RX-7R_维修手册.pdf - 第92页
第 2 章 操作顺序书 2- 2. 制造设置菜 单 2-2- 2 . I/O 确认 可以确认来自系 统软件的 I /O 输入输出 是否 导通,也可 确认已完成 机械调 整的 装置的动作。 I /O 确认通过 11 步的 Stage 进行作业。 I/O 确认的操作顺序 1 从画面左侧的子菜单中触摸[ I/O 确认]。 显示[进度列表 ]画面。 2 触摸[ IO 确认开始 ]。 显示[ Stage 1 稳定性确认] 的[个别显示 ]画面, …

第
2
章
操作顺序书
2-2. 制造设置菜单
<传送通道数、供料器台架(固定台架)、ATC 数的设置>
17
第
2
章
操作顺序书
2-2. 制造设置菜单
2-2-2. I/O
确认
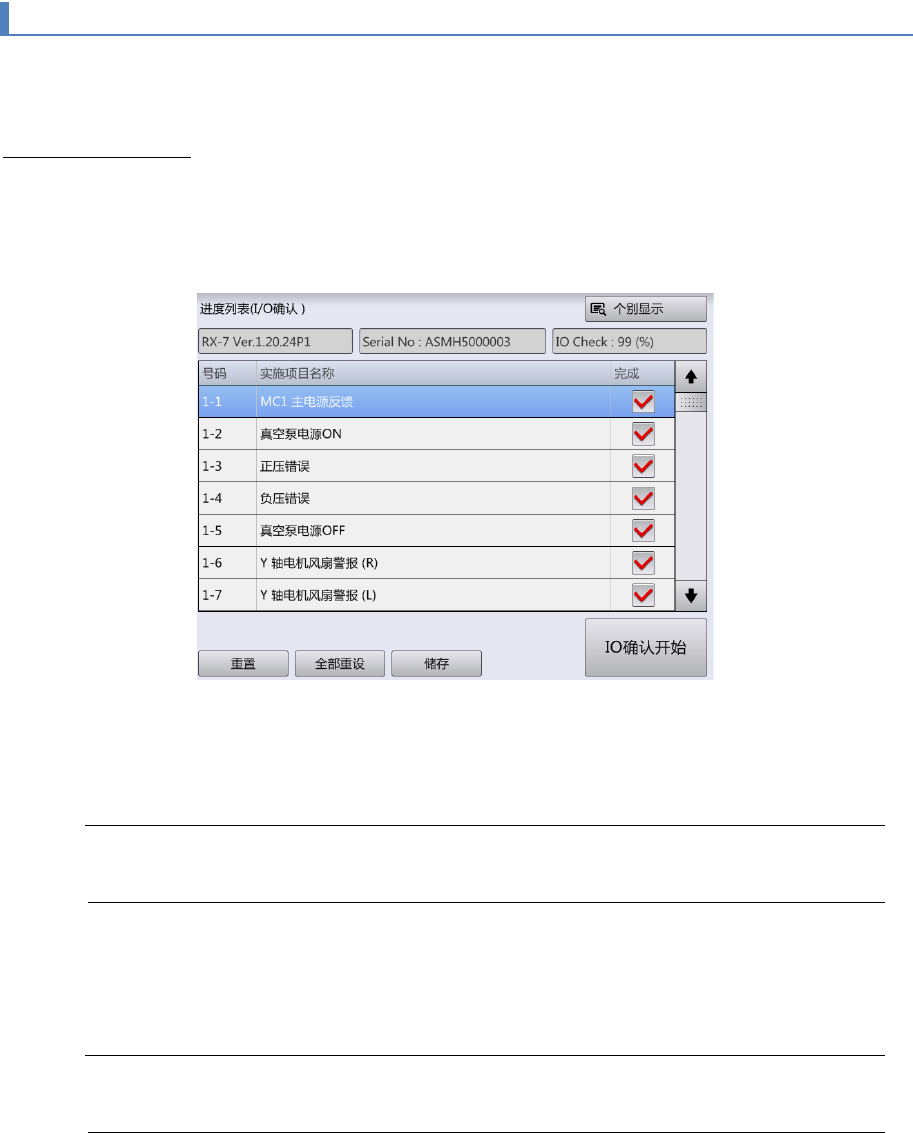
可以确认来自系统软件的 I/O 输入输出是否导通,也可确认已完成机械调整的装置的动作。I/O 确认通过
11 步的 Stage 进行作业。
I/O
确认的操作顺序
1
从画面左侧的子菜单中触摸[
I/O
确认]。
显示[进度列表]画面。
2
触摸[
IO
确认开始
]。
显示[Stage 1 稳定性确认]的[个别显示]画面,本机自动确认稳定性。如果全部检测项目正
常,会显示[全部检测完成。],[确认 OK]按钮生效。
注意
•
检测到故障时,说明 I/O 状态有问题,必须修改装置。
3
触摸[确认
OK
]。
显示[Stage 2 机架确认]的[个别显示]画面。Stage2 之后请按照画面上显示的信息进行作
业。关于确认内容,具体请参阅后述的“I/O 确认的确认项目”。
注意
•
即使 I/O 的 ON/OFF 状态相反,也有可能被判断为 OK,故请注意。
Stage11 之前的检测完成后,自动显示[进度列表]画面,下一个[机械调整]菜单可以开始
操作。
18
第
2
章
操作顺序书
2-2. 制造设置菜单
I/O
确认的确认项目
I/O
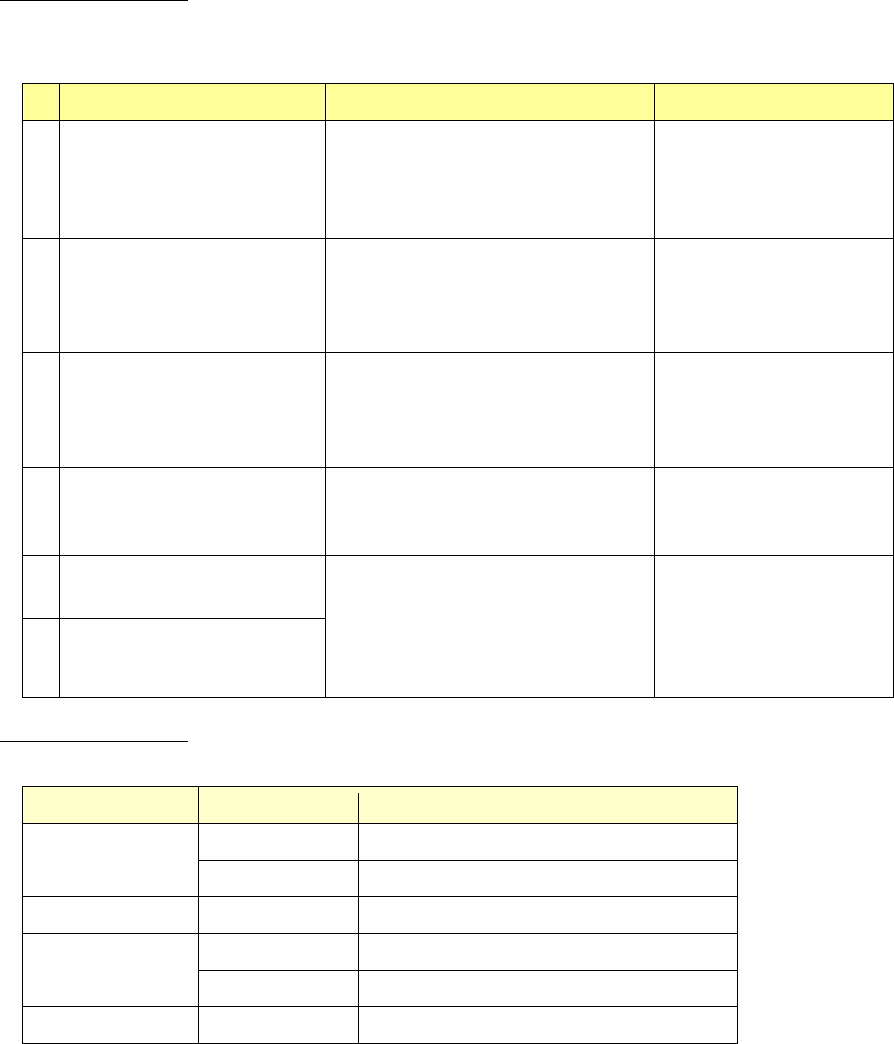
确认的判断方式
I/O 确认的判断方式有如下 6 种。
判断方法
说明
错误判断状况
A
由系统自动确认。
由系统切换
I/O
的
OUT
,确认
IN
会连动变化。
如是稳定性确认,则不进行切换
OUT 的操作,故不显示 OUT。
•
当
IN
的初始值与规定
的值不同时
•
当 IN 对 OUT 不连动时
B
由作业人员确认机械操作结
果。
以手动方式操作机械,由作业人员
以目视方式确认操作结果的 I/O 显
示是否正确。I/O 状态达到理想状
态后,使[确认 OK]生效。
-
C
由作业人员确认。
由作业人员切换
I/O
的
OUT
,通过
目视确认机械状况是否连动变化。
OUT 模式被全部确认后,[确认
OK]生效。
-
D
由系统自动确认机械操作结
果。
以手动方式操作机械,由系统自动
判断操作结果的 I/O 显示是否正
确。
•
如果达不到初始状态或
最终状态时
E
由系统和作业人员双重确认
自动操作的结果。
自动切换
I/O
的
OUT
,由作业人员
以目视确认机械状况是否连动变
化。如果 I/O 的状态连动变化,则
使[确认 OK]生效。
•
当初始状态下
OUT
不
与 IN 连动时
•
当切换到 OUT 时 IN 未
连动
F
系统和作业人员双重确认作
业人员的操作结果。
I/O
确认的显示条件
I/O 确认的显示条件如下表所示。
项目
显示条件
说明
装置
RX-7
仅显示
RX-7
规格
RX-7R
仅显示
RX-7R
规格
传送
D
传送
仅显示双通道传送规格
供料器台架
更换台车
仅显示一次性更换台车规格
固定台架
仅显示固定台架规格
P16/P16S ATC
ATC 2
台
仅显示
ATC 2
台规格
条件无特别指定的,则所有条件都显示。
19