SI-G200MK3_操作说明.pdf - 第483页
保养篇 2. 维修检查 电子零件装着机 SI-G20 0Mk3 (CS) 2-37 16. 安装吸嘴 相位调整治具。 ① 确认吸嘴相位调整治具的螺丝 1 已松动。 ② 向上提起小齿轮,同时用螺丝 2 拧紧 并 安装吸嘴相位调整治具至机械阀安 装面 上。 可在已安装定位治具的状 态下,安装吸嘴相位 调整治具。 ③ 使小齿轮的左侧螺丝对准中心,向上提起小齿轮 ,同时压入控制杆。 ④ 确认小齿轮架在控制杆部的上部,并拧进吸嘴相 位调整治具的螺…
保养篇
2. 维修检查
2-36
电子零件装着机
SI-G200Mk3 (CS)
11.
预紧旋转座 No.1 小齿轮的左侧螺丝。
①将
2 个小齿轮螺丝中的左侧螺丝朝向
吸嘴头外侧。
② 从上方按压小齿轮,同时预紧左侧螺
丝。
12. 旋松旋转座 No.2 ~ 12 的所有小齿轮螺丝。
13. 进行 RT 轴原点复位操作。
① 在原点偏移画面点击
各軸 (各轴)
钮,打开各轴伺服器画面。
②点击
RT 和 RN 的 伺服器開啟( 伺服
器开启
) 钮使伺服器变为开启状态。
③点击
結束 (结束)钮,关闭各轴伺服
器画面。
④ 在原点偏移画面中点击
RT 钮。
⑤在显示
RT 轴画面的状态下,按下操作面
