SI-G200MK3_操作说明.pdf - 第78页
操作篇 3. 自动生产 3-6 电子零件装着机 SI-G200Mk3 (CS) 3.1.3 供料器的确认 [ 操作 功能 ] 确认使用零件的供料器准备妥 当,以及在机种文件指定的 号码位置装着供料器。若未设定, 按照 以下的顺序装着零件供料器。 [ 操作 顺序 ] 准备所有使用的零件供料器。 依顺序点击 自動生產 ( 自动生产 ) 菜单 → 零件供給狀況 ( 零 件供给状况 ) 标签。出现以下画 面。 图 3.1.3-1…
操作篇
3. 自动生产
电子零件装着机 SI-G200Mk3 (CS)
3-5
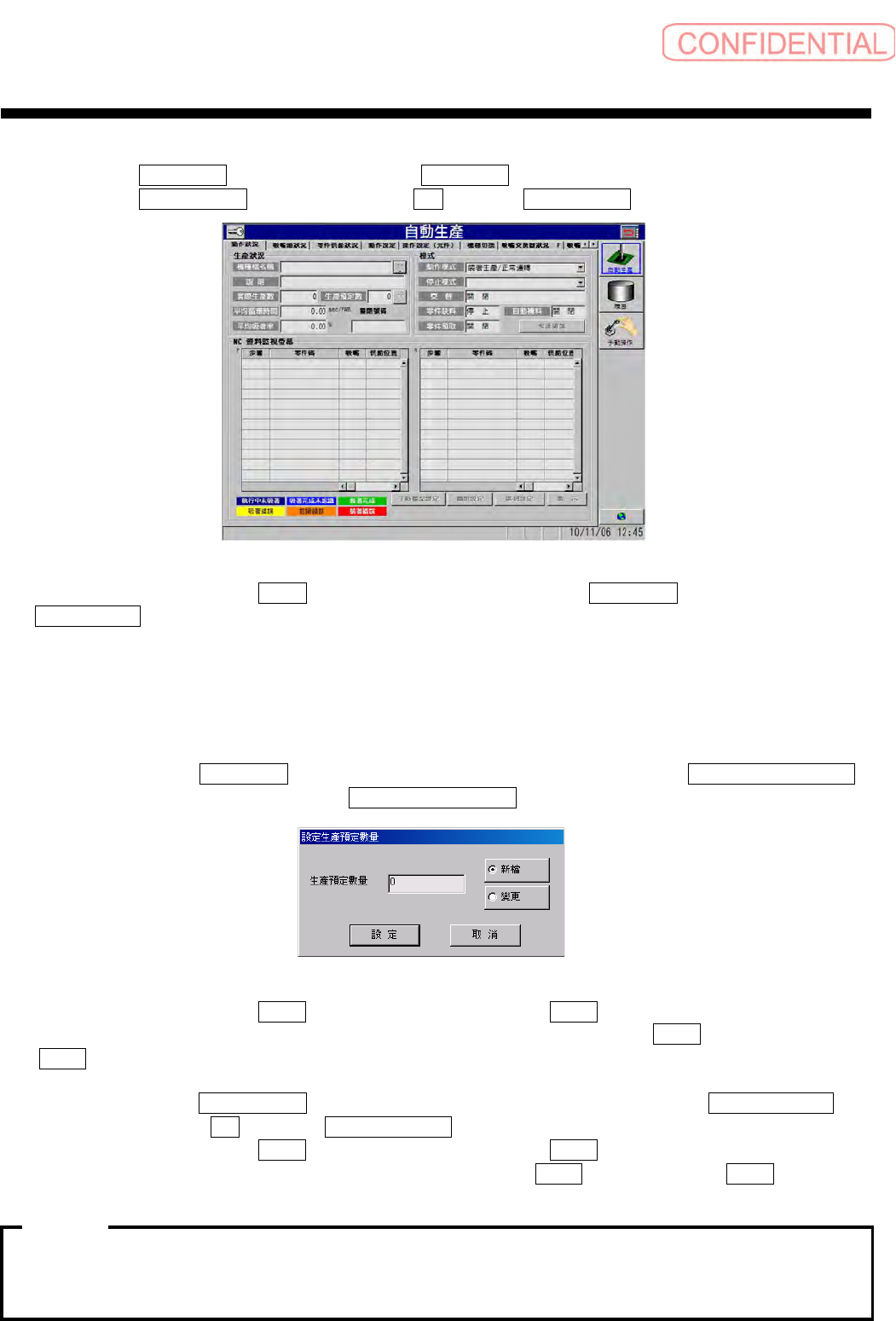
(2-2) 从动作状况画面设定机种文件
依顺序点击
自動生產 ( 自动生产 ) 菜单 → 動作狀況 ( 动作状况 ) 标签。出现以下画面。
依顺序点击
機種檔名稱 ( 机种文件名称 ) 的 … 钮,出现 機種檔選擇 ( 机种文件选择 ) 对话框。
图
3.1.2-3
自動生產-動作狀況
(
自动生产-动作状况
)
画面
指定生产机种文件,点击 選擇 ( 选择 ) 钮。关闭对话框,选择 動作狀況 ( 动作状况 ) 画面的
機種檔名稱 ( 机种文件名称 ) ,显示机种文件。
(3) 制作并编辑新机种文件,以及生产的情况
参照 “
5. 资料编辑”,制作新的机种文件,并下载。
(4) 设定生产预定数
(4-1) 从机种切换画面设定生产预定数量
