RX-7R_维修手册.pdf - 第317页
第 2 章 操作顺序书 2- 5. 配件更换 3. 在所有位置使用测厚计 t0 . 05 及 t 0.15 调整间隙。 测量 6 个下齿 中央 部位 的间隙,进行 调整,使之 间隙为 0.05m m ~ 0.15 mm 。 调整垫片的数量 ,调整间隙,使 t 0.05 可通过, t0 .15 不能伸入。 垫片: 40161183(Y15112AU0D02) 40161184(Y15 112AU0D03) 间隙的确认要在 打开下齿的状 态…
第
2
章
操作顺序书
2-5. 配件更换
调整间隙
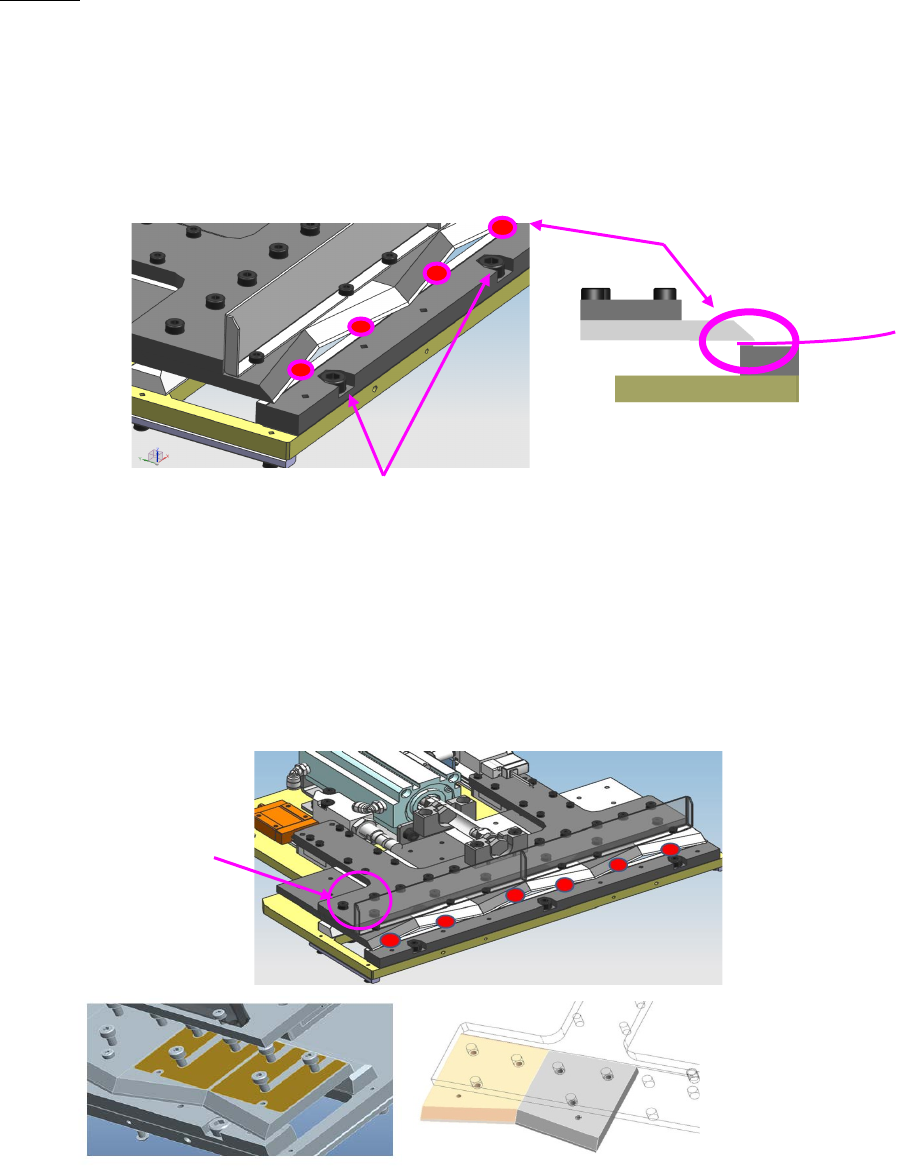
1. 确认所有位置上测,测厚计 t0.03 均可放入。
测量 6 个下齿中央部位的间隙,进行调整,使间隙为 0.03mm~0.05mm。
为了使任何位置均为 t0.03 可进入,t0.05 不可进,
在上齿下追加上齿垫片 40161670(Y14X30AU0D01)。
上齿固定螺丝拧紧扭矩:17 ± 1 N.m
2.
在所有位置伸入测厚计 t0.05,如能伸入则要添加垫片下齿。
侧定位置与 1.相同。
在所有位置用垫片下齿进行调整,使之t0.03 可进入,而 t0.05 不可进入。
垫片下齿:40158929(Y14X08AU2U01)
固定下齿螺丝拧紧扭矩:4.4 ± 0.3 N.m
测量位置
上齿固定螺丝
下齿固定螺丝
垫片下齿
安装下齿时
要顶住内侧台阶、相邻的下齿
242
第
2
章
操作顺序书
2-5. 配件更换
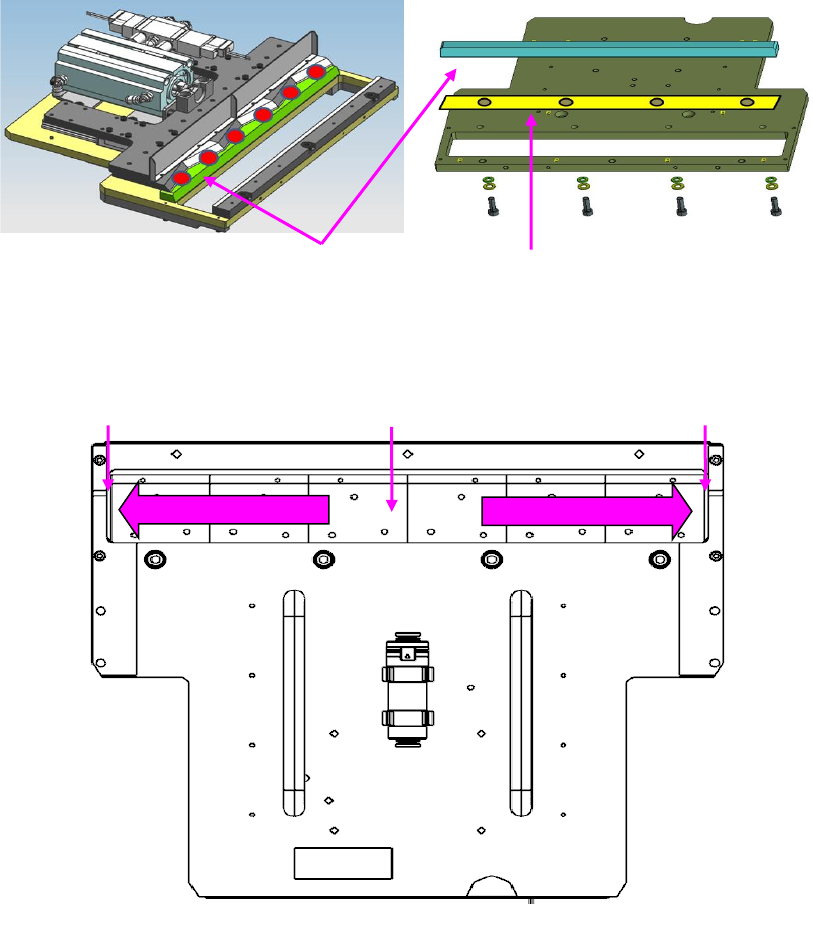
3. 在所有位置使用测厚计 t0.05 及 t0.15 调整间隙。
测量 6 个下齿中央部位的间隙,进行调整,使之间隙为 0.05mm~0.15mm。
调整垫片的数量,调整间隙,使 t0.05 可通过,t0.15 不能伸入。
垫片:40161183(Y15112AU0D02)
40161184(Y15112AU0D03)
间隙的确认要在打开下齿的状态下确认。
螺丝拧紧扭矩:1.2 ± 0.1 N.m
4. 如果切带机的刀刃上存在异物(芯片、料带屑),请将其去除。
去除异物时,请从刀刃旁边的间隙排出。
下齿导向板 垫片
间隙 切带机刀刃 间隙
去除异物
去除异物
243
第
2
章
操作顺序书
2-5. 配件更换
安装
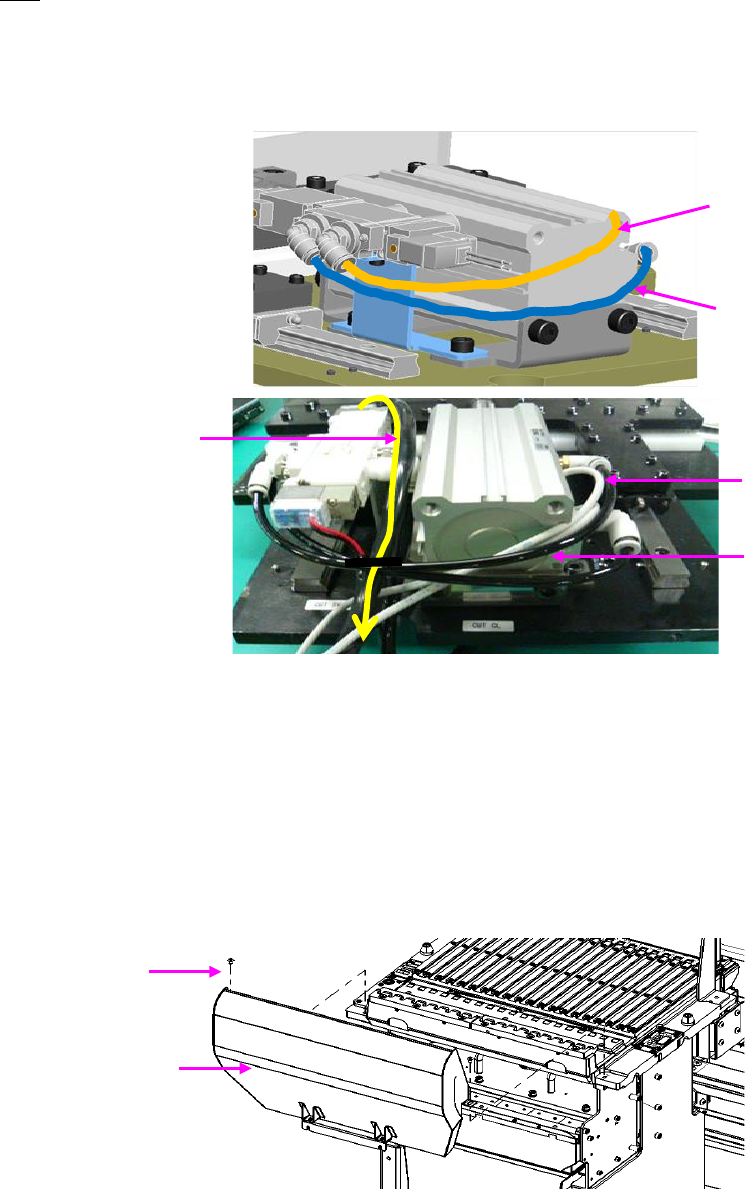
1. 安装气管
请在切带机的刀刃关闭的状态下插入气管。
聚氨酯管:TU0425B-100-X3
a) 将电磁阀门的线束按图接线。
b) 接线要使前后气缸传感器的线束通过接头的上侧。
c) 连接气管,使气缸的空气管道位于外侧。
2. 安装切带机单元护罩。
重新安装护罩时,请注意不要使线缆卷入、咬入到护罩里。
3. 按照相反的步骤安装切带机单元。
4.
仅临时固定滑槽的上部。
聚氨酯管
240mm 剪裁品
聚氨酯管
205mm 剪裁品
a
b
c
螺丝
滑槽
244