SI-G200MK3_操作说明.pdf - 第253页
操作篇 5. 资料编集 电子零件装着机 SI-G20 0Mk3 (CS) 5-51 图 5.3.1-2 資料編輯-零件選擇 ( 资料编辑-零件选择 ) 画面 将追加的零件数据由 裝著零件 ( 装着零件 ) 删除时,点击欲删除 裝著零 件 ( 装着零件 ) 的零件 数据行。 点击 ▼編輯 ( ▼编辑 ) 钮,请选择编辑菜单的 刪除 ( 删除 ) 钮。 图 5.3.1-3 編輯 ( 编辑 ) 菜单 上记的作业于机种文件中,对于需 要全部执行…
操作篇
5. 资料编集
5-50
电子零件装着机
SI-G200Mk3 (CS)
5.3.1 零件数据的新建
[ 操作功能 ]
新建对应机种文件的零件资料。
[ 操作顺序 ]
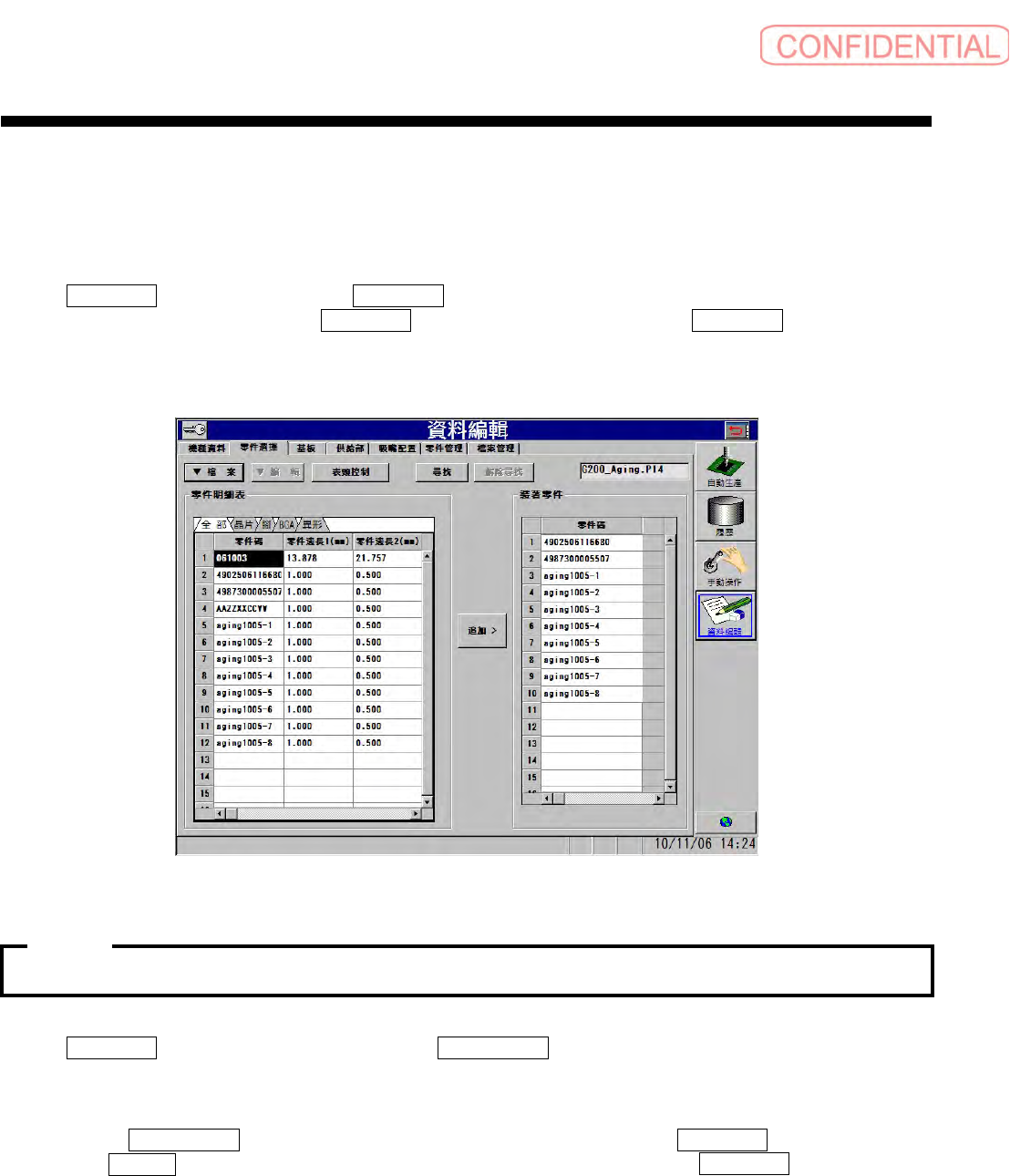
从 資料編輯 ( 资料编辑 ) 菜单的 機種資料 ( 机种资料 ) 开启制作的机种文件。
开启编辑机种文件后,请点击
零件選擇 ( 零件选择 ) ,会出现下面的 零件選擇 ( 零件选择 ) 画
面。
图
5.3.1-1
資料編輯-零件選擇
(
资料编辑-零件选择
)
画面
有关机种文件的操作方法请参照 “
5.2
机种资料”。
在 零件選擇 ( 零件选择 ) 指定画面左边的 零件明細表 ( 零件明细表 ) 中,于零件数据表中依各
