SI-G200MK3_操作说明.pdf - 第230页
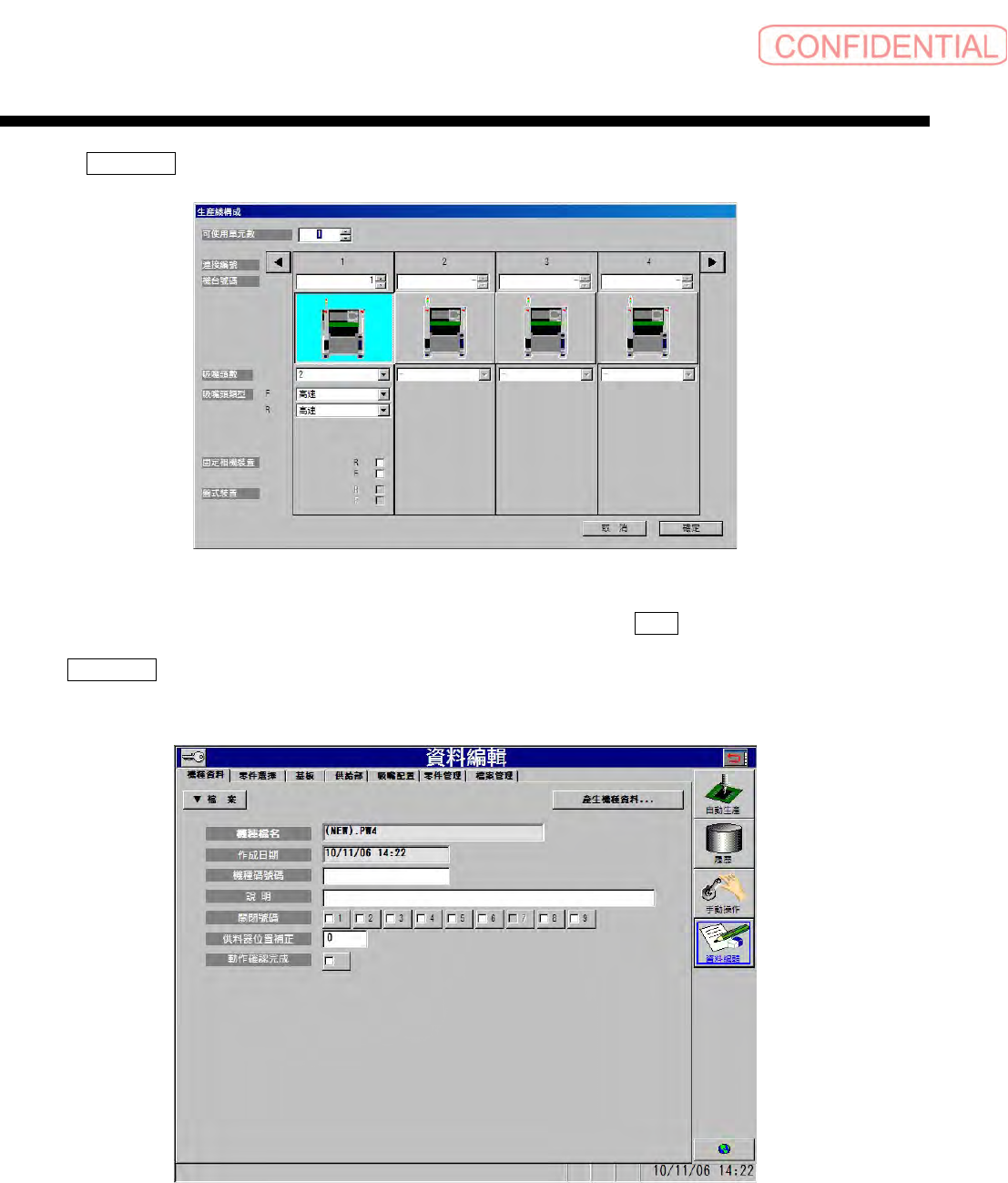
操作篇 5. 资料编集 5-28 电子零件装着机 SI-G200Mk3 (CS) 点击 新規作成 ( 新建 ) 钮。 图 5.2.1-3 生產線構成 ( 生产线构成 ) 画面 会显示上面的对话框。 只需将机台数等必 需的条件设定后再点击 OK 钮。 在 機種檔名 ( 机种文件名 ) ,显示为 (NEW .)PW4 的文件名。 图 5.2.1-4 資料編輯-機種資料 ( 资料编辑-机种资料 ) 画面
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-27
5.2.1 机种文件的新建
在 SI-G200Mk3 下有关零件装着基板的各种资料的编辑,统称为机种文件。此机种文件分别制作生
产的基板机种,生产机种切换时,指定执行机种文件。将基板、供给部、零件选择、吸嘴配置的
4
种类的资料统合为机种文件。
5.2.1.1 文件名的输入操作
有关记载新机种文件的制作方法,一般是在离线状熊下制作机种文件或在新建产生的机种中下载类
似的机种文件,再采用其修正的方法。
[ 操作顺序 ]
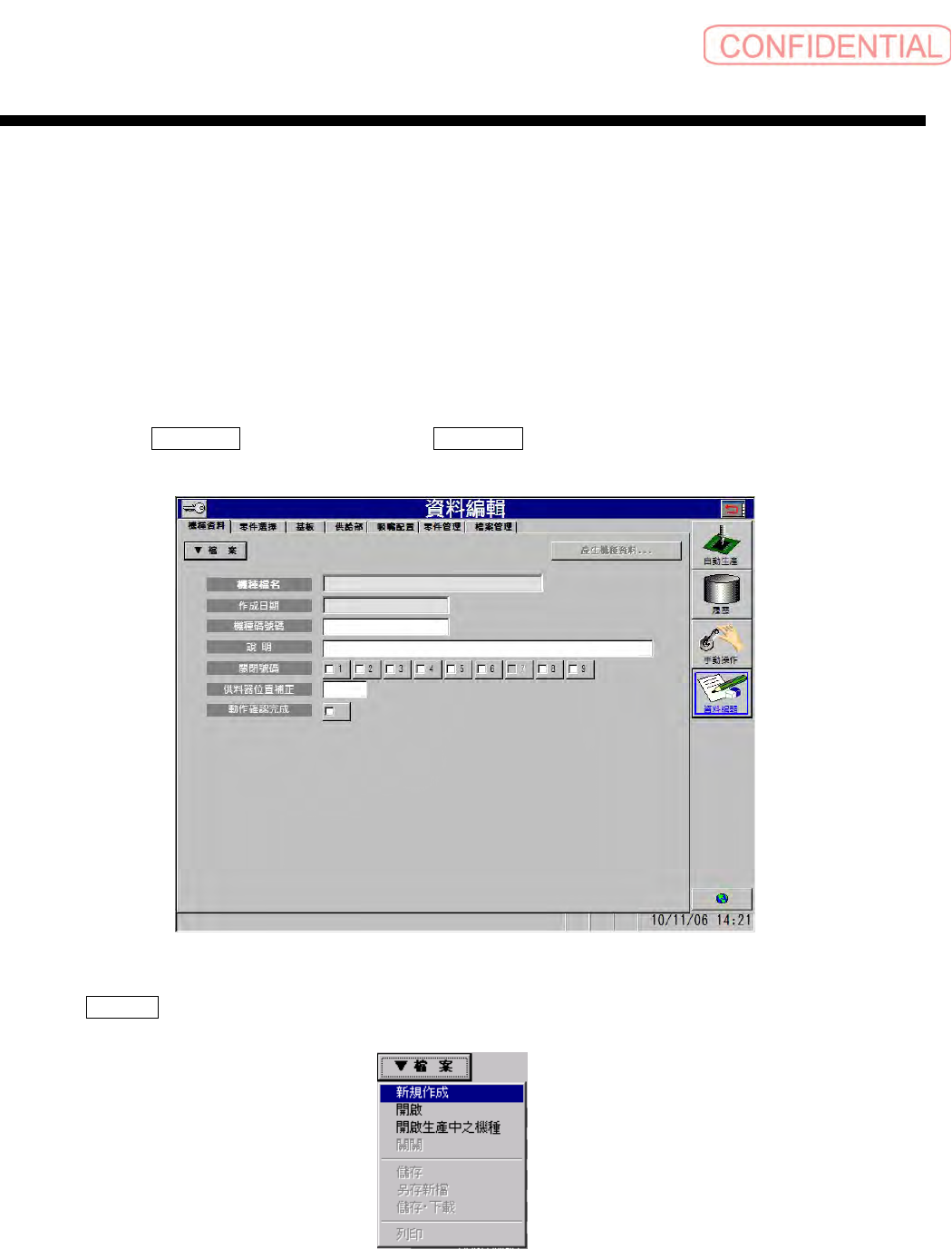
依顺序点击 資料編輯 ( 资料编辑 ) 菜单→ 機種資料 ( 机种资料 ) 标签,会出现以下的画面。
图
5.2.1-1
資料編輯-機種資料
(