板的
ORG 钮。使 RT 轴回复到原点。
此时只有
1 号的内部旋转轴小齿轮为
预紧状态。
14.再次关闭 RN、 RT 的伺服器。
不切断伺服器进行作业,则手及指头等可能会
被卷入到小齿轮中。在作业前必须使伺服器处
于关闭状态。
① 点击原点偏移画面的 各軸 (各轴)
钮,显示各轴伺服器画面。
②点击
RT 和 RN 的 伺服器關閉( 伺服器
关闭
) 钮,确认关闭 RT、 RN 的伺服。
③点击
結束 (结束)钮,关闭各轴伺服
器画面。
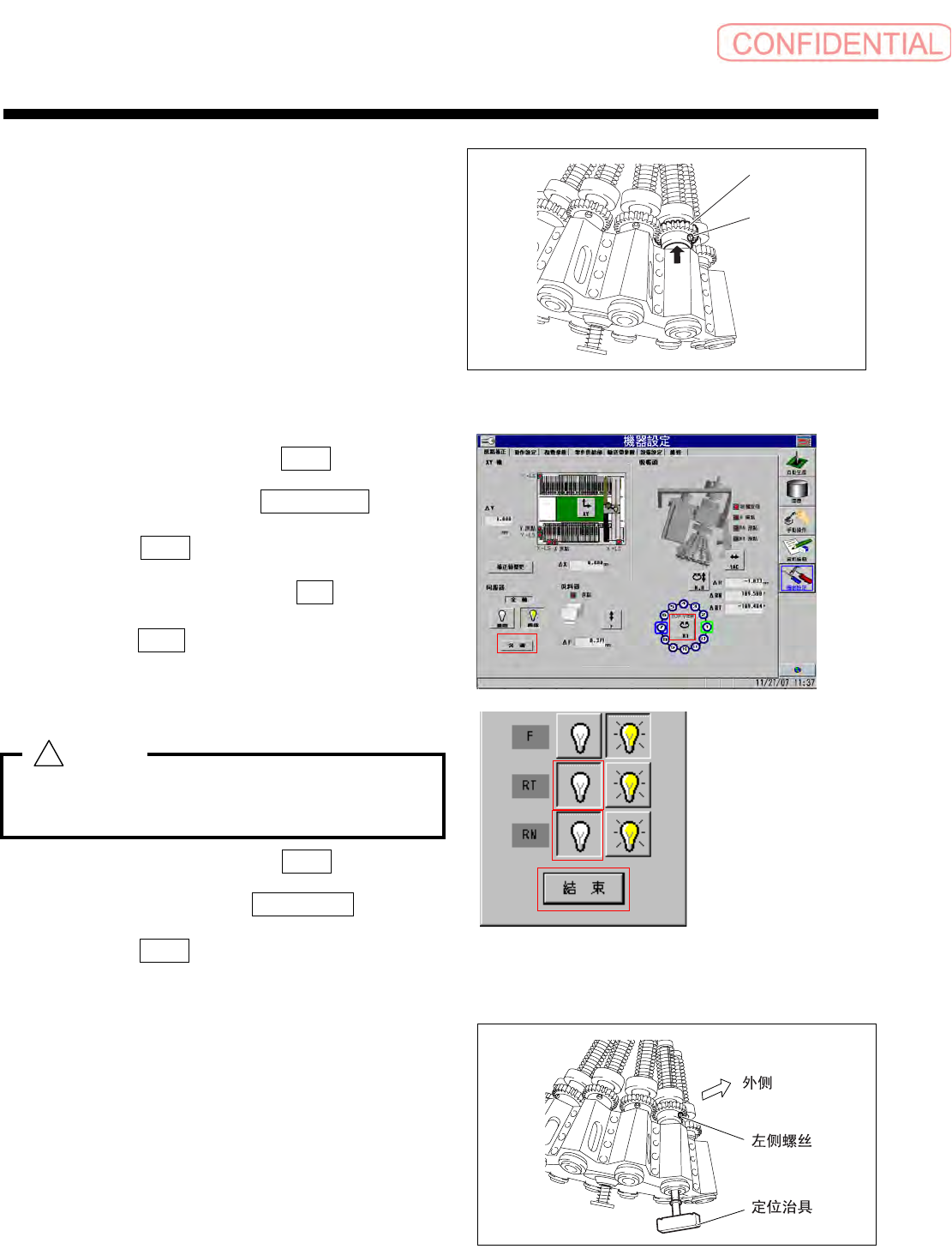
15. 安装定位治具,调整内部旋转轴的朝向。
① 将定位治具安装到旋转座
No.1 上。
② 调整内部旋转轴的朝向,使定位治具的
1 个槽朝着吸嘴头外侧。
③ 旋转小齿轮,使小齿轮左侧螺丝朝向吸
嘴头外侧。
ᇣ啓䕂
Ꮊջ㶎ϱ
警告 :
!
保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-37
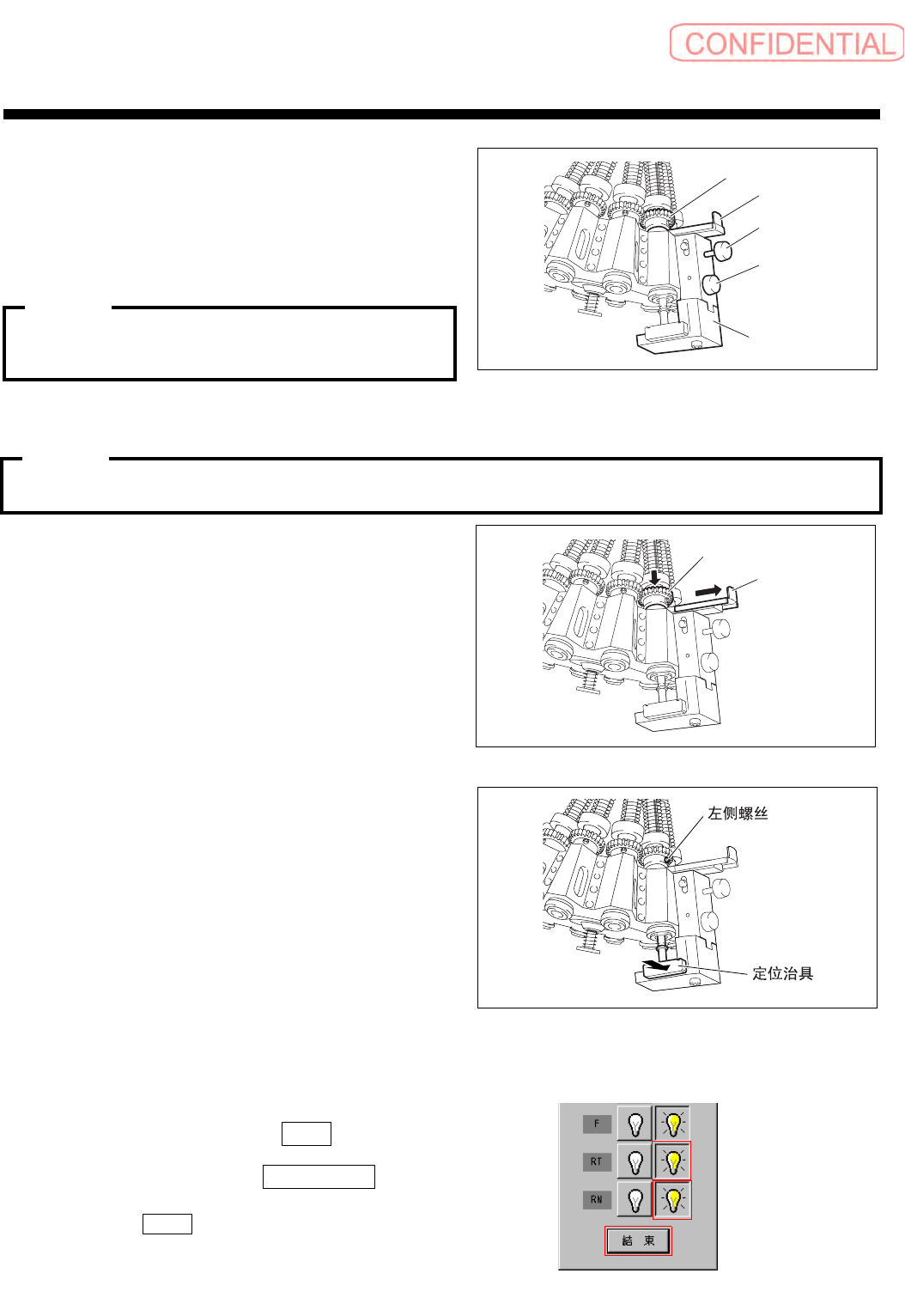
16. 安装吸嘴相位调整治具。
① 确认吸嘴相位调整治具的螺丝
1 已松动。
② 向上提起小齿轮,同时用螺丝
2 拧紧并