类分别指定表示登录的零件数据。
机种文件中,使用的零件资料种类,请点击指定该零件种类。
由显示的
零件明細表 ( 零件明细表 ) 中,点击使用零件的行号,点击 零件選擇 ( 零件选择 ) 画面
中央的
追加> ( 追加> ) 钮时,在机种文件追加选择的零件数据至使用 裝著零件 ( 装着零件 )
中。
在装着零件中追加新零件以红色表示储存数据。
现已存在的装着零件,但未存在零件资料表内的情形时,以黄色表示。
注意 :
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-51
图
5.3.1-2
資料編輯-零件選擇
(
资料编辑-零件选择
)
画面
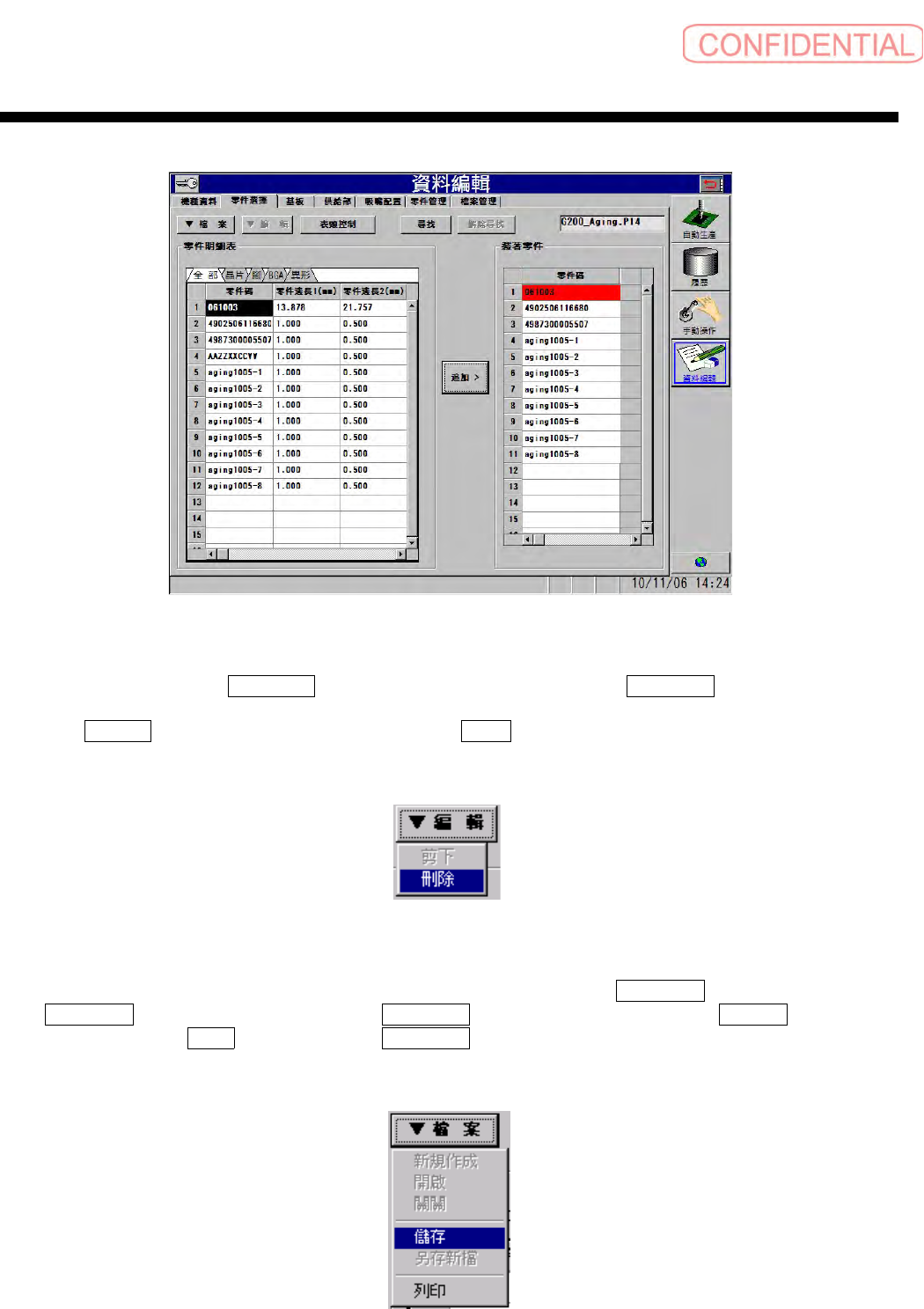
将追加的零件数据由 裝著零件 ( 装着零件 ) 删除时,点击欲删除 裝著零件 ( 装着零件 ) 的零件
数据行。
点击
▼編輯 ( ▼编辑 ) 钮,请选择编辑菜单的 刪除 ( 删除 ) 钮。
图
5.3.1-3
編輯
(
编辑
)
菜单
上记的作业于机种文件中,对于需要全部执行的零件资料,制作 裝著零件 ( 装着零件 ) 数据。
裝著零件 ( 装着零件 ) 制作后,点击 零件資料 ( 零件资料 ) 画面左上角的 ▼檔案 ( ▼文件 )