资料编辑-机种资料
)
画面
点击 ▼檔案 ( ▼文件 ) 钮。会出现以下的菜单对话框。
图
5.2.1-2
檔案
(
文件
)
画面
操作篇
5. 资料编集
5-28
电子零件装着机
SI-G200Mk3 (CS)
点击 新規作成 ( 新建 ) 钮。
图
5.2.1-3
生產線構成
(
生产线构成
)
画面
会显示上面的对话框。只需将机台数等必需的条件设定后再点击 OK 钮。
在
機種檔名 ( 机种文件名 ) ,显示为 (NEW.)PW4 的文件名。
图
5.2.1-4
資料編輯-機種資料
(
资料编辑-机种资料
)
画面
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-29
利用条形码管理执行机种切换时,利用的输入
機種碼號碼 ( 机种码号码 ) ,点击 機種碼號碼
(
机种码号码 ) 的文本框。并输入新建的文件的机种码。
请输入每个机种文件固有的机种码。两个以上的机种文件使用同样的代码时,会导致读入错误
的下文件。
欲附上说明时,点击 說明 ( 说明 ) 的文本框,可随意输入信息。说明乃是必须输入的项目。
指定零件不装着时,由
關閉號碼 ( 关闭号码 ) 的 1 至 6 、 8 至 9 的复选框中指定号码选择钮。
自动生产时,须将其机种文件的零件供给位置全部交换后,点击
供料器位置補正 ( 供料器位置
补正
) 的文本框,输入位移量。
此目的,以执行变更机种文件的动作确认,按
動作確認完成 ( 动作确认完成 ) 的确认钮。
注意 :