SI-G200MK3_操作说明.pdf - 第485页
保养篇 2. 维修检查 电子零件装着机 SI-G20 0Mk3 (CS) 2-39 ⑥ 将定位治具安装到旋转 座 No.1 上。 ⑦ 让杠杆式百分表的测头接触到定位治具的测定面 。 测头需平行接触测定面。 ⑧ 用手转动小齿轮,通过杠杆式 百分表测定 齿隙尺寸。 规格: 0.14 ~ 0.16 mm ⑨ 按照同样的顺序,确认 No.2 ~ 12 旋转 座小齿轮的齿隙尺寸。 22. 将 V ACUUM 断路器 返回至 ON 状态。 23. …
保养篇
2. 维修检查
2-38
电子零件装着机
SI-G200Mk3 (CS)
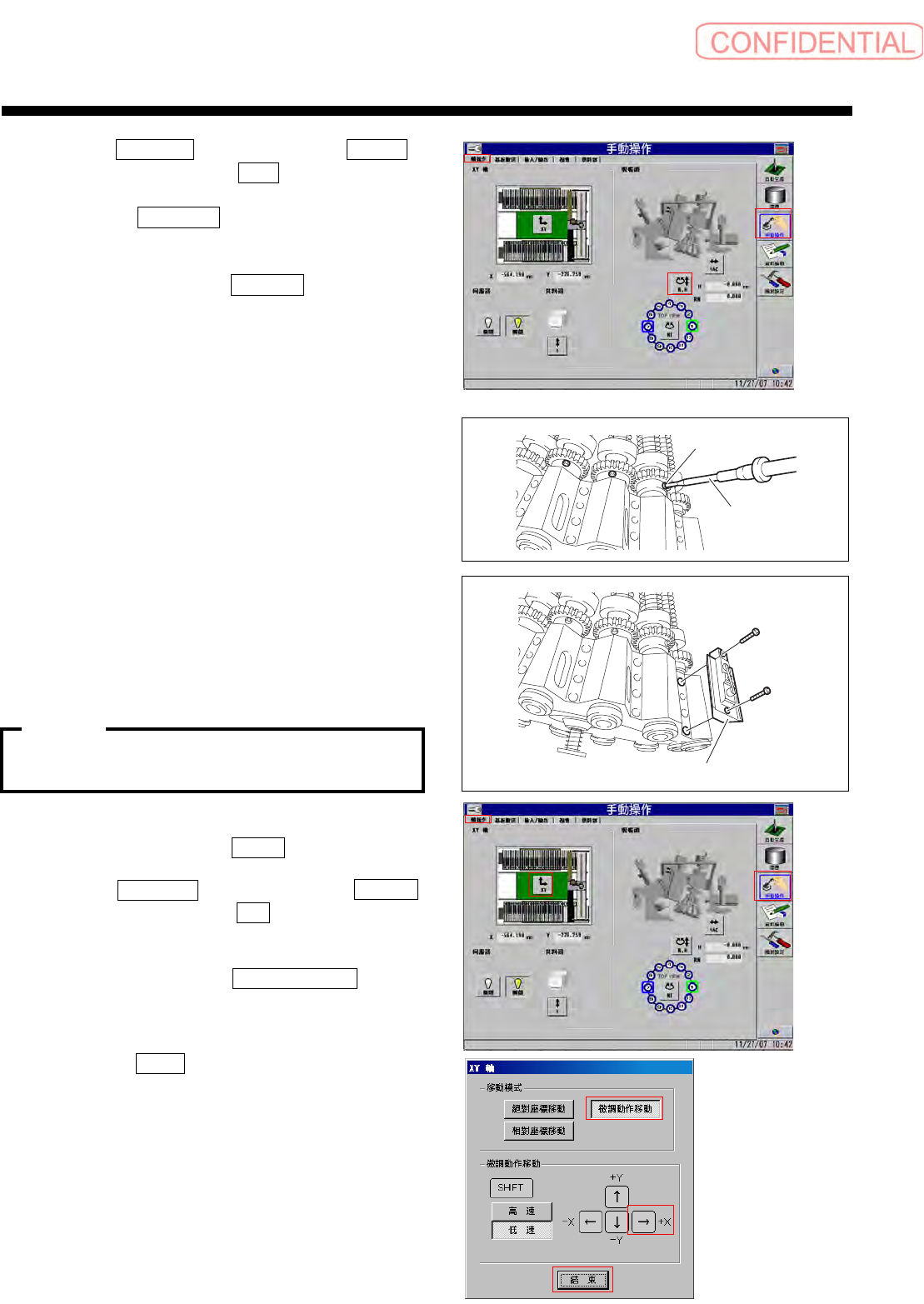
④按 手動操作 (手动操作)菜单、軸操作
(轴操作)标签→
R.H 钮的顺序点击。
显示
RN/H 轴的操作画面。
⑤点击
絕對移動 (绝对移动)钮。
⑥点击
RN 轴钮,在角度输入栏中输入
