SI-G200MK3_操作说明.pdf - 第528页
保养篇 2. 维修检查 2-82 电子零件装着机 SI-G200Mk3 (CS) 旋转不顺畅时的处理 当锡球衬套托架不能顺畅转动时 ,请用以下的方法进行处理 。 · 旋松一次轴承托架 ,稍微转动一下可从机 械阀的通气孔中看见的轴环 ,然后再次施加预载。 · 在扭矩标准值的 10cN • m 至 5cN • m 之间的范围内 ,分阶段降低扭矩并旋转确 认。 · 调换轴承 (下)的正反,确认 RN 方向的旋转。 · 调换轴承 (上)的正反,…
保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-81
8
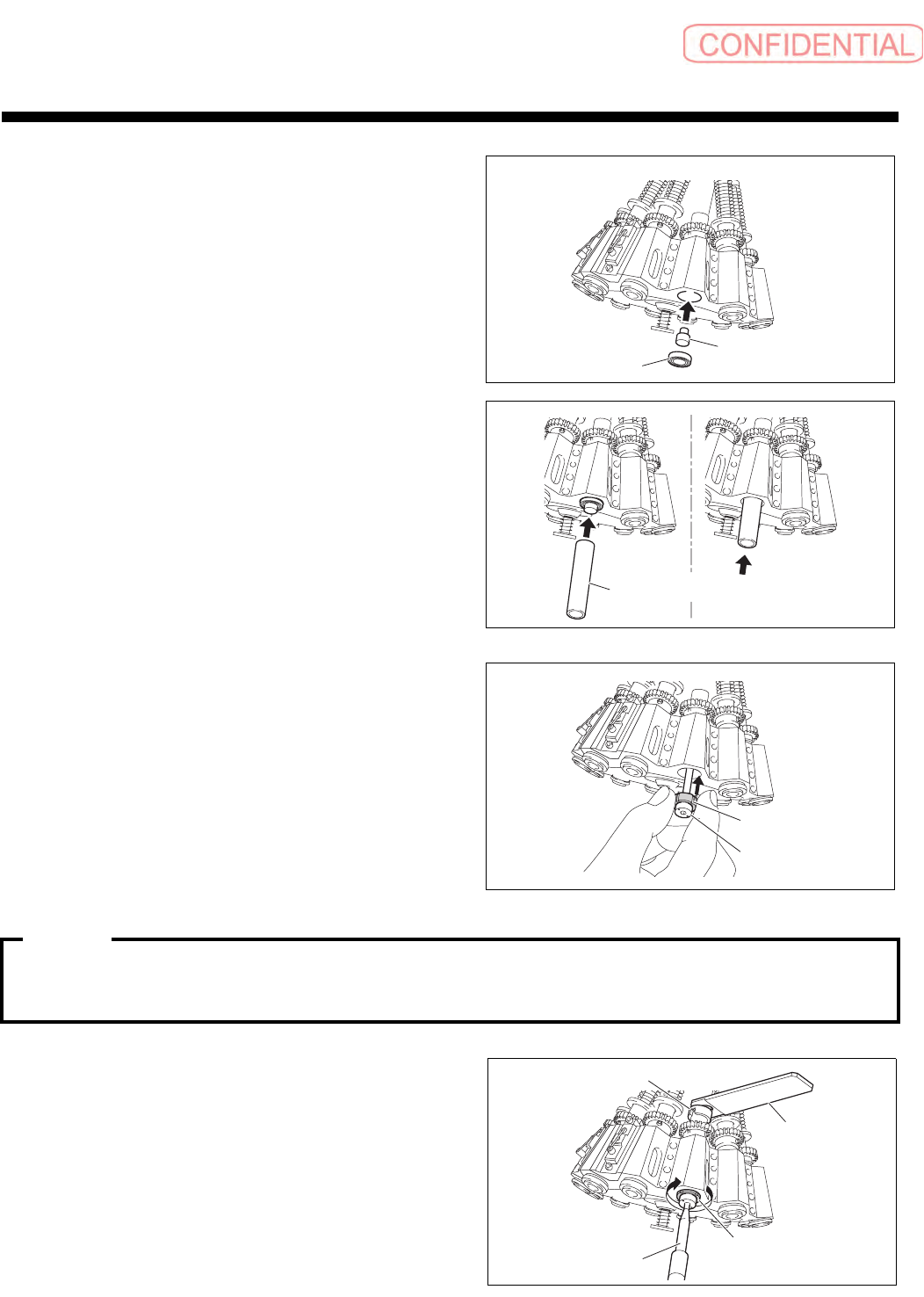
. 插入轴承 (下)。
① 将轴承压入及插拔治具插入到插在吸
嘴头上的锡球衬套托架的下侧。
② 沿着轴承压入及插拔治具,将轴承
(下)插入约 10mm。
③ 使用轴承压入治具将轴承推至接触到
底部为止。
9
. 安装顺序 1 中分装的轴承托架。
