SI-G200MK3_操作说明.pdf - 第223页
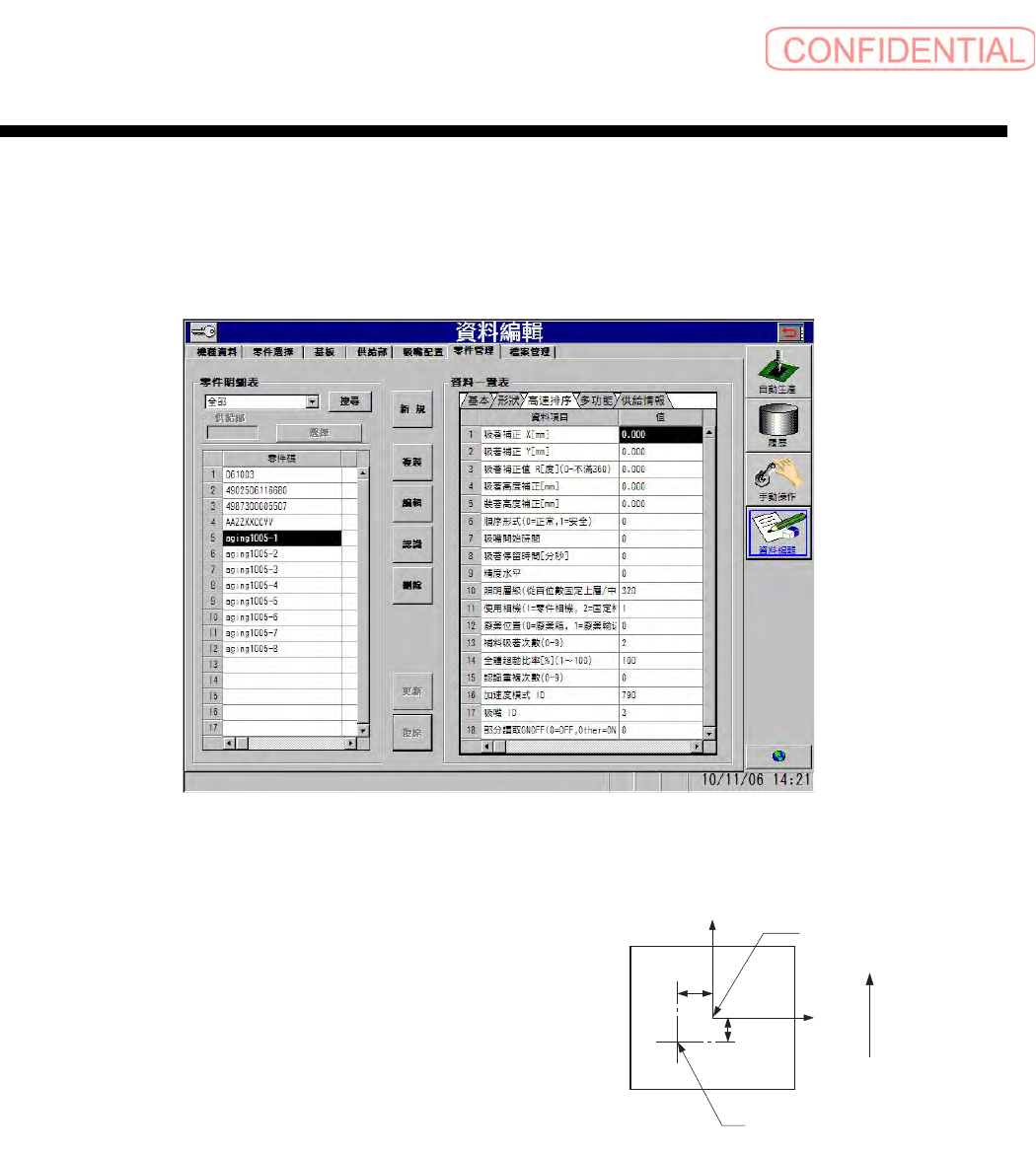
操作篇 5. 资料编集 电子零件装着机 SI-G20 0Mk3 (CS) 5-21 5.1.5 关于装着动作资料 装着动作资料为吸嘴由零件供料器 中吸取零件并装着在基板上 时,必需编辑的资料。 此装着动作资料仅关系到 SI-G200Mk3 的资料。此装着动作资料和 “高速排序” ( 高速排之序 )( 高 速吸嘴头用 ) “多功 能” ( 多功能 )( 多功能吸嘴头用 ) ,即使零件相同,装着动作资料也不一样。 图 5.1.5 資料編輯-…

操作篇
5. 资料编集
5-20
电子零件装着机
SI-G200Mk3 (CS)
(4)
盘式
·原点
XY : 盘式的原点坐标 单位:mm
·间距 XY : 各零件的间距 单位:mm
·零件个数 XY : 零件的存储行列数
·盘式取出速度
: 盘子的取出速度 (1 ~ 100%)
·取出方向
: 左 (0)、右 (1)
·零件吸着高度 : 零件的吸着高度 单位:mm
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-21
5.1.5 关于装着动作资料
装着动作资料为吸嘴由零件供料器中吸取零件并装着在基板上时,必需编辑的资料。
此装着动作资料仅关系到
SI-G200Mk3 的资料。此装着动作资料和 “高速排序” ( 高速排之序 )( 高
速吸嘴头用
) “多功能” ( 多功能 )( 多功能吸嘴头用 ) ,即使零件相同,装着动作资料也不一样。
图
5.1.5
資料編輯-零件管理
(
资料编辑-零件管理
)
画面
(1) 吸着补正 X Y
欲吸着的位置为零件中心以外时,
由零件中心偏移吸着位置的补正量
XY 单位:mm
X
为右方向 + 、左方向-。
Y 为上方向 + 、下方向-
(2) 吸着高度补正:吸着位置的高度方向的补正值。单位:mm,住上方向为正方向
(3) 装着高度补正:装着位置的高度方向的补正值。单位:mm,住上方向为正方向
(4) 顺序形式:指定吸着时的动作顺序
0 :吸嘴下降的同时打开启供料器的遮蔽器的通常操作 (重叠影像动作)
1 :对于较高的零件,依开启遮蔽器→吸嘴下降→吸着→吸嘴上升→遮蔽器关闭的顺序