“
120”。
⑦ 按住操作面板的
START 钮。所有的
内部旋转轴旋转
120 度,小齿轮的右
侧螺丝朝向外侧。
⑧用
10cN•m 的扭矩将所有的小齿轮右
侧螺丝拧紧。
20. 安装所有的机械阀。
①用
40cN• m 的扭矩正式拧紧下侧的螺
丝帽。
②用
40cN• m 的扭矩正式拧紧上侧的螺
丝帽。
在拧紧机械阀的螺丝帽时,要按照下侧
•
上侧
的顺序正式拧紧。
21. 测定小齿轮的齿隙。
① 按住操作面板的
ORG 钮,进行装置
的原点复位操作。
②按
手動操作 (手动操作)菜单、軸操作
(轴操作)标签、
XY 钮的顺序点击。
显示
XY 轴的操作画面。
③ 点击移动模式的
微調動作移動 (微调
动作移动)钮。
④ 按住光标钮,将吸嘴头部移动到
X 轴
中央的附近。
⑤点击
結束 (结束)钮,关闭 XY 轴
画面。
ᴎẄ䯔
েջ㶎ϱ
ᡁⶽ㶎ϱߔ
POINT:
保养篇
2. 维修检查
电子零件装着机 SI-G200Mk3 (CS)
