SI-G200MK3_操作说明.pdf - 第272页
操作篇 5. 资料编集 5-70 电子零件装着机 SI-G200Mk3 (CS) 5.4.4 不良标记的编辑 [ 调整 功能 ] 不良标记为在实装前的基板检 查工程 , 在无法使用 的部分区域印上不良的标记。此标 记在以相机 认识其印有标记的区域时 , 在 自动运转中不执行装着作业。由此 登录有关此标记的信息。 认识方法为用基板相机认识指 定区域时,以白色不良标记 比指定值亮或暗的不良标记做为判 断。 或以黑色不良标记比指定值亮 或暗的…
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-69
[ 画面说明 ]
不良標記 ID ( 不良标记 ID)
使用各别的区域,输入不良标记的 ID。 ( 参照 5.4.4)
定位標記 ID ( 定位标记 ID)
将各自区域的姿态,以相机认识输入定位标记的 ID。 ( 参照 5.4.2)
X(mm) Y(mm)
对于基准以外的区域, 输入由基准区域的基准点位置至其区域的基准点位置的角度补正后的相
对距离。
输入单位为
mm,可输入至小数点后第 3 位。 X 轴及 Y 轴方向的定义与 基板情報 ( 基板信息 )
(
参照 5.4.1) 相同。
角度 ( 角度 )
对于基准以外的区域,由基准区域输入回转角度。输入单位为 deg.,可输入至小数点后第 3
位。由基板上看,顺时针回转方向为正方向。
△ X (mm) △ Y (mm)