① 用手旋转轴承托架治具,同时安装轴
承托架。尽量用手拧紧。
预载作业前
在用手旋转插入轴承托架之后,为了磨合六角转头内轴环的位置,请用手将锡球衬套托架向左右
各旋转数次。
② 将扳手套筒盖在锡球衬套托架上部。
③ 将扳手挂在扳手套筒上。
④ 用手按压扳手,同时使用扭矩螺丝刀
给轴承托架施加预载。拧紧扭矩:
10cN
•m
⑤ 取下扳手和扳手套筒。
⑥用手向RN 方向旋转锡球衬套托架,确
认是否有卡住及旋转费力等异常现象。
䕈ᡓ˄ϟ˅
䕈ᡓय़ܹঞᦦᢨ
⊏
䕈ᡓय़ܹ⊏
䕈ᡓᠬᶊ
䕈ᡓᠬᶊ⊏
˄˅
ᡇ༫ㄦ
ᡇ
䕈ᡓᠬᶊ
ᡁⶽ㶎ϱߔ
POINT:
保养篇
2. 维修检查
2-82
电子零件装着机
SI-G200Mk3 (CS)
旋转不顺畅时的处理
当锡球衬套托架不能顺畅转动时,请用以下的方法进行处理。
·
旋松一次轴承托架,稍微转动一下可从机械阀的通气孔中看见的轴环,然后再次施加预载。
·
在扭矩标准值的 10cN•m 至 5cN•m 之间的范围内,分阶段降低扭矩并旋转确认。
·
