SI-G200MK3_操作说明.pdf - 第125页
操作篇 3. 自动生产 电子零件装着机 SI-G20 0Mk3 (CS) 3-53 如数个的供料器需要交换时,以同 样的步骤交换全部的供料器 。 前侧·后侧的供料器无 法同时交换。前后两侧需要交换 供料器时,须单侧的交换作 业结束后, 再执行相反侧的交换作 业。 选择前后任一侧 , 将全部供 料器交换结束后,才关闭 门。 点击 交換完成 ( 交换完成 ) 钮, 供料器交換 ( 供料器交换 ) 对话框会消 失且门锁定及开启伺服 电源。 点…
操作篇
3. 自动生产
3-52
电子零件装着机
SI-G200Mk3 (CS)
在对话框最下行会出现 “請用條形碼读取器輸入操作者 ID”的信息。
将条形码读取器对准操作者本身的
ID 条形码,并按 觸發 ( 触发 ) 开关。会显示供料器交換对话
框的作业者
ID 文本框中已读取的作业者 ID。
无须由列表上依开始顺序交换
,
请以便捷的顺序作业交换。
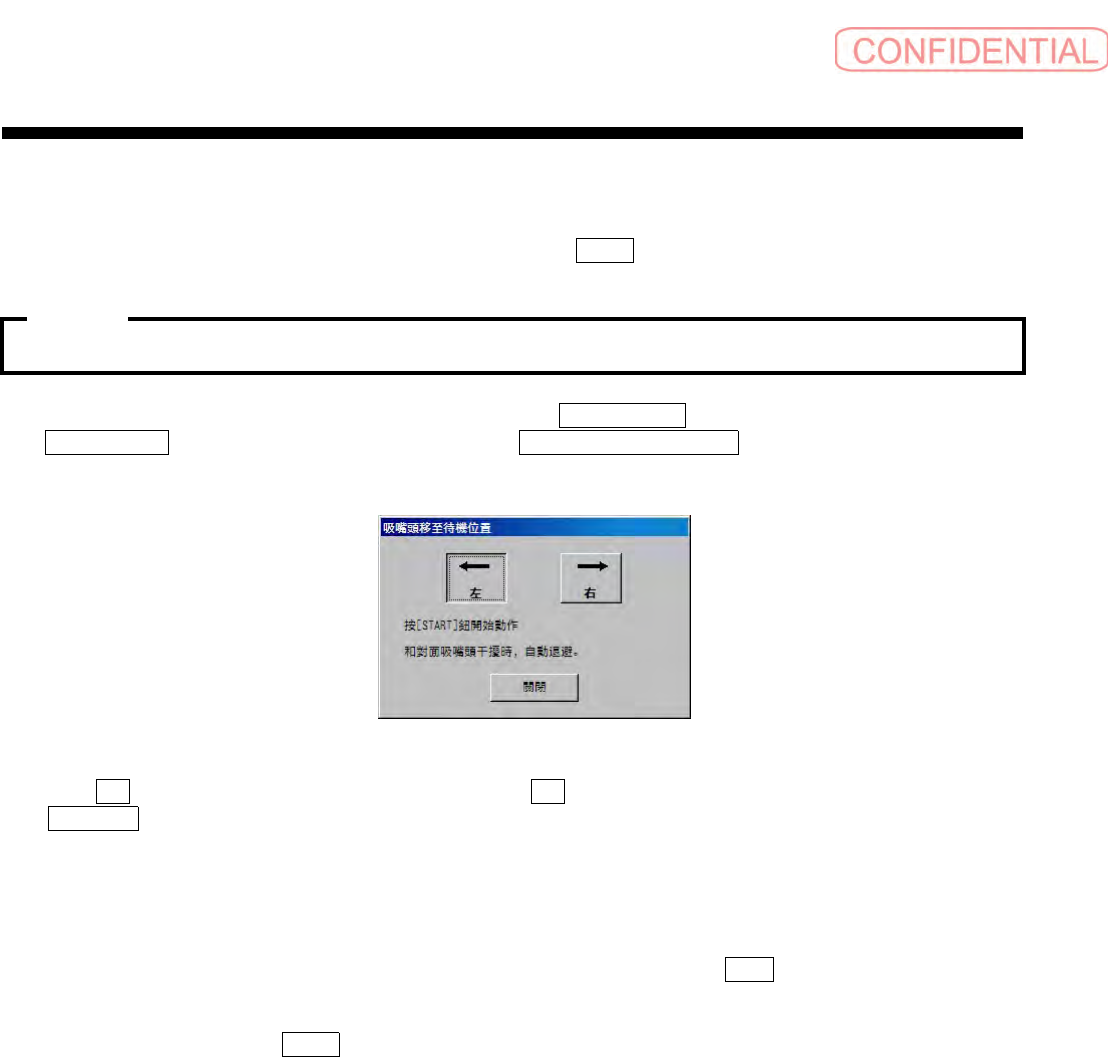
交换的供料器及装着吸嘴头接近不易交换时,点击 供料器交換 ( 供料器交换 ) 对话框的
吸嘴頭移動 ( 吸嘴头移动 ) 钮,会出现以下的 吸嘴頭移至待機位置 ( 吸嘴头移至待机位置 ) 对
话框。
图
3.5.2.1-6
