SI-G200MK3_操作说明.pdf - 第500页
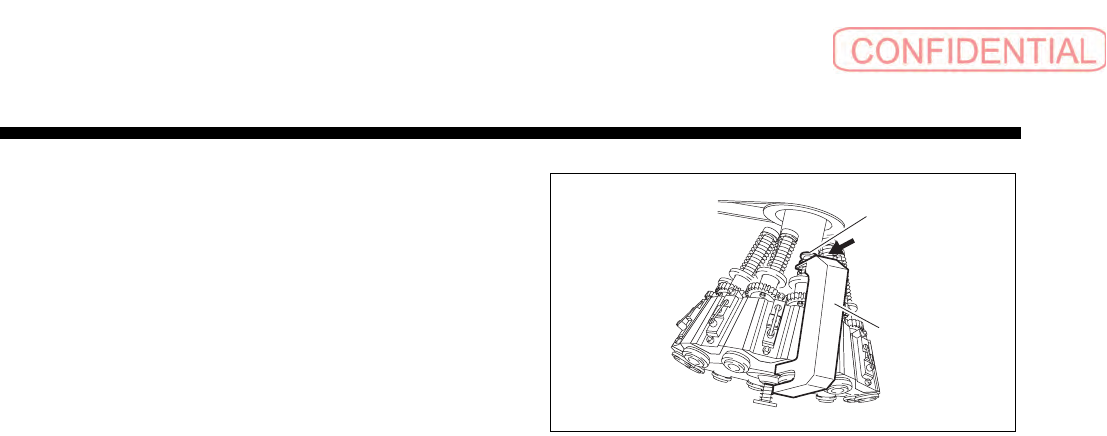
保养篇 2. 维修检查 2-54 电子零件装着机 SI-G200Mk3 (CS) 8. 在内部旋转轴上部安装弹簧押头 。 ① 用手按压内部旋转轴上部的弹簧,安装 弹簧押头定位片。 ② 将弹簧押头的切槽部压入内部旋转轴上 部的突起处。 ③ 拆下弹簧押头定位片。 9. 用手上下移动内部旋转轴,确认没有卡住、动作顺畅 。 10. 旋转吸嘴、同时慢慢的压在上方 并安装。 ᔍㇻᢐ༈ ᔍㇻᢐ༈ ᅮԡ⠛
保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-53
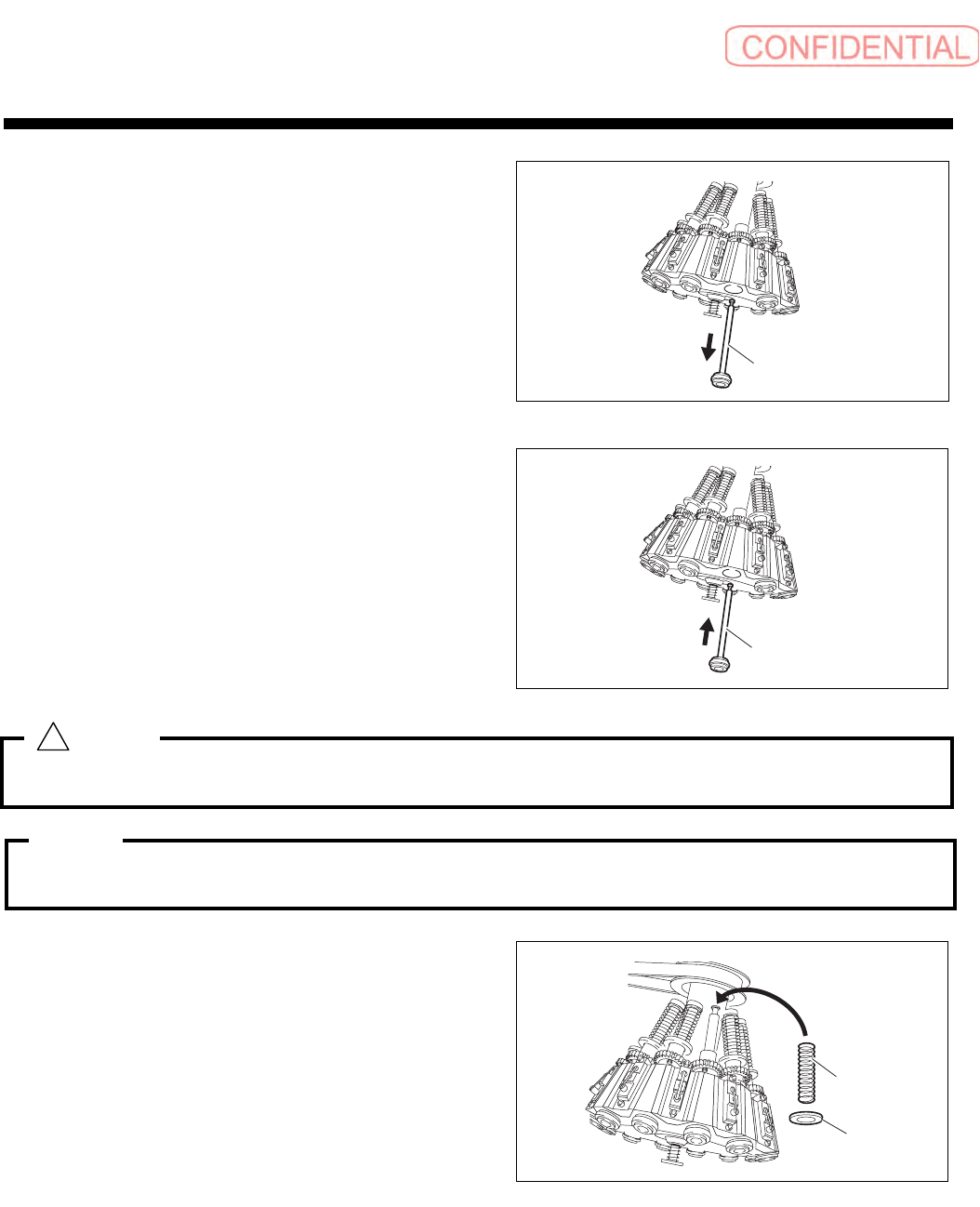
5. 从下方拔出内部旋转轴。
6. 安装内部旋转轴。
① 用清洁的压缩空气吹去内部旋转轴空气
通路孔及表面的污垢。
② 在内部旋转轴表面及槽部涂上一层薄薄
的
AFC 润滑油,至看不出 AFC 润滑油
颜色,然后擦去多余的润滑油。
③ 使内部旋转轴的激光打印刻印和锡球衬
套装置的激光打印刻印对准相同方向,
从吸嘴头下侧插入内部旋转轴。
如果不将内部旋转轴对准锡球衬套托架刻印方向,就无法被吸着。必须使刻印的朝向一致。
多余的润滑油会因离心力飞溅、粘附在基板及零件上会造成产品的品质不合格及吸着率降低,因
此多余的润滑油必须擦除。
7. 弹簧支架和内部旋转轴弹簧 (2 种各 1 根)
从内部旋转轴上侧插入。
ݙ䚼ᮟ䕀䕈
ݙ䚼ᮟ䕀䕈
ݙ䚼ᮟ䕀
䕈ᔍㇻ
ᔍㇻᬃᶊ
注意 :
警告 :
!
保养篇
2. 维修检查
2-54
电子零件装着机
SI-G200Mk3 (CS)
8.
