SI-G200MK3_操作说明.pdf - 第182页
操作篇 4. 手动操作 4-14 电子零件装着机 SI-G200Mk3 (CS) 4.1.6 轴的伺服操作 [ 概要 ] 如关闭全部服务器马达驱动轴 的伺服电源时,打开安全门 后,可直接用手拉推移动装着吸嘴 头及 移动各轴,其可控制 X 轴、 Y 轴、 H 轴、 F 轴、 RT 轴、 RN 轴各轴的服务器马达驱动轴。 [ 操作 顺序 ] [1] 关闭全部服务器轴时,点击 伺服器 ( 服务器 ) 框内的 關閉 ( 关闭 ) 钮。 [2] …
电子零件装着机 SI-G200Mk3 (CS)
4-13
操作篇
4. 手动操作
4.1.5 零件的吸着 (真空)及装着 (吹气)的操作
[ 概要 ]
使真空或吹气用阀门前后动作并连结吸嘴为真空或吹气的来源,以便吸着或装着零件。真空为使
用于吸着零件,吹气为使用于装着零件至基板。
[ 操作顺序 ]
[1]
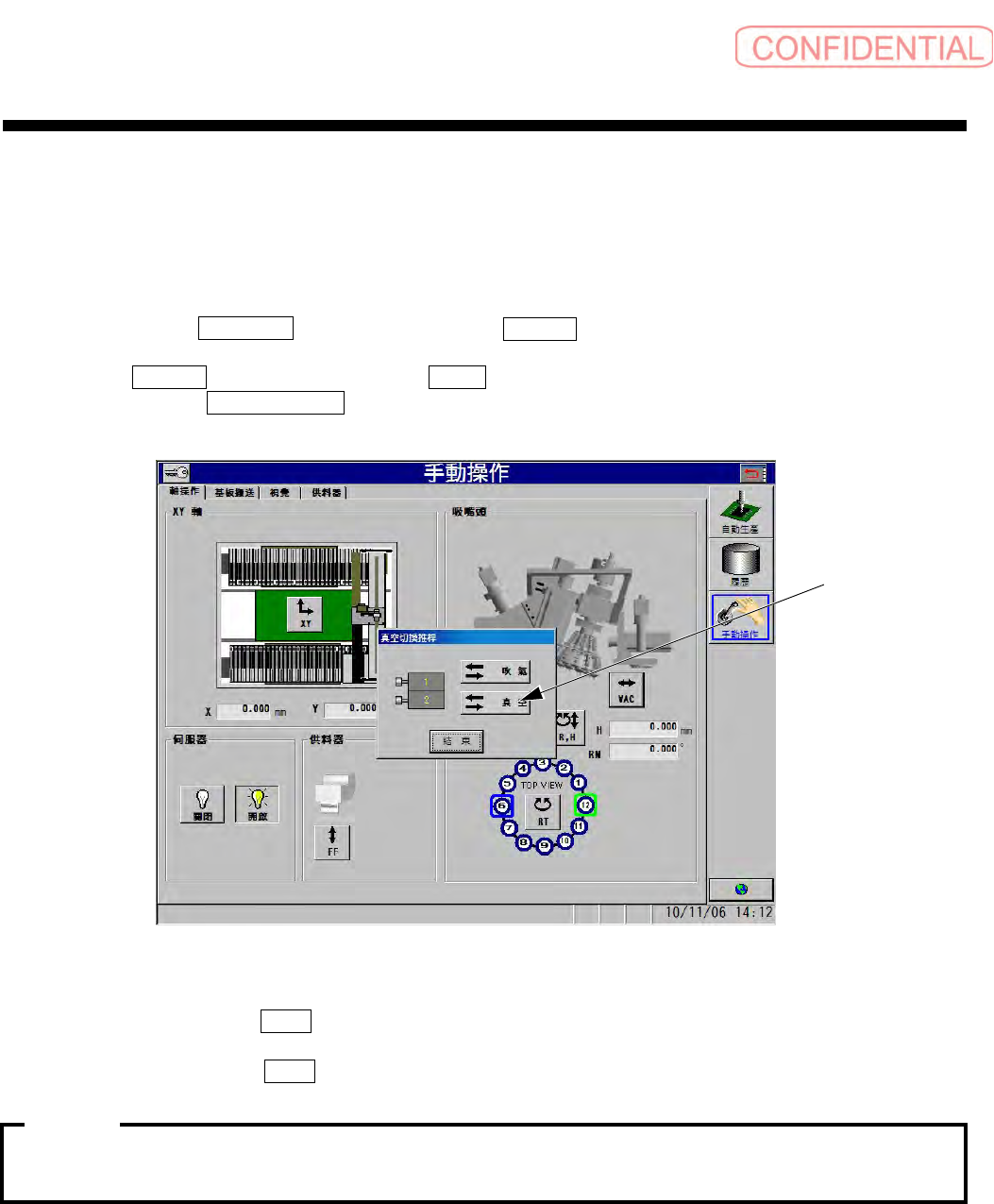
依顺序点击 手動操作 ( 手动操作 ) 菜单 → 軸操作 ( 轴操作 ) 标签。
[2] 点击 吸嘴頭 ( 吸嘴头 ) 画面中央的 VAC 钮。
会表示以下的 真空切換推桿 ( 真空切换推杆 ) 对话框 1。
图
4.1.5
手動操作- 軸操作
(
手动操作- 轴操作
)
画面
[3] 零件吸着时,点击 真空 ( 真空 ) 钮以便吸着零件。
[4] 零件装着时,点击 吹氣 ( 吹气 ) 钮以便装着零件。
执行推杆操作时,若
SI-G200Mk3
未回复原点完毕的状态下会发生警报。
请务必要执行原点回复后再操作。
注意 :
1
操作篇
4. 手动操作
4-14
电子零件装着机
SI-G200Mk3 (CS)
4.1.6 轴的伺服操作
[ 概要 ]
如关闭全部服务器马达驱动轴的伺服电源时,打开安全门后,可直接用手拉推移动装着吸嘴头及
移动各轴,其可控制