钮后,选择菜单 儲存 ( 储存 ) ,储存 裝著零件 ( 装着零件 ) 数据。
图
5.3.1-4
檔案
(
文件
)
菜单
操作篇
5. 资料编集
5-52
电子零件装着机
SI-G200Mk3 (CS)
5.4 基板
设定关于生产基板的数据。包括基板的尺寸,装着的零件和装着位置、吸着顺序、装着顺序、供给
位置、定位标记、不良标记等的数据。
基板 ( 基板 ) 资料通过以下 5 项资料设定、进行变更。
(1) 基板信息
基板的外形尺寸,基板上的装着时的基准点,基板搬入、搬出相关的定时器的值。
(2) 定位标记
定位标记是使用相机确认基板的位置·姿势时作在目标基板上的标记, 2 处以上标上标记。标记位
置·形状·尺寸,还有指定确认时怎样使用定位标记。
(3) 区域
多面取基板的一部分叫做区域指定一枚基板中区域的形成状态和认识方法。
(4) 不良标记
不良标记是在集成基板装着前基板工程中不良的部分 ( 区域 ) 打上不良标记。指定不良标记的形状·
位置和认识方法。
(5) 装着
输入自动生产时每个装着步骤的信息根据教示进行补正。一个步骤信息包括基板上某处装着的零件
名和供给部位置,装着基板上的位置、零件的面向、使用的吸着吸嘴、装着顺序等。
(6) POP
新建基板资料时,按以下顺序设定资料。
根据基板坐标原点位置的机器数据的设定,基板上的基准点位置会不同。
注意 :