(5) 吸着开始时间:吸着时,设定真空动作时间。
0 :吸着吸嘴下降前真空阀动作
1 :吸着吸嘴下降后真空阀动作 ( 顺序形式仅为 1 时可设定 )
补正值 X
补正值 Y
Y
X
吸着位置
零件供给方向
零件中心

操作篇
5. 资料编集
5-22
电子零件装着机
SI-G200Mk3 (CS)
(6)
吸着停留时间:为确实吸着动作,在吸着位置 ( 下降位置 ) 停止的时间。
单位
: msec ( 顺序形式仅为 1 时可以设定 )
(7)
装着停留时间:为确实装着动作,在装着位置 ( 下降位置 ) 停止的时间。
单位
: msec
(8) 精度水平:对应装着时适用于必要高精度位置的零件。
0 :一般精度
1 :高精度
(9)照明模式: 指定照明的亮度层级。此设定为依使用相机判断为固定相机照明或零件相机
照明。
000 ~ 888:搭载于 SI-G200Mk3 用零件的装着吸嘴头上的零件相机照明层级。
第 3 位数:零件反射照明、第 2 位数:零件 45°照明、第 1 位数:不使用
000 ~ 888 : 固定相机的亮度层级,第 3 位数 : 上层的照明、第 2 位数 : 中层的照明、第
1 位数 : 下层的照明
(10) 分割数 : 分割认识时的分割数。
(11) 分割移动量 XY: 分割认识时的移动量。
单位
:mm
(12)
分割认识角度 : 分割认识时的认识角度 ( 旋转角度 ) 。
单位
: ° ( 度 ) 时针旋转为正方向。 0~360°未满
(13) 脚浮起检出 ON/OFF: 设定是否执行脚浮起检出。 ( 现在不能使用 )
0:OFF(
不执行 )
1:ON (
执行 )
(14)
脚浮起检出判定值 : 脚浮起检出的判断标准。仅在脚浮起检出 ON 时设定。 ( 现在不能使
用
)
单位 :mm
(15)
从端子边缘到测量点的距离 : 检出从脚前端到脚浮起的位置。仅在脚浮起时 ON 设定。
单位
:mm
(16)
使用相机:移动·固定相机的选择。
1 :零件相机
2 :固定相机 ( 大视野 )
3
: 固定相机 ( 小视野 )
“顺序高速” : 从 1 、2, “多功能”从 2 、3 开始选择。
(17)废弃位置:指定零件的废弃位置。
0 :废弃框
1 :选配的废弃输送带 ( 适用于高价格的零件 )