SI-G200MK3_操作说明.pdf - 第157页
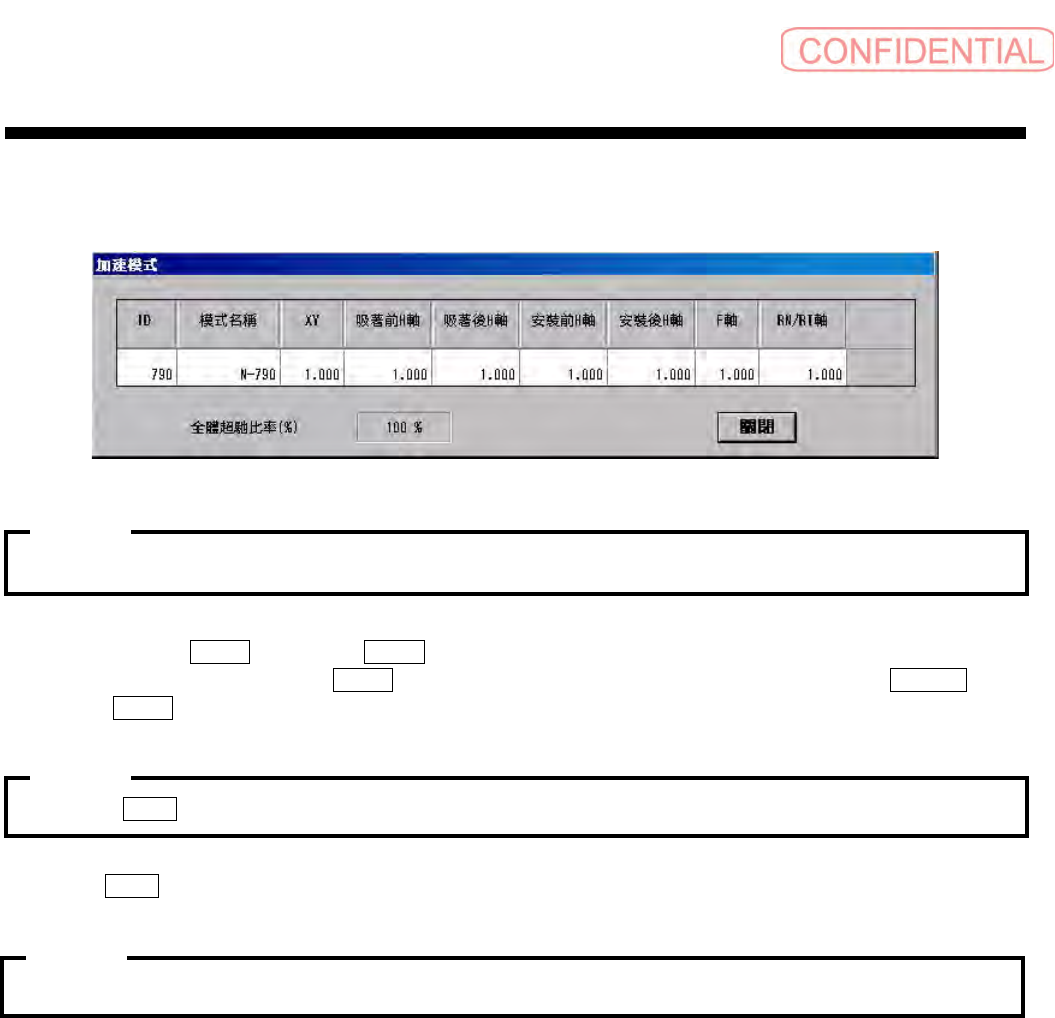
操作篇 3. 自动生产 电子零件装着机 SI-G20 0Mk3 (CS) 3-85 另外,通过左击加速模式 ID ,显示对应模式名称及各轴的 超驰比率。各轴的超驰比率 显示加速 模式 ID 的超驰比率与超驰比 率全体。 图 3.8.1-5 警报对话框机种资料 - 加速模式对话框 如果在未下载机种数据 状态下点击机种数据,则无法显 示机种数据的信息及零件信 息。 警报也可以从 履歷 (履历)- 警報 (警 报)画面中看到。 阅读警报说明时…
操作篇
3. 自动生产
3-84
电子零件装着机
SI-G200Mk3 (CS)
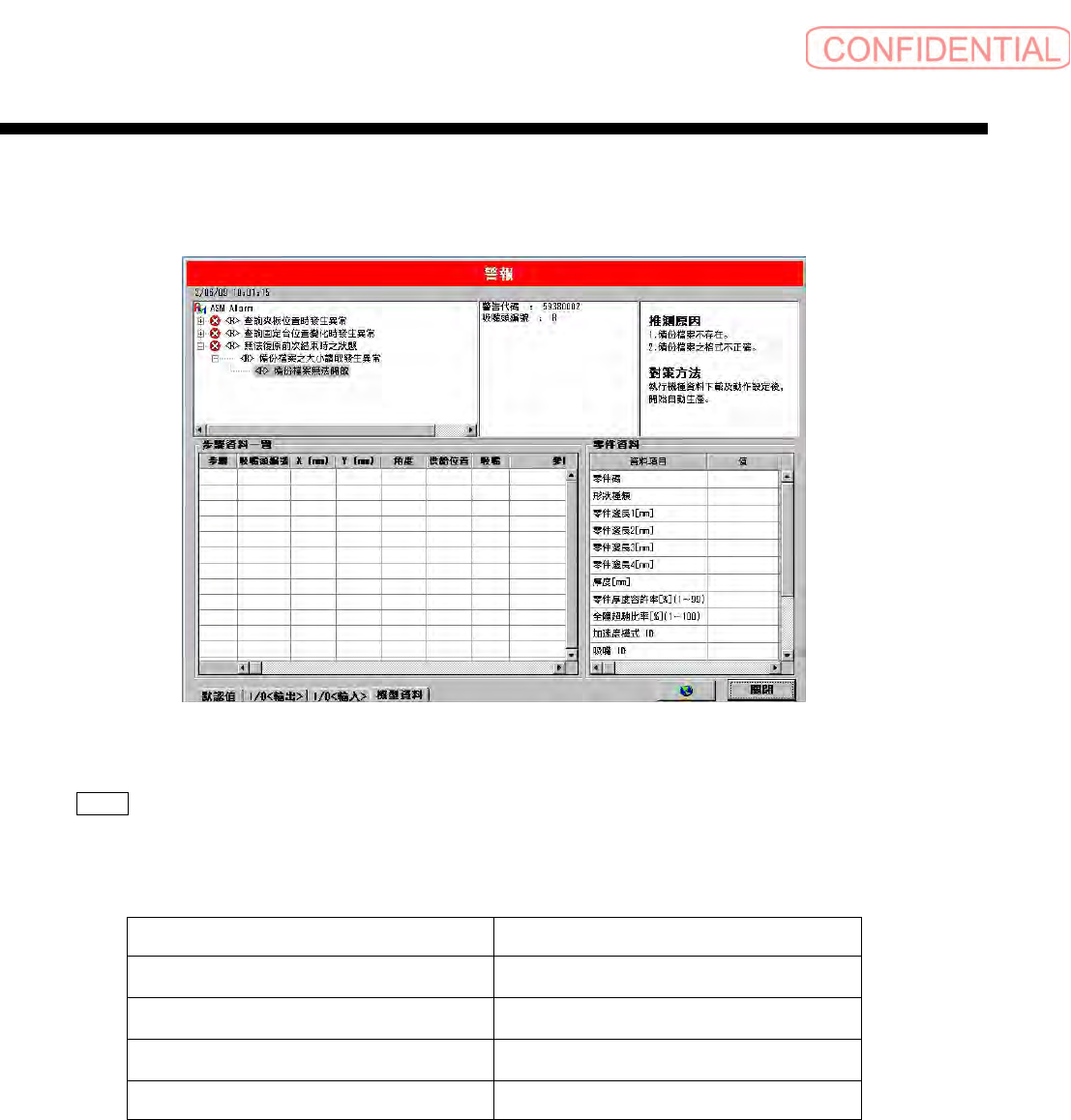
在警报发生时显示的机种数据的信息画面中,点击机种数据标签。显示当前生产中的机种数据信
息画面。以默认值选择的警报参数表,或选择的最高层级警报的参数表中显示步骤号码时,点击
机种数据后,该步骤显示为被选择状态。
图
3.8.1-4
警报对话框机
-
种数据画面
在 警報 (警报) 对话框的右侧,作为所选步骤的零件信息,进行零件的形状信息及动作关连数
据的显示。但是与数据编辑
- 【零件管理】中所显示内容不同,以下项目以字符串显示。
表
2 动作关连数据中显示形式被更改项目
数据项目 显示值
吸嘴 ID 吸嘴 ID( 吸嘴名称 )
使用相机 相机 ID( 相机名称 )
序列类型 Normal 或 Safety
吸着开始时机 前或后
操作篇
3. 自动生产
电子零件装着机 SI-G200Mk3 (CS)
3-85
另外,通过左击加速模式
ID,显示对应模式名称及各轴的超驰比率。各轴的超驰比率显示加速
模式