下载机种文件,在
設定機種 ( 设定机种 ) 框里显示生产机种文件后,点击 設定生產預定數量
(
设定生产预定数量 ) 钮。出现以下 設定生產預定數量 ( 设定生产预定数量 ) 对话框。
图
3.1.2-4
設定生產預定數量
(
设定生产预定数量
)
对话框
输入生产预定数量,点击 新檔 ( 新文件 ) 单选钮后,点击 設定 ( 设定 ) 钮。
生产预定数量被设定。变更已经生产的机种生产预定数时,选择单选钮
變更 ( 变更 ) ,点击
設定 ( 设定 ) 钮。
(4-2) 从动作状况画面设定生产预定数量
下载机种文件,在
機種檔名稱 ( 机种文件名称 ) 显示生产机种文件后,点击 生產預定數量
(
生产预定数量 ) 的 … 钮。出现 生產預定數量 ( 设定生产预定数量 ) 对话框。
输入生产预定数量,点击
新檔 ( 新文件 ) 单选钮后,点击 設定 ( 设定 ) 钮。生产预定数量被
设定。变更已经生产的机种生产预定数量时,选择单选钮
變更 ( 变更 ) ,点击 設定 ( 设定 )
钮。
·完成预定生产数后,需要再次设定。
·使用高速吸嘴头时,读取机种资料后设置在吸嘴头上的吸嘴和实际使用的吸嘴资料不一致时,
会显示提示信息。
注意 :
操作篇
3. 自动生产
3-6
电子零件装着机
SI-G200Mk3 (CS)
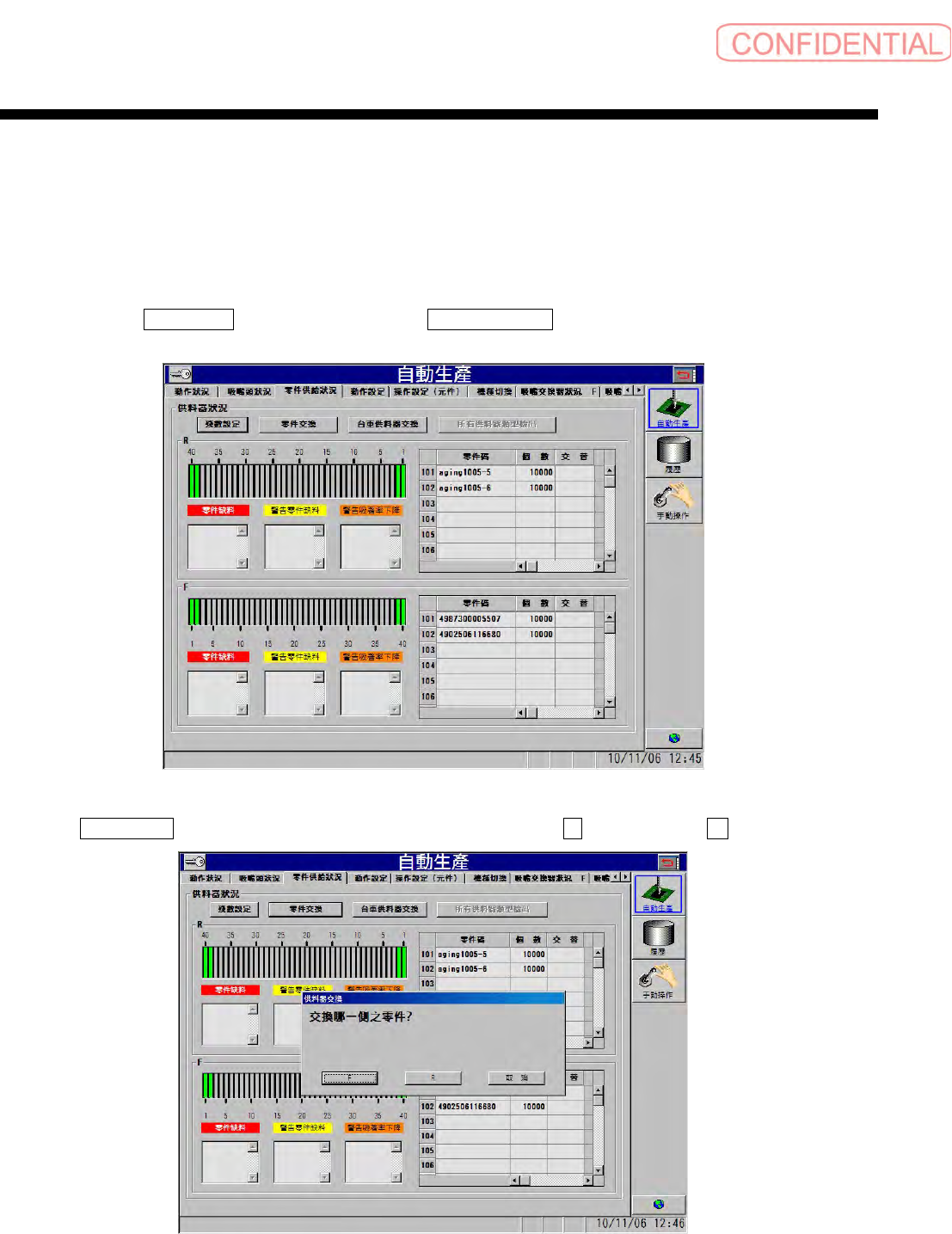
3.1.3 供料器的确认
[ 操作功能 ]