调换轴承 (下)的正反,确认 RN 方向的旋转。
·
调换轴承 (上)的正反,确认 RN 方向的旋转。
·
通过上述方法仍不能顺畅旋转时,交换和当前安装的轴环相同型号的轴环并进行旋转确认。
轴环的种类
2-697-692-02 轴环 (C ) E H=12.955mm
2-697-692-51 轴环 (C ) F H=12.945mm
2-697-692-61 轴环 (C ) G H=12.935mm
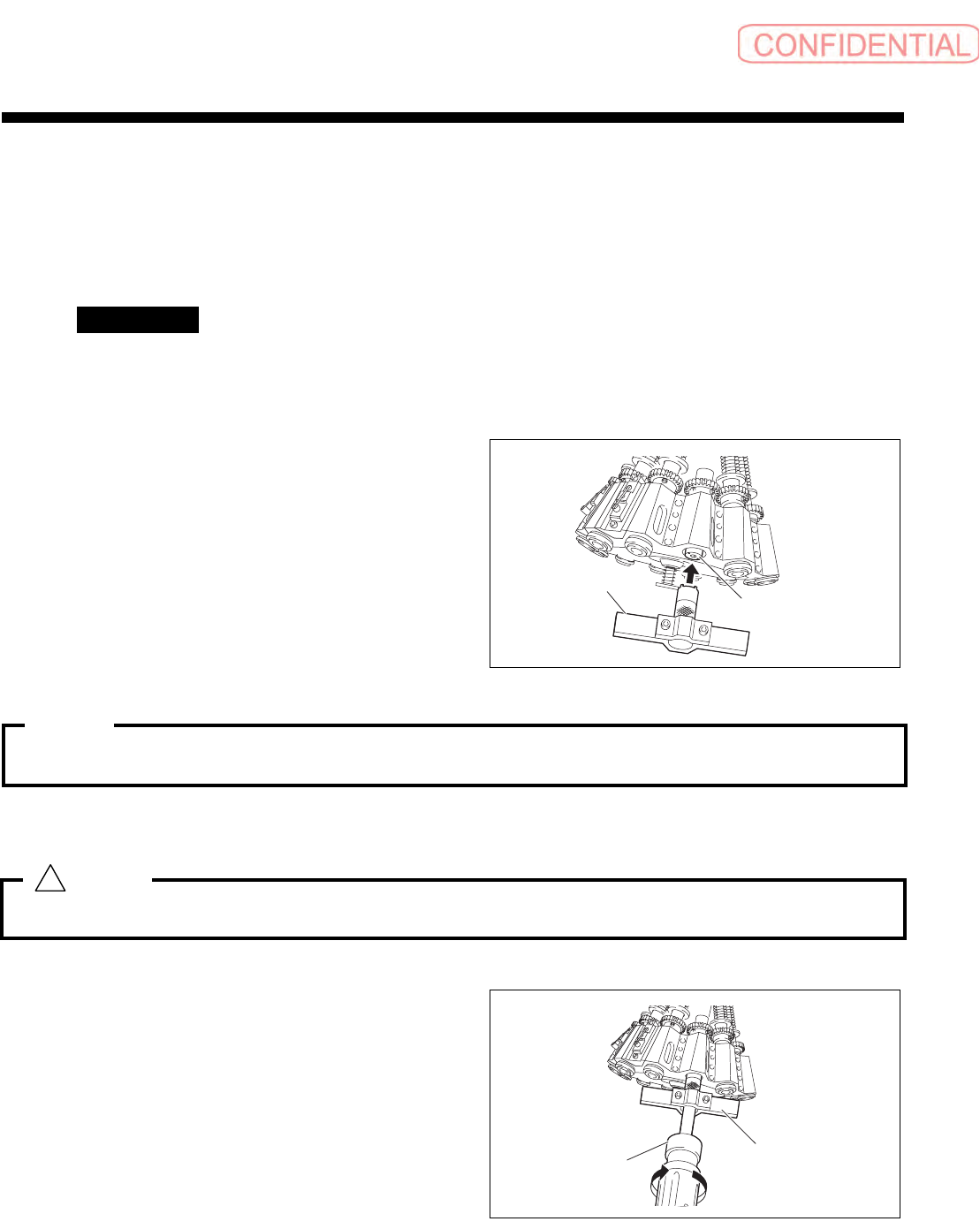
10
. 拧紧轴承托架。
① 插入轴承托架治具 (2 )使其套在
轴承托架治具 (1 )上,并对准轴
承托架的槽。
预先将轴承托架治具 (
2
)穿在扭矩螺丝刀上比较容易作业。
② 用手推压轴承托架治具 (2 ),同时用扭矩螺丝刀拧紧轴承托架。拧紧扭矩:30cN• m
拧紧时不能用扳手固定锡球衬套上部。
③ 拧紧轴承托架后,用手将锡球衬套托
架向
RN 方向旋转,确认没有给其
施加负荷。
䕈ᡓᠬᶊ⊏˄˅
䕈ᡓᠬᶊ⊏˄˅
ᡁⶽ㶎ϱߔ
䕈ᡓᠬᶊ⊏˄˅
警告 :
!