2-39
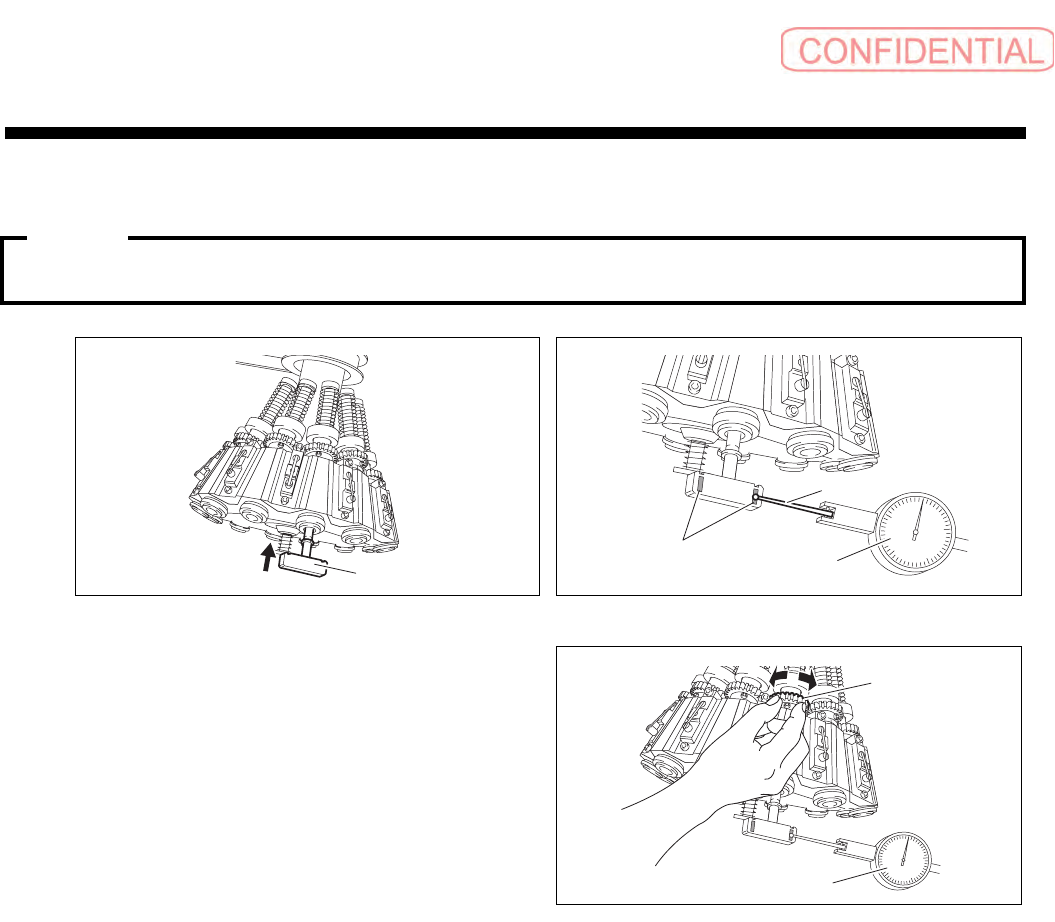
⑥
将定位治具安装到旋转座 No.1 上。
⑦ 让杠杆式百分表的测头接触到定位治具的测定面。
测头需平行接触测定面。
⑧ 用手转动小齿轮,通过杠杆式百分表测定
齿隙尺寸。
规格:
0.14 ~ 0.16 mm
⑨ 按照同样的顺序,确认 No.2 ~ 12 旋转
座小齿轮的齿隙尺寸。
22. 将 VACUUM 断路器返回至 ON 状态。
23. 安装装置背面的下部面板。
⌟༈
⌟ᅮ䴶
ᴴᴚᓣⱒߚ㸼
ᅮԡ⊏
ᇣ啓䕂
ᴴᴚᓣⱒߚ㸼
POINT:
保养篇
2. 维修检查
2-40
电子零件装着机
SI-G200Mk3 (CS)
每 3 个月
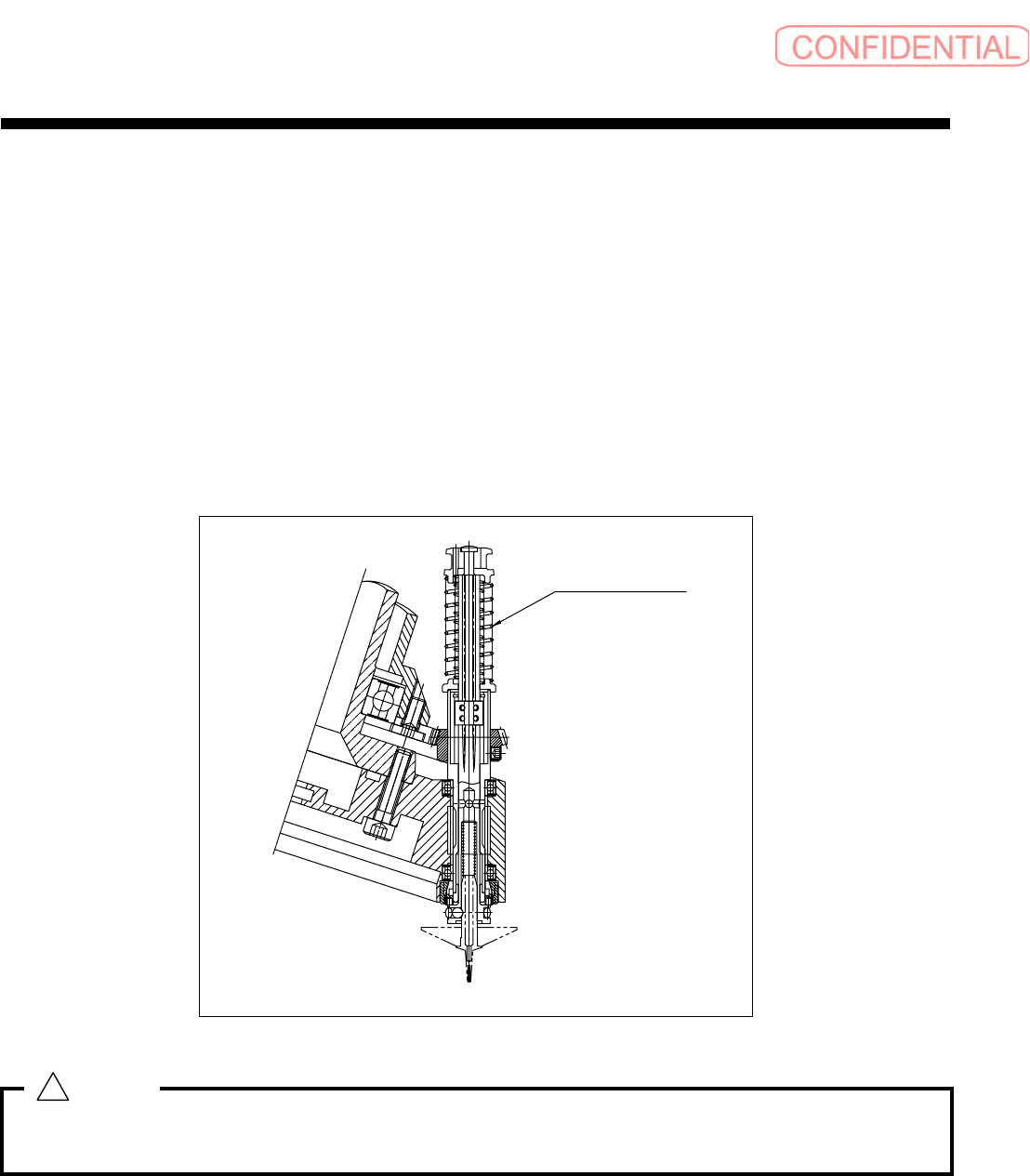
(6) 内部旋转轴弹簧的磨损检查
[ 作业功能 ]
在
H 轴的动作中回复到上方向的装着吸嘴头部的内部旋转轴弹簧每次吸着·装着动作都会发生
剧烈运动。由于弹簧磨损而导致的动作不良会成为出现不良品的原因,所以需要定期对弹簧进行
检查。
[ 维修检查位置 ]
2 处装着吸嘴头内部旋转轴弹簧 ( 各 12 处 )
[ 维修检查时要准备的物品 ]
无需特意准备
( 内部旋转轴弹簧交换时:内部旋转轴弹簧 2 根 (2 种、各 1 根 ) 、弹簧押头定位片 (2-683-
239-**)
、弹簧押头起伏杆 (2-683-240-**))
为了依次对
12
个内部旋转轴进行检查,用手转动
RT
轴时,
H
轴推杆由于弹簧力会下降
2
~
3mm
,可能会损伤内部旋转轴。所以在转动
RT
轴时,请轻轻用手托住
H
轴推杆同时转动。
[ 作业顺序 ]
1. 用手使内部旋转轴向下动作。内部旋转轴无法顺畅地回复时以及弹簧有磨损时,属于内部旋
转轴弹簧不良,请按照
[ 内部旋转轴弹簧交换步骤 ] 交换弹簧。
内部旋转轴弹簧
( 内侧、外侧 2 根 )
警告 :
!