X 轴、 Y 轴、 H 轴、 F 轴、 RT 轴、 RN 轴各轴的服务器马达驱动轴。
[ 操作顺序 ]
[1]
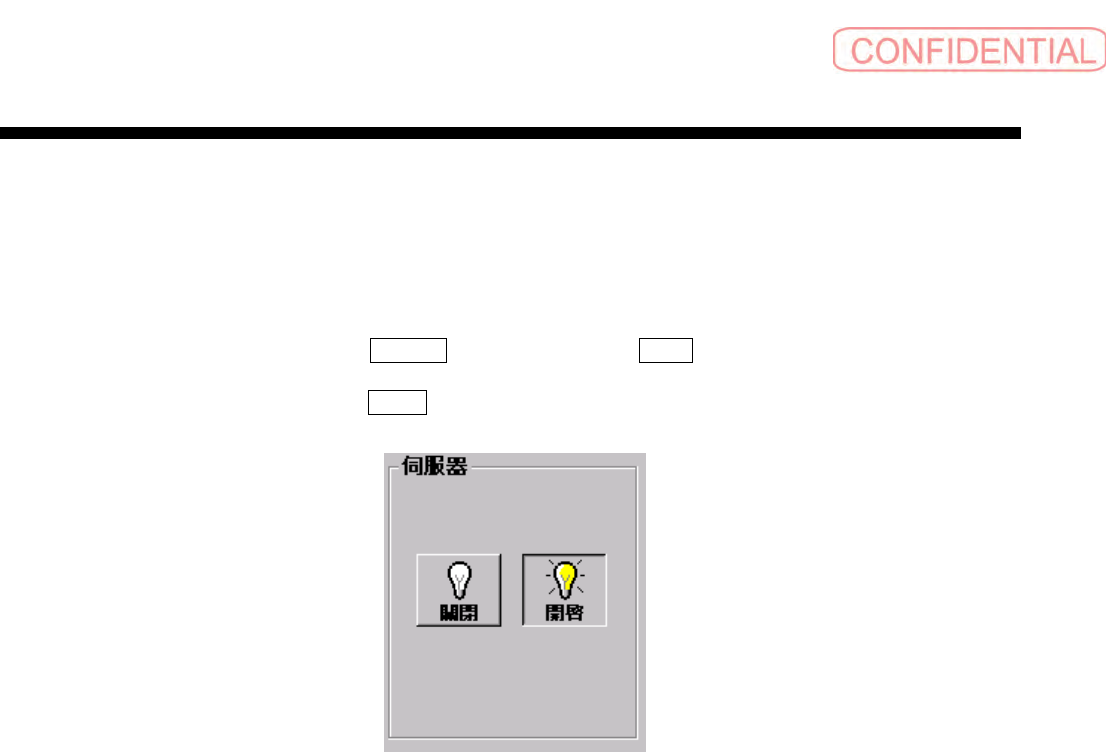
关闭全部服务器轴时,点击 伺服器 ( 服务器 ) 框内的 關閉 ( 关闭 ) 钮。
[2] 开启全部服务器轴时,点击 開 ( 开启 ) 钮。
图
4.1.6
軸操作畫面- 伺服器開
/
關閉
(
轴操作画面- 服务器开启
/
关闭
)
钮
口
啟
口
啟
电子零件装着机 SI-G200Mk3 (CS)
4-15
操作篇
4. 手动操作
4.2 基板搬送操作
进行把基板从前装置搬入到后装置搬出的一系列流向。
大致分为基板搬送轨道操作、基板操作
2 项操作。
4.2.1 基板搬送轨道的操作
轨道马达的驱动。分别执行决定基板至装着位置 ( 前进端面 ) 的固定板的上下动作,在装着位置保持
装着高度的固定板装置的上下动作,基板位置定位的基准针的上下动作,轨道上保持基板的夹板的
上下动作等。
在基板的搬送操作中,分别执行下述操作。
4.2.1.1 搬入轨道运转
让搬入轨道运转。
( 使用 搬入軌道運轉 ( 搬入轨道运转 ))
4.2.1.2
装着轨道运转
让装着轨道运转。
( 使用 裝著軌道運轉 ( 装着轨道运转 ))
4.2.1.3
搬出轨道运转
让搬出轨道运转。
( 使用 搬出軌道運轉 ( 搬出轨道运转 ))
4.2.1.4
固定板装置操作
让固定板装置上下运转。
4.2.1.5 停止器操作
让使基板停止在装着位置的停止器上下动作。
4.2.1.6 轨道宽度的调整
调整到与生产基板的宽度相符的轨道宽度。
( 最小距离是 10µm)
4.2.1.7
基板搬送状态的表示
在基板搬送画面上用颜色来表示各装置的状态。
4.2.2 基板操作
执行基板搬入搬出和基板定位的一系列动作。
4.2.2.1 基板定位操作
执行基板定位、解除基板定位的操作。
4.2.2.2 基板搬入、搬出操作
执行基板搬入·搬出操作。