SI-G200MK3_操作说明.pdf - 第261页
操作篇 5. 资料编集 电子零件装着机 SI-G20 0Mk3 (CS) 5-59 (2) 定位标记的编辑 [ 操作功 能 ] 定位标记是以 2 个定 位标记点为一组 , 认识基板 的位置及方向。取得连片基板时, 依各区域可指 定定位标记及执行高精度的装着。 [ 操作手 顺 ] 由键盘个别输入 第 點 -ID ( 第一点 -ID) 列及 第 點 -ID ( 第二点 -I D) 列为一组的定位标记 点的号码。 图 5.4.2-4 …
操作篇
5. 资料编集
5-58
电子零件装着机
SI-G200Mk3 (CS)
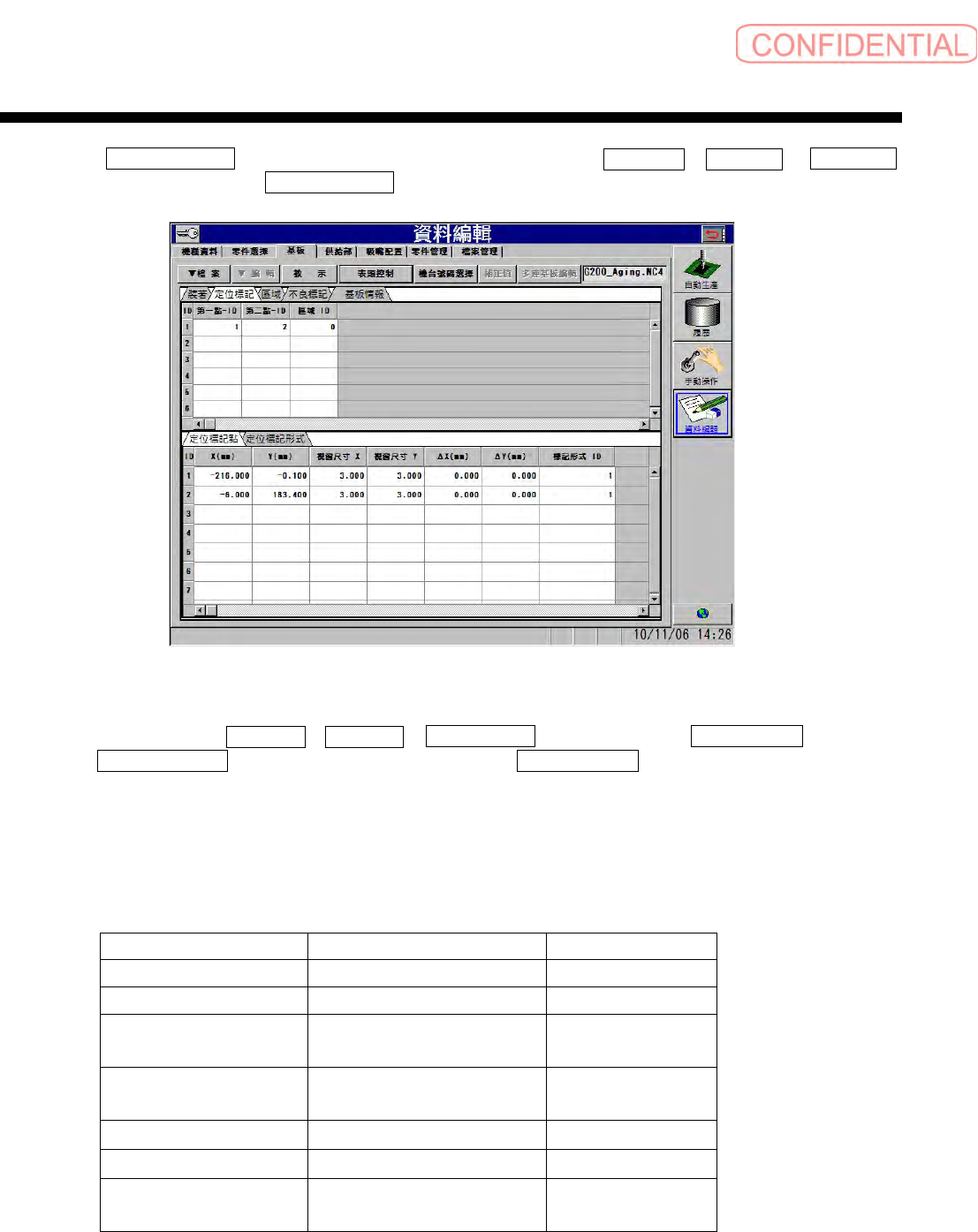
若指定 定位標記形式 ( 定位标记形式 ) 输入定位标记坐标位置 X(mm) 、 Y(mm) 及 視窗尺寸
(
视窗尺寸 ) 等,请点击 定位標記形式 ( 定位标记点 ) ,会出现以下的画面。
图
5.4.2-3
資料編輯-基板
(
资料编辑-基板
)
画面
在定位标记坐标位置 X(mm) 、 Y(mm) 、 視窗尺寸 X ( 视窗尺寸 X) 、 视窗尺寸 Y ( 视窗尺寸