确认使用零件的供料器准备妥当,以及在机种文件指定的号码位置装着供料器。若未设定,按照
以下的顺序装着零件供料器。
[ 操作顺序 ]
准备所有使用的零件供料器。
依顺序点击自動生產
( 自动生产 ) 菜单 → 零件供給狀況( 零件供给状况 ) 标签。出现以下画
面。
图
3.1.3-1
自動生產
-
零件供給狀況
(
自动生产
-
零件供给状况
)
画面
点击零件交換 ( 零件交换 ) 钮。出现以下信息对话框。 点击F ( 前侧 )( 或者R( 后侧 )) 钮。
图
3.1.3-2
自動生產
-
零件供給狀況
(
自动生产-零件供给状况
)
画面

操作篇
3. 自动生产
电子零件装着机 SI-G200Mk3 (CS)
3-7
出现供料器交換
( 供料器交换 ) 对话框,解除锁定安全门。
图
3.1.3-3
自動生產
-
零件供給狀況
(
自动生产
-
零件供给状况
)
画面
打开安全门,依照画面的表,在前侧 (或者后侧)供料器台装着所有零件的供料器。
[ 供料器的装着顺序 ]
1.
按箭头方向立起杠杆,用手保持不动。
2. 将供料器的定位针对准供料器台的孔,供料器将被置于供料器台的垂直方向。
3. 将手离开杠杆。供料器就装着在供料器台上。
[ 供料器的取出顺序 ]
1.
按箭头方向立起杠杆,用手保持不动。
2. 将供料器整体都向上抬起,取出。
图
3.1.3-4
连接供料器至供料器台时,千万当心不要挟入任何零件。
装着完毕后,关闭安全门,点击交換完成( 交换完成 ) 钮。
杠杆
定位针
供料器台
注意 :