ID 的超驰比率与超驰比率全体。
图
3.8.1-5
警报对话框机种资料
-
加速模式对话框
如果在未下载机种数据状态下点击机种数据,则无法显示机种数据的信息及零件信息。
警报也可以从 履歷 (履历)- 警報 (警报)画面中看到。
阅读警报说明时,点击显示 警報 (警报)对话框的警报行,文本框中会显示出其 參數值
( 参
数值
) 說明 ( 说明 ) 的各种内容。
未显示 說明
(
说明
)
栏的滚动栏时,请再度选择要显示说明的警报信息。
确认 說明 ( 说明 ) 的内容,排除警报的原因。
排除所有发生警报的原因,如果不全排除会发生预料不到的事件·损伤。
注意 :
注意 :
警告 :
操作篇
3. 自动生产
3-86
电子零件装着机
SI-G200Mk3 (CS)
3.8.2 警报发生后的再激活方法
(1) 一般警报发生时的再激活
排除警报 发生的原因后,请用以下步骤再激活。
[ 操作顺序 ]
紧急停止钮在开启状态下发生警报时,解除紧急停止钮的锁定。各轴位置超过检知范围而发生错
误时,将吸嘴头以手动操作移动至原来的位置。
按操作面板的
RESET 钮 , 解除警报状态,即可继续操作。
·警报多处发生时,按
RESET
钮也可能无法正常动作。
·此时在警报发生结束后大约等待
10
秒左右,再按
RESET
钮。
发生紧急停止或伺服停止的警报时, ORG 钮会闪烁。其 ORG 钮闪烁时为表示需要回复原点的
状态。
·在主画面以外的对话框中,无法执行回复原点动作。
·关闭对话框回至主画面后
,
请执行回复原点动作。
另,连续按紧急停止钮时,不会正确表示错误状态,只会表示 警報 (警报)对话框,此情形按
RESET
钮, 警報 (警报)对话框消失后,亦必需回复原点。
在自动生产中,按操作面板的
START 钮,再开始自动生产。
注意 :
注意 :