吸嘴頭移至待機位置
(
吸嘴头移至待机位置
)
画面
点击 左 ( 左 ) 钮时移动至左侧待机位置,点击 右 ( 右 ) 钮时移动至右侧待机位置,按
START 钮使装着吸嘴头移至指定的待机位置。
然后开启门。
由
SI-G200Mk3 卸下对话框中的指定位置供料器。
准备对话框中表示零件缺料的供料器。
将条形码器对准零件料带或散装零件框侧面的零件码的条形码,按
觸發 ( 触发 ) 开关 钮后可读
取零件码的条形码。
点击对话框的交换零件
完成 ( 完成 ) 钮。
读取的零件码的条形码不正确时,在对话框的最下行会表示 “零件码不一致”。
将正确供料器设定于旧供料器交换前的位置。
注意 :
操作篇
3. 自动生产
电子零件装着机 SI-G200Mk3 (CS)
3-53
如数个的供料器需要交换时,以同样的步骤交换全部的供料器。
前侧·后侧的供料器无法同时交换。前后两侧需要交换供料器时,须单侧的交换作业结束后,
再执行相反侧的交换作业。
选择前后任一侧 , 将全部供料器交换结束后,才关闭门。
点击
交換完成 ( 交换完成 ) 钮,供料器交換 ( 供料器交换 ) 对话框会消失且门锁定及开启伺服
电源。
点击
交換完成 ( 交换完成 ) 钮时,门未完全关闭,会表示 “请关门”的信息,此时请将门关
上。
有残留未交换的供料器时,对话框中以红字表示 “有未交换完成的供料器”,请交换其供料器。