安装吸嘴相位调整治具至机械阀安装面
上。
可在已安装定位治具的状态下,安装吸嘴相位
调整治具。
③ 使小齿轮的左侧螺丝对准中心,向上提起小齿轮,同时压入控制杆。
④ 确认小齿轮架在控制杆部的上部,并拧进吸嘴相位调整治具的螺丝
1 。
拧紧吸嘴相位调整治具的螺丝
1 ,则控制杆被固定在从上方按压到的位置。
17. 拉出控制杆,拧紧小齿轮的左侧螺丝。
① 确认将控制杆拉出到外侧,小齿轮会移
向下方。控制杆上架着的小齿轮,会随
着控制杆的拉出向下移动。
② 用手将定位治具推至接触到吸嘴相位调
整治具,确认小齿轮的左侧螺丝朝向吸
嘴头外侧,同时用
10cN•m 的扭矩拧紧
左侧螺丝固定小齿轮。
18. 按照顺序 15 ~ 17 的相同顺序,调整旋转座 No.2 ~ 12 的吸嘴相位,然后拆下吸嘴相位调
整治具和定位治具。
19. 拧紧小齿轮的所有右侧螺丝。
① 在原点偏移画面点击
各軸 (各轴)钮,显示各
轴伺服器画面。
②点击
RT 和 RN 的 伺服器開啟( 伺服器开启 )
钮使 RT 和 RN 的伺服器成为开启状态。
③点击
結束 (结束)钮,关闭各轴伺服器画面。
ᇣ啓䕂
ࠊᴚ
㶎ϱ
㶎ϱ
ఈⳌԡ䇗ᭈ⊏
Ꮊջ㶎ϱ
ᅮԡ⊏
POINT:
POINT:
保养篇
2. 维修检查
2-38