在内部旋转轴上部安装弹簧押头。
① 用手按压内部旋转轴上部的弹簧,安装
弹簧押头定位片。
② 将弹簧押头的切槽部压入内部旋转轴上
部的突起处。
③ 拆下弹簧押头定位片。
9. 用手上下移动内部旋转轴,确认没有卡住、动作顺畅。
10. 旋转吸嘴、同时慢慢的压在上方并安装。
ᔍㇻᢐ༈
ᔍㇻᢐ༈
ᅮԡ⠛
保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-55
每
3 个月
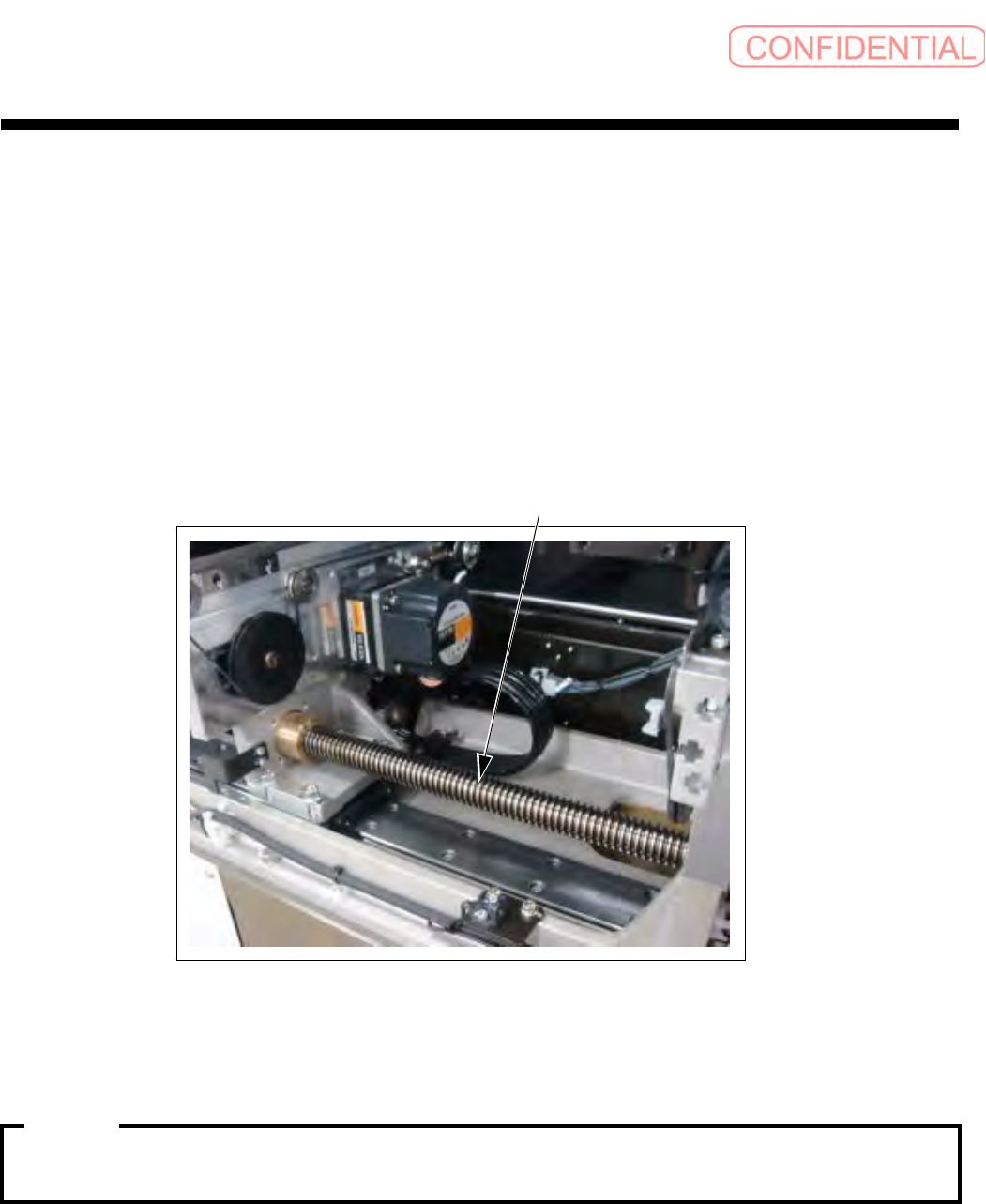
(13) 基板搬送输送带宽度调整用台形螺丝的清理
[ 作业功能 ]
基板搬送输送带宽度调整用台形螺丝上如果有异物,就有可能无法正常调整轨道宽度,所以要
定期对台形螺丝进行清理。
[ 维修检查位置 ]
基板搬送输送带宽度调整用台形螺丝
(2 根 )
[ 维修检查时要准备的物品 ]
润滑油:
AFC 润滑油 (THK 制 ) 、干净抹布
[ 作业顺序 ]
1. 检查基板搬送输送带轨道宽度调整用台形螺丝上是否附着有小零件和其它异物。如果有异
物,用竹签等软棍去除。
2. 根据需要进行清理并薄薄地涂上润滑油。
多余润滑油由于旋转产生的离心力而向外飞散,附着在基板和零件上会导致产品质量问题,所
以一定要擦除多余润滑油。
台形螺柱丝
注意 :