POINT:
保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-83
④ 拆下轴承托架治具 (2 )和轴承托架
治具 (1 )。
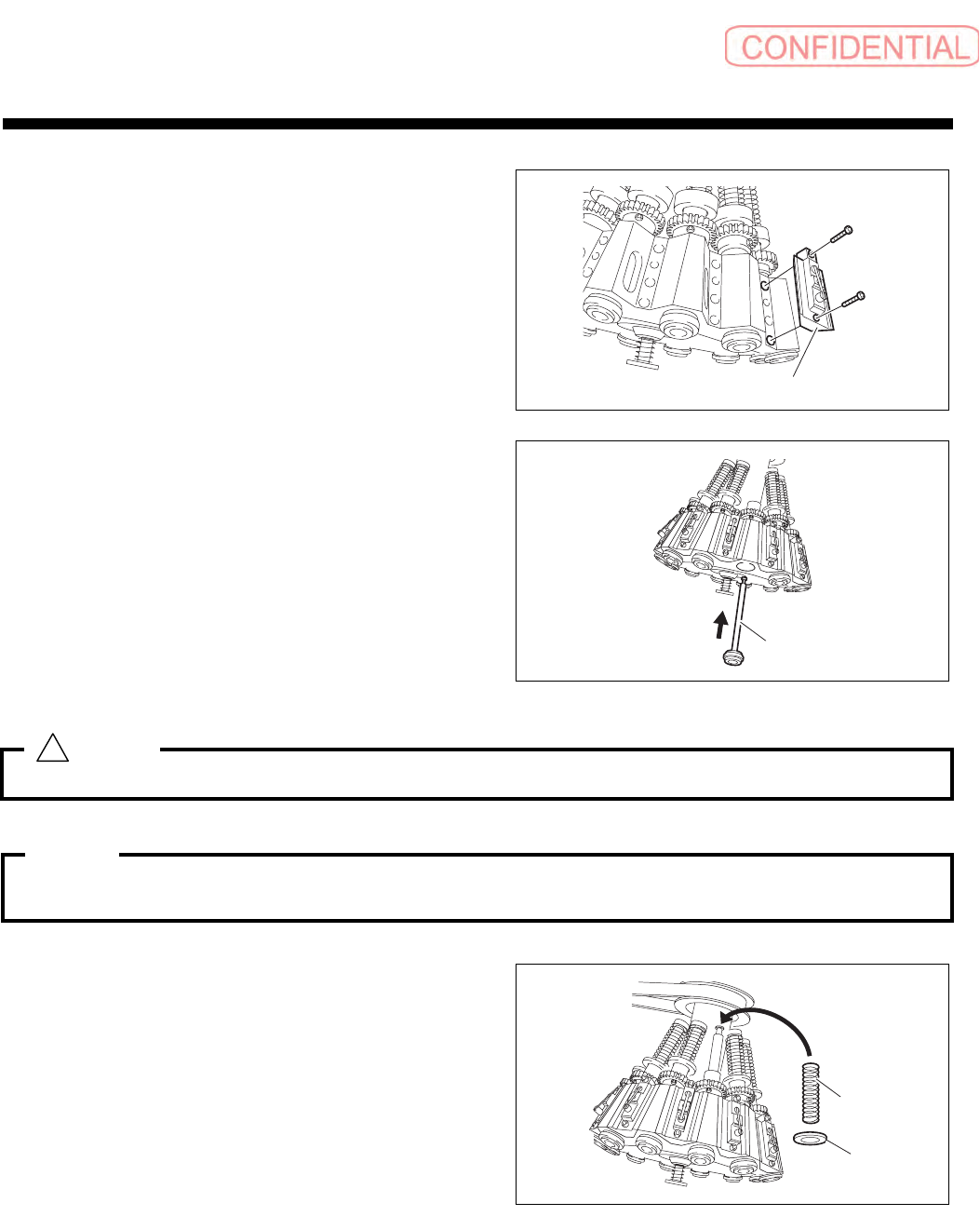
11
. 安装机械阀。
(之后要调整吸嘴相位时,将本顺序放
在相位调整后实施可以节省时间)
①拧紧 2 根螺丝帽,安装机械阀。
拧紧扭矩:
40cN• m
② 两侧的机械阀也同样安装。
12
. 安装新内部旋转轴。
① 用清洁的压缩空气吹去内部旋转轴空
气通路孔及表面的污垢。
② 在内部旋转轴表面及槽部涂上一层薄
薄的 AFC 润滑油,至看不出 AFC
润滑油颜色,然后擦去多余的润滑
油。
③ 使内部旋转轴的激光打印刻印和锡球
衬套装置的激光打印刻印对准相同
方向,从吸嘴头下侧插入内部旋转
轴。
如果不将内部旋转轴对准锡球衬套托架的刻印的方向,则无法吸着。必须使刻印的朝向一致。
多余的润滑油会因离心力飞溅、粘附在基板及零件上会造成产品的品质不合格及吸着率降低,因
此多余的润滑油必须擦除。
13. 弹簧支架和内部旋转轴弹簧 (2 种各
1 根)从内部旋转轴上侧插入。
ᴎẄ䯔
ݙ䚼ᮟ䕀䕈
ݙ䚼ᮟ䕀
䕈ᔍㇻ
ᔍㇻᬃᶊ
警告 :
!
注意 :