尽管有未交换的供料器,亦可强制关闭对话框,按
全部交換完成 ( 全部交换完成 ) 确认钮 , 再
按
交換完成 ( 交换完成 ) 钮。
交换相反侧的供料器时,点击
零件供給狀況 ( 零件供给状况 ) 画面的 供料器交換 ( 供料器交
换
) 钮,会出现 供料器交換 ( 供料器交换 ) 对话框,此时请以同样步骤执行供料器的交换作
业。
注意 :
操作篇
3. 自动生产
3-54
电子零件装着机
SI-G200Mk3 (CS)
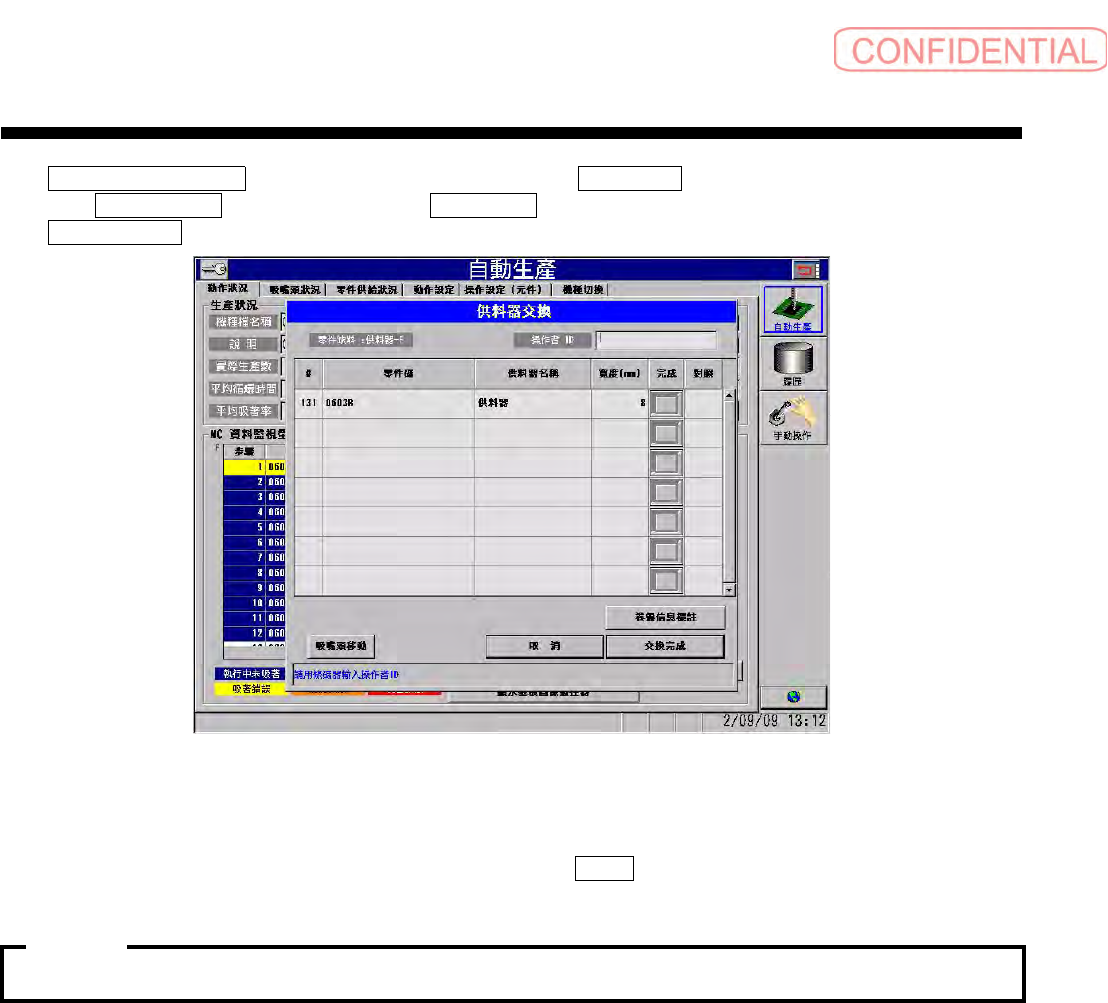
(3)
零件交換條碼確認 ( 零件交换条形码确认 ) 设定为 TYPE B ( 形式 B) 时
点击
供料器交換 ( 供料器交换 ) 钮, 零件缺料 ( 零件缺料 ) 对话框消失并会出现以下的
供料器交換
( 供料器交换 ) 对话框。
图
3.5.2.1-7
自動生產-供料器交換
(
自动生产-供料器交换
)
画面
此后,自动解除门锁。在对话框最下行会出现 “请用条形码器输入操作者 ID”的信息。
将条形码读取器对准操作者本身的
ID 条形码,并按 觸發 (触发)开关。会显示供料器交換对
话框的作业者
ID 文本框中已读取的作业者 ID。
无须由列表上依开始顺序交换
,
请以便捷的顺序作业交换。
注意 :