Y) 及 定位標記形式 ( 定位标记形式 ) 下,逐个输入 標記形式 ID ( 标记形式 ID) 。
在定位标记点下选择任意的新
ID,除输入值以外的栏皆显示缺省值。
各项的缺省值如下。
项目名称 单位 缺省值
Xmm0.000
Ymm0.000
視窗尺寸 X
(视窗尺寸 X )
mm 3.000
視窗尺寸 Y
(视窗尺寸 Y )
mm 3.000
△ X
mm 0.000
△ Y
mm 0.000
標記形式 ID
(标记形式 ID)
-
1
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-59
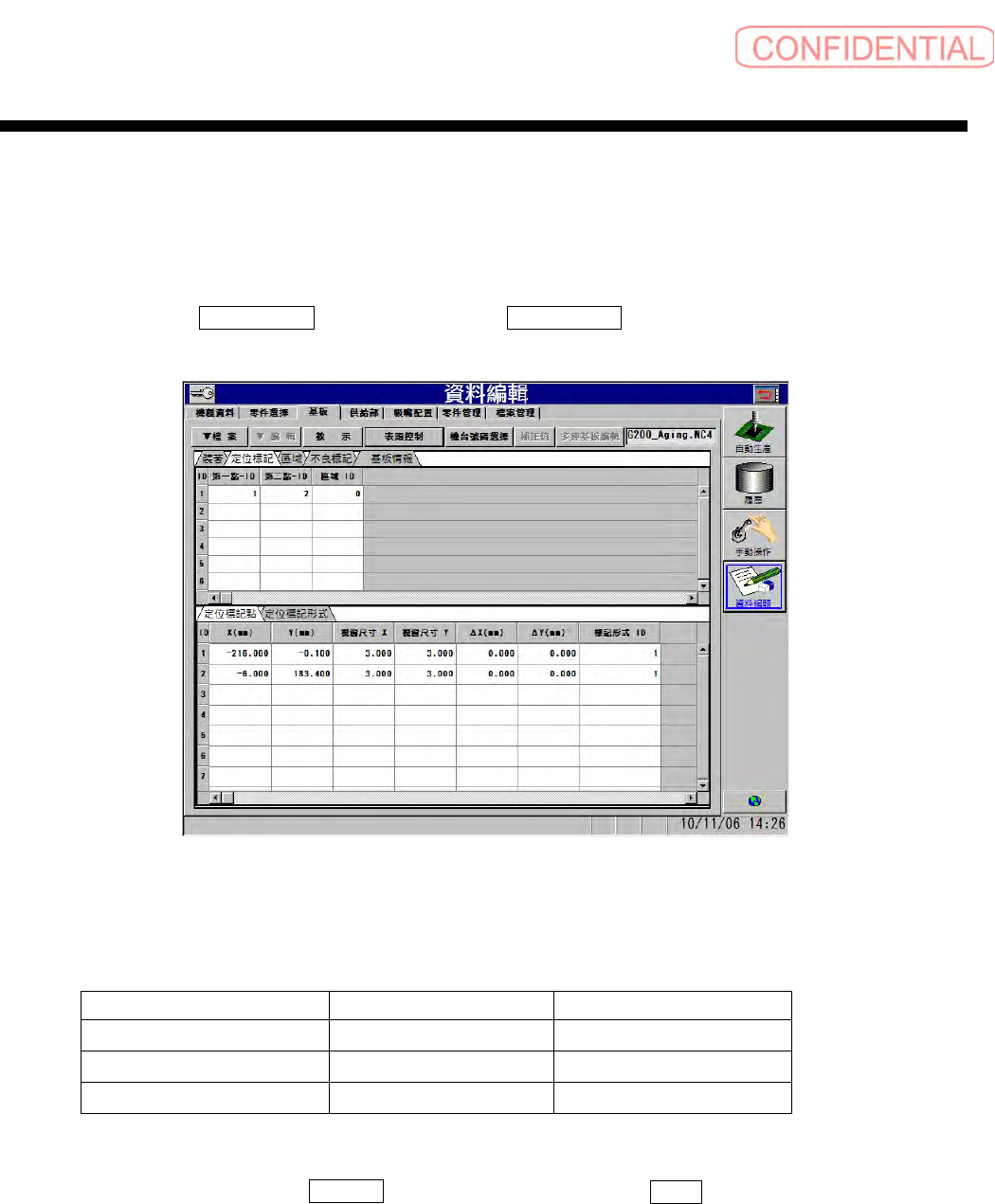
(2) 定位标记的编辑
[ 操作功能 ]
定位标记是以 2 个定位标记点为一组 , 认识基板的位置及方向。取得连片基板时,依各区域可指
定定位标记及执行高精度的装着。
[ 操作手顺 ]
由键盘个别输入 第 點 -ID ( 第一点 -ID) 列及 第 點 -ID ( 第二点 -ID) 列为一组的定位标记
点的号码。
图
5.4.2-4
資料編輯-基板
(
资料编辑-基板
)
画面
在定位标记点下选择任意的新 ID, 除输入值以外的栏皆显示缺省值。
各项的缺省值如下。
定位标记输入完毕后,点击
▼檔案 ( ▼文件 ) 钮,从菜单点击 儲存 ( 储存 ) 。
会出现
“已更新基板资料。请执行 DAS。” 更新确认的信息对话框。
项目名称 单位 缺省值
第 點
-ID
-
1
第 點 -ID
-
1
區域 ID ( 区域 ID)
-
0
操作篇
5. 资料编集
5-60
电子零件装着机
SI-G200Mk3 (CS)
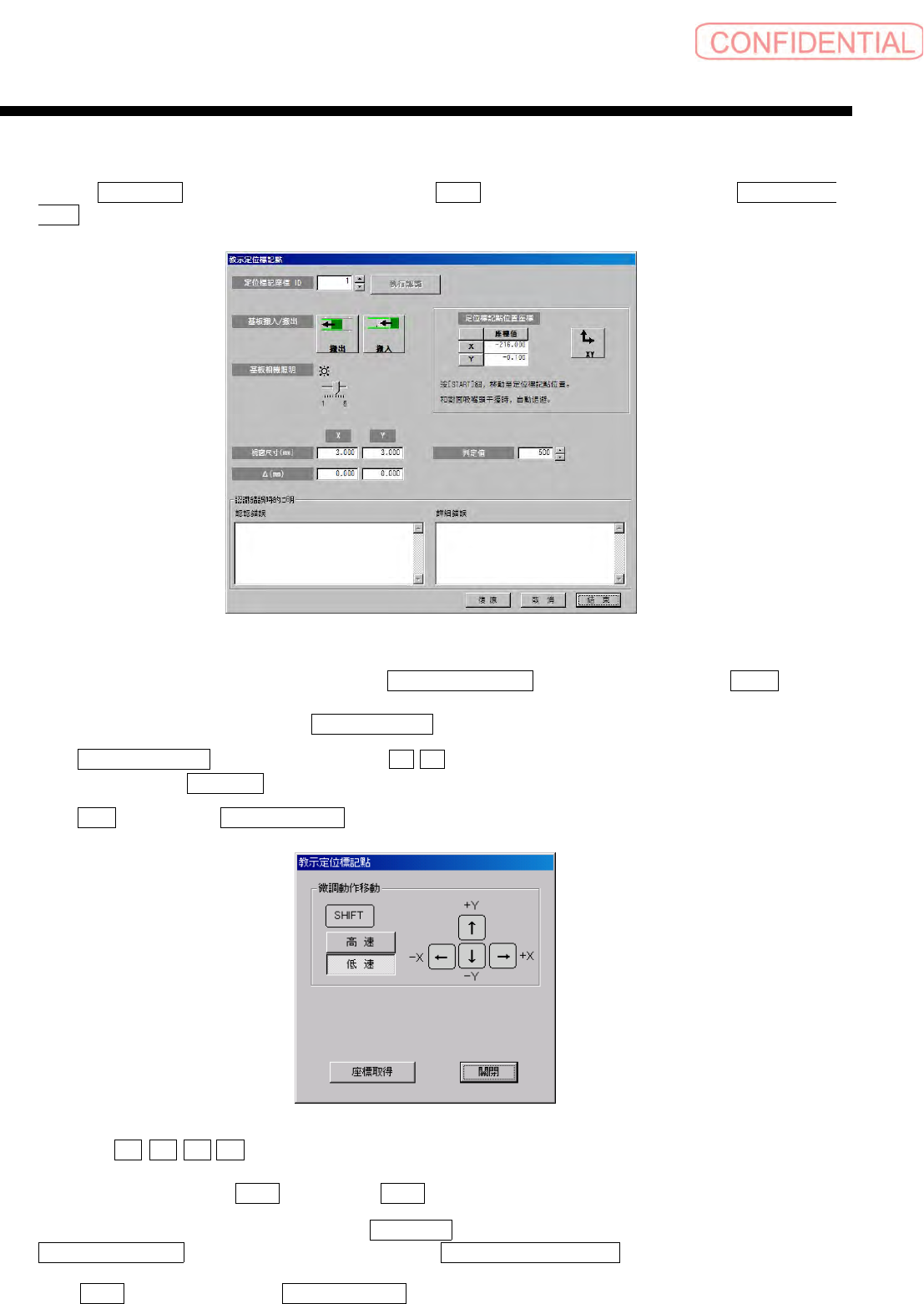
(3)
定位标记的编辑
包含定位标记资料的机种资料输入完毕后,可执行定位点的教示。
在选择
定位標記 ( 定位标记 ) 的状态下,点击 教示 ( 教示 ) 钮时,会出现以下的 教示定位標
記點
( 教示定位标记点 ) 对话框。
图
5.4.2-5
教示定位標記點
(
教示定位标记点
)
对话框
将确认的基板设定于基板搬入口,请点击 基板搬入 • 搬出 ( 基板搬入 • 搬出 ) 的 搬入 ( 搬入 )
钮设定于装着位置。
将基板设定于装着位置后,通过
基板相機照明 ( 基板相机照明 ) 的滑标来调整照明亮度。
使用
定位標記點 ID ( 定位标记点 ID) 的 ▲ ▼ 调整钮教示,选择教示的定位点 ID。出现欲定
位点
ID 后,请按 START 钮。相机移动至所输入定位点的坐标位置。
点击
XY 钮。会出现 微調動作移動 ( 微调动作移动 ) 对话框。
图
5.4.2-6
微調動作移動
(
微调动作移动
)
对话框
使用键盘 ← → ↑ ↓ 键,将黑白屏幕的 + 标记移动至定位标记的中央。
同时按下
X 方向、 Y 方向的指示键, XY 键向倾斜方向移动。
切换移动速度时,点击
高速 ( 高速 ) 或 低速 ( 低速 ) 。
+ 标记移动至定位标记的中央后,点击 座標取得 ( 坐标取得 ) 钮。所选择取的位置坐标会于
教示定位標記點 ( 教示定位标记点 ) 对话框的 定位標記點位置座標 ( 定位标记点位置坐标 ) 中
表示。
点击
關閉 ( 关闭 ) 钮,关闭 微調動作移動 ( 微调动作移动 ) 对话框。