电子零件装着机
SI-G200Mk3 (CS)
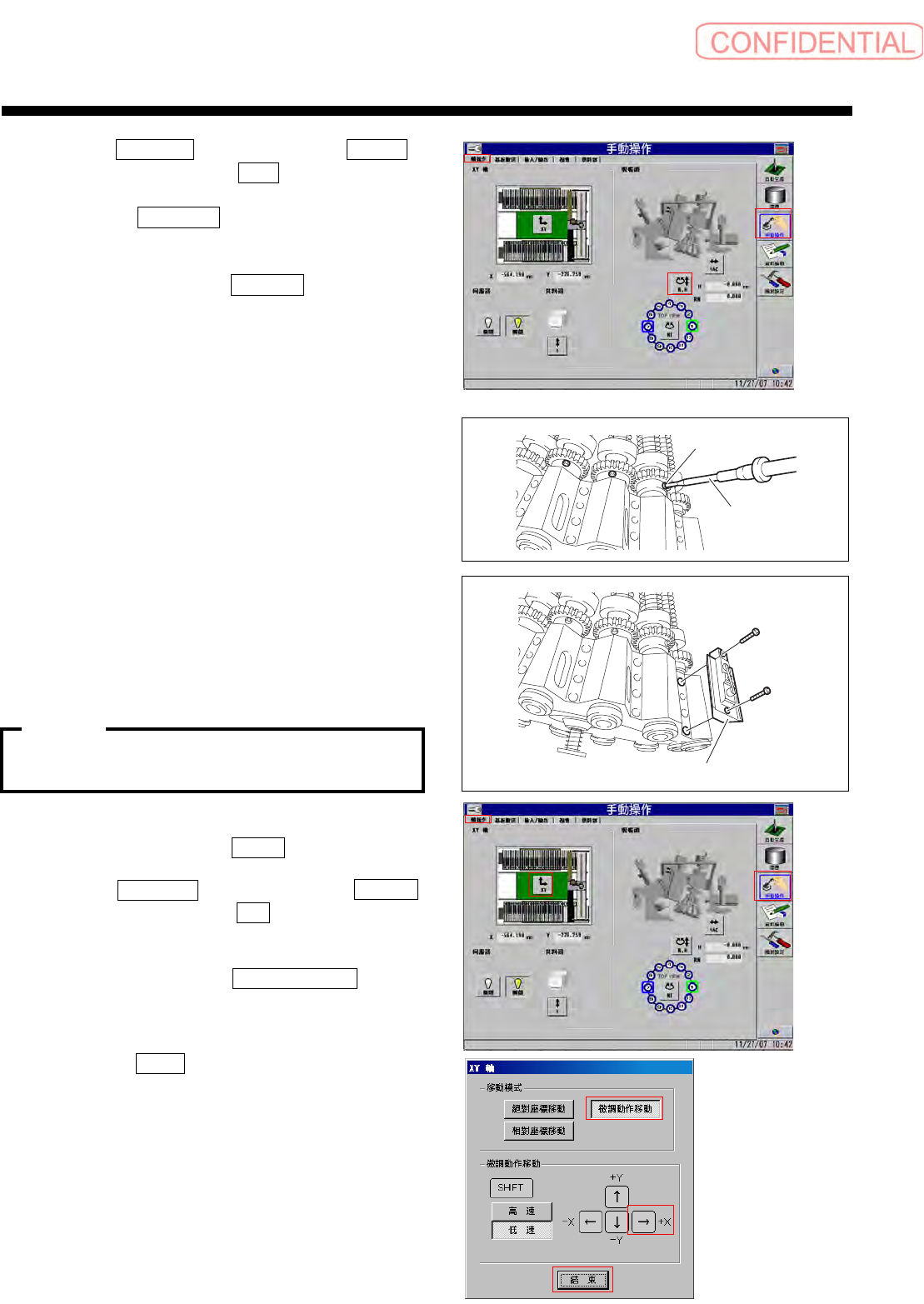
④按 手動操作 (手动操作)菜单、軸操作
(轴操作)标签→
R.H 钮的顺序点击。
显示
RN/H 轴的操作画面。
⑤点击
絕對移動 (绝对移动)钮。
⑥点击
RN 轴钮,在角度输入栏中输入
“
120”。
⑦ 按住操作面板的
START 钮。所有的
内部旋转轴旋转
120 度,小齿轮的右
侧螺丝朝向外侧。
⑧用
10cN•m 的扭矩将所有的小齿轮右
侧螺丝拧紧。
20. 安装所有的机械阀。
①用
40cN• m 的扭矩正式拧紧下侧的螺
丝帽。
②用
40cN• m 的扭矩正式拧紧上侧的螺
丝帽。
在拧紧机械阀的螺丝帽时,要按照下侧
•
上侧
的顺序正式拧紧。
21. 测定小齿轮的齿隙。
① 按住操作面板的
ORG 钮,进行装置
的原点复位操作。
②按
手動操作 (手动操作)菜单、軸操作
(轴操作)标签、
XY 钮的顺序点击。
显示
XY 轴的操作画面。
③ 点击移动模式的
微調動作移動 (微调
动作移动)钮。
④ 按住光标钮,将吸嘴头部移动到
X 轴
中央的附近。
⑤点击
結束 (结束)钮,关闭 XY 轴
画面。
ᴎẄ䯔
েջ㶎ϱ
ᡁⶽ㶎ϱߔ
POINT: