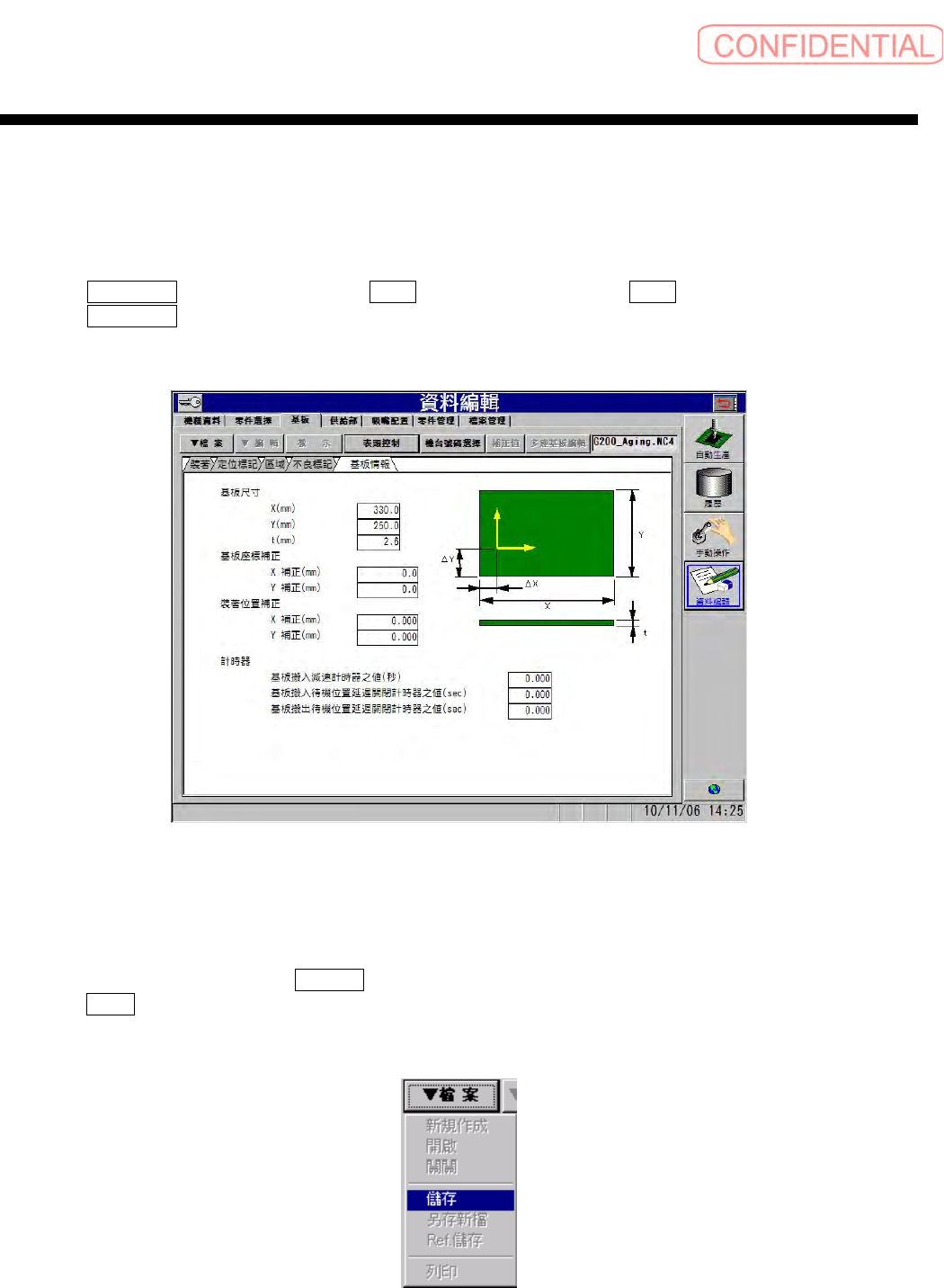
基板情報 ( 基板信息 ) 标签,会出现基板信息的画面。
图
5.4.1-1
資料編輯-基板情報
(
资料编辑-基板信息
)
画面
点击输入项目的文本框,即可输入资料。
由键盘输入资料,以相同步骤输入全部的资料。
全部项目输入完毕后,点击
▼檔案 ( ▼文件 ) 钮。
点击
儲存 ( 储存 ) 钮,存储输入的资料。
图
5.4.1-2
檔案
(
文件
)
菜单

操作篇
5. 资料编集
5-54
电子零件装着机
SI-G200Mk3 (CS)
[
画面说明 ]
参照画面的基板尺寸图 , 以 mm 为单位输入。最小位数为 0.1mm。
在
SI-G200Mk3 正面时, X 轴向右为正方向,向左为负方向 ;Y 轴向 SI-G200Mk3 后方为正
方向,向前方为负方向。
基板坐标补正的△
X 及△ Y 值是输入由基板端部至基板基准点位置的距离。此基板数据位置为
重要的基准值。
装着位置补正是指装着数据中所输入的装着位置的坐标值与实际装着位置的坐标值间发生偏移的
情形,输入至正确坐标位置的补正值于△
X 及△ Y 中。
然后,有别于基板全体的补正,可仅有装着位置的补正。
输入的单位及方向为同上的
X 、 Y 。
输入的值的范围如下。
基板尺寸
( 基板尺寸 )X (mm):50.0 ~ 460.0 mm
Y (mm)
:50.0 ~ 410.0 mm
t (mm)
:0.5 ~ 3.0 mm
基板坐標補正 ( 基板坐标补正 ) △ X (mm) :-460.0 ~ 460.0 mm
△ Y (mm) :-410.0 ~ 410.0 mm
裝著位置補正 ( 装着位置补正 ) △ X (mm) :-460.0 ~ 460.0 mm
△ Y (mm) :-410.0 ~ 410.0 mm
計時器 ( 计时器 ) 基板搬入减速定时器的值 (sec) : 0.000 ~ 1.000 sec
基板搬入待机位置关闭延迟定时器的值 (sec): 0.000 ~ 1.000 sec
基板搬出待机位置关闭延迟定时器的值 (sec): 0.000 ~ 1.000 sec
双输送带的情况
基板尺寸
( 基板尺寸 )X :50.0 ~ 330.0 mm
Y
:50.0 ~ 250.0 mm
t
:0.5 ~ 3.0 mm
基板坐標補正 ( 基板坐标补正 ) △ X :-330.0 ~ 330.0 mm
△ Y :-250.0 ~ 250.0 mm
裝著位置補正 ( 装着位置补正 ) △ X :-330.0 ~ 330.0 mm
△ Y :-250.0 ~ 250.0 mm
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-55
5.4.2 定位标记资料的编辑
[ 操作功能 ]
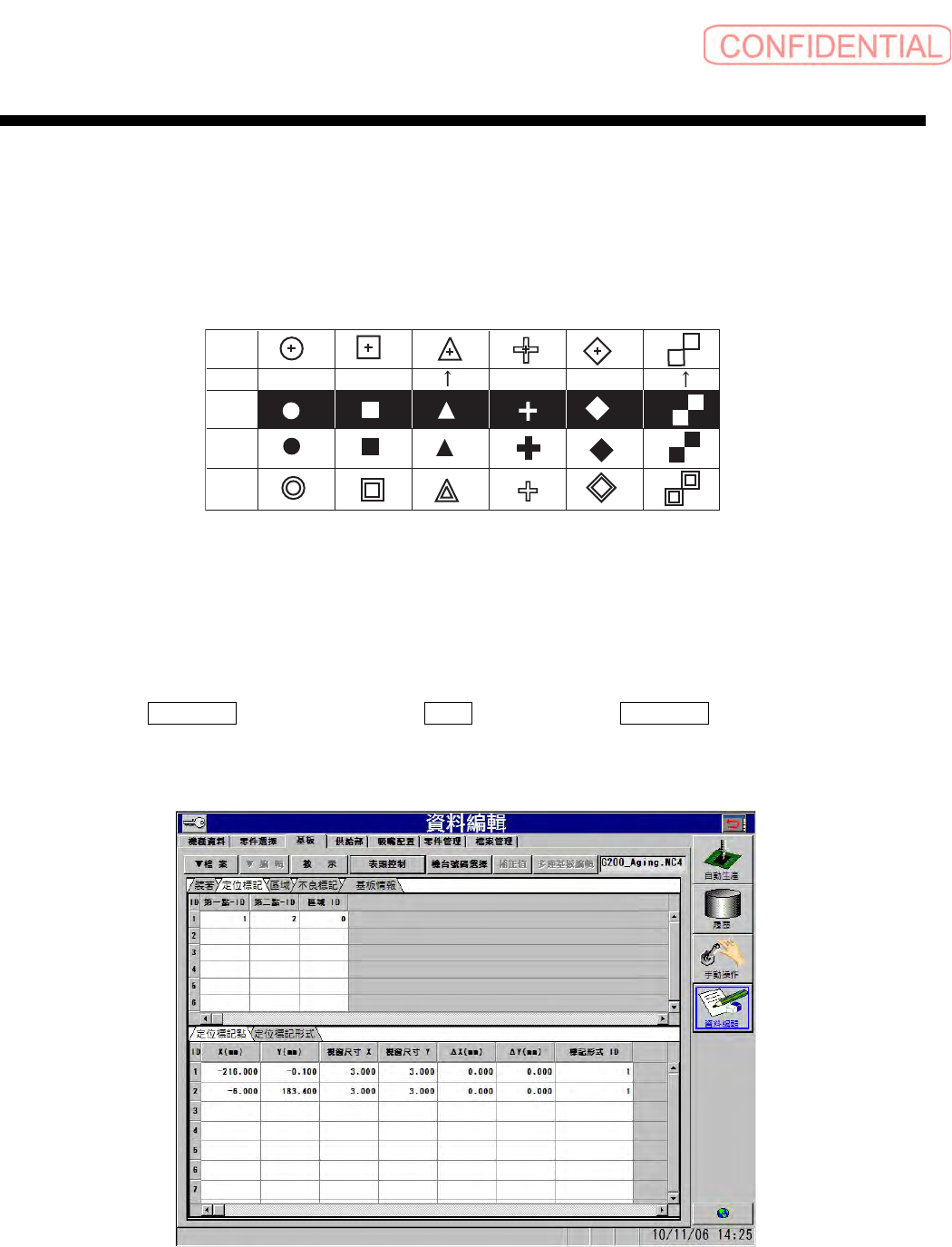
标记为在基板上有 2 个位置以上的记号,将基板的位置·姿态以相机认识时当做目标的标记。
定位标记的形状有以下的种类。
自动运转时,将指定的
2 个位置的定位标记以相机认识并自动分析基板的姿态,以最适合姿态
装着零件。数据制作在输入个别定位标记数据
( 定位标记点数据 ) 和以相机认识时,执行 2 个位
置的定位标记的群组制作。
[ 操作顺序 ]
(1)
定位标记点的指定
依顺序点击
資料編輯 ( 资料编辑 ) 菜单→ 基板 ( 基板 ) 标签→ 定位標記 ( 定位标记 ) 标签。会
出现以下的画面。
图
5.4.2-1
資料編輯-基板
(
资料编辑-基板
)
画面
形状
方向
白
黑
轮廓
无
无
无
无