对于由各区域的基准点位置至其区域的基准点位置的距离,输入补正值。
△角度 ( △角度 )
对于各区域的基准区域的回转角度 , 输入补正值。
操作篇
5. 资料编集
5-70
电子零件装着机
SI-G200Mk3 (CS)
5.4.4 不良标记的编辑
[ 调整功能 ]
不良标记为在实装前的基板检查工程 , 在无法使用的部分区域印上不良的标记。此标记在以相机
认识其印有标记的区域时
, 在自动运转中不执行装着作业。由此登录有关此标记的信息。
认识方法为用基板相机认识指定区域时,以白色不良标记比指定值亮或暗的不良标记做为判断。
或以黑色不良标记比指定值亮或暗的不良标记做为判断。
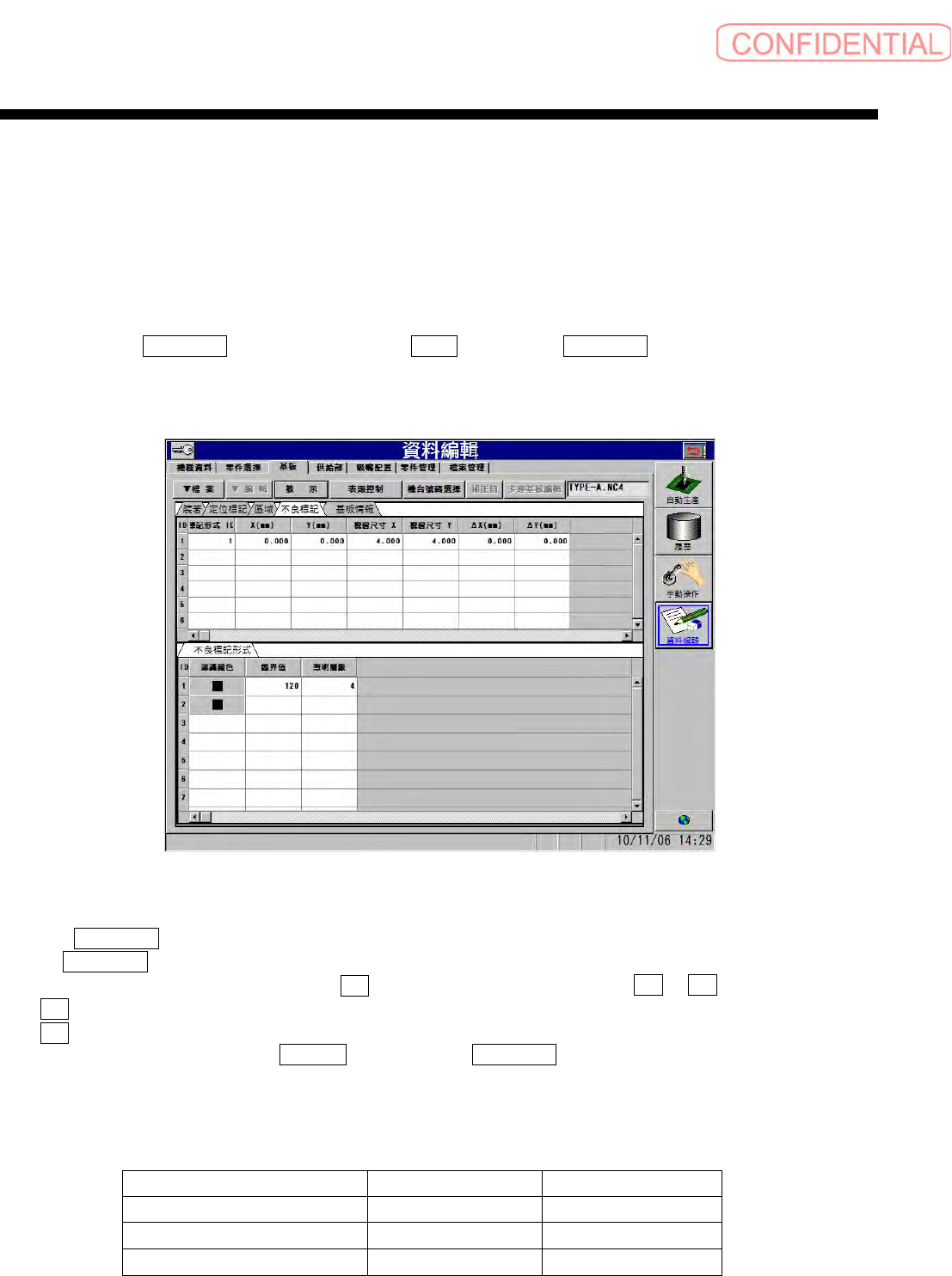
[ 操作顺序 ]
按顺序点击 資料編輯 ( 资料编辑 ) 菜单→ 基板 ( 基板 ) → 不良標記 ( 不良标记 ) 。出现以下的
画面。
图
5.4.4-1
資料編輯—基板
(
资料编辑-基板
)
画面
(1) 不良標記 ( 不良标记 ) 的输入
在
不良標記 ( 不良标记 ) 上输入使用不良标记的形式。
指定不良标记的认识颜色时,点击
■ 机台。显示下拉菜单时即设定 □ 或 ■ 。
□ 为不良标记的颜色比白色等基板颜色亮时。
■ 为不良标记的颜色比黑色等基板颜色暗时。
在认识不良标记时,须输入
臨界值 ( 临界值 ) 或 照明層級 ( 照明层级 ) 。
在不良标记形式下选择新
ID
的任意栏,除了输入值之外的栏皆显示缺省值。
各项的缺省值如下。
项目名称 单位 缺省值
認識顏色 (认识颜色)
-
黑色
臨界值 (临界值)
-
120
照明層級 (照明层级)
-
4
操作篇
5. 资料编集
电子零件装着机 SI-G200Mk3 (CS)
5-71
·将不良标记号码设定为区域号码较为便利。
·新文件制作时
,
不良标记的缺省值为
■
。
·正确执行移动至不良标记位置时,需以步骤停止,停止自动生产。
·动作停止的步骤途中,请不要执行
不良標記教示
(
不良标记教示
)
对话框的表示。会发生系统
错误。
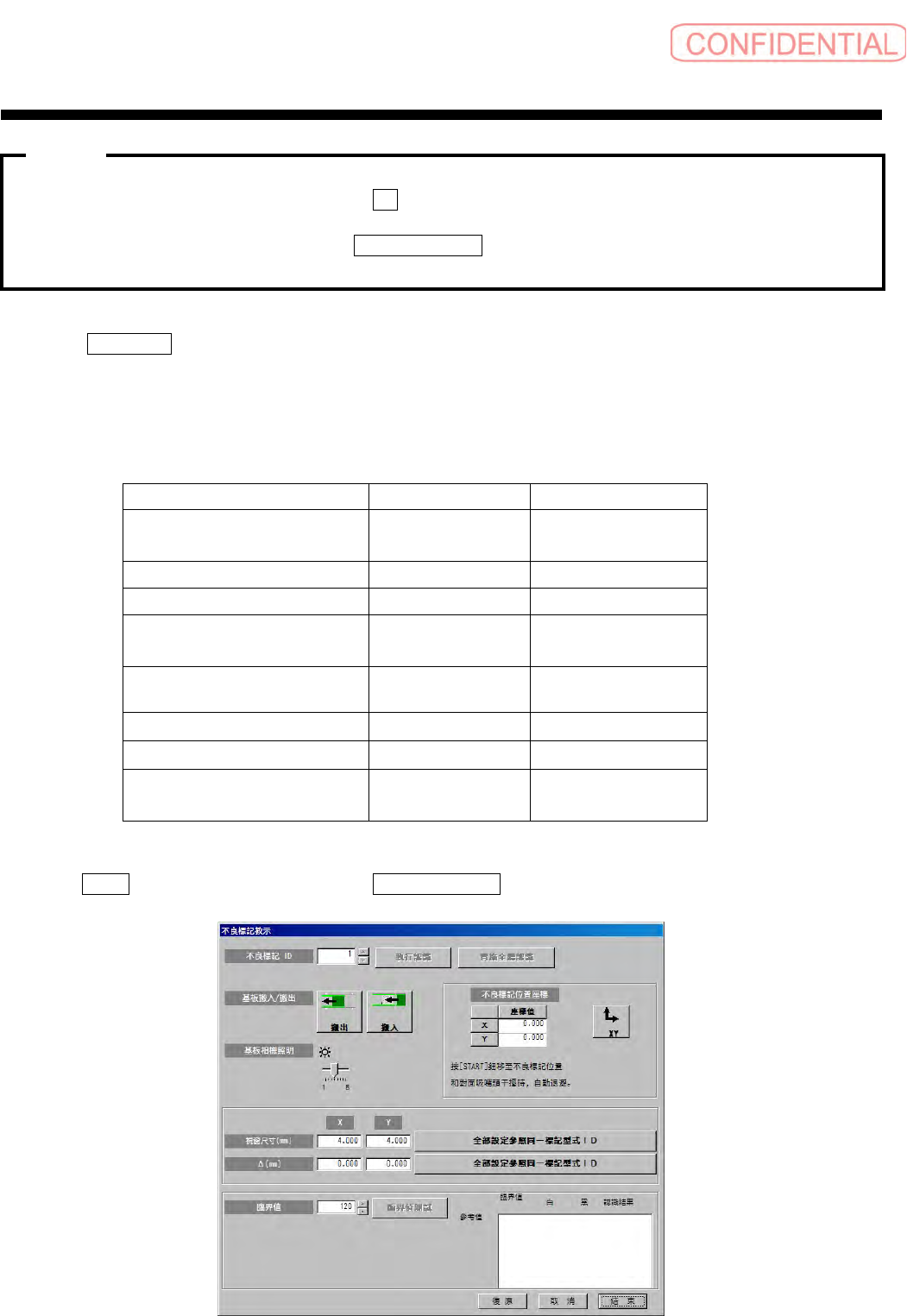
( 2) 不良標記 ( 不良标记 ) 的输入
输入不良标记形式完毕后,在不良标记内输入不良标记位置及窗口尺寸及使用的不良标记形式。
如用不良标记使用的定位标记均存在时,则输入定位标记
ID。
在不良标记下选择新
ID
的任意栏,除了输入值之外的栏皆显示缺省值。
各项的缺省值如下。
点击
教示 ( 教示 ) 钮,会出现以下的 不良標記教示 ( 不良标记教示 ) 对话框。
图
5.4.4-2
不良標記教示
(
不良标记教示
)
对话框
项目名称 单位 缺省值
標記形式
ID
(标记形式 ID)
-
1
Xmm0.000
Ymm0.000
視窗尺寸 X
(窗口尺寸 X )
mm 3.000
視窗尺寸Y
(窗口尺寸Y)
mm 3.000
△ X
mm 0.000
△ Y
mm 0.000
定位標記 ID
(定位标记 ID)
-
0
注意 :