NXT 机械手册 QD029-27S.pdf - 第487页
QD029-27 9. 测定和调整 NXT 机械手册 465 9. 测定和调整 9.1 机上 PAM (测定贴装精度) 在此,就机器上 的 PAM (Placing Accu racy Measurement soft ware)进行说明。 9.1.1 准备物品 PAM 测定时需要以下所列举的部件和治具。 测定 H01,H02,H04,G04,OF 工作头时 *1 测定 H02,H04,G04 工作头时 , 玻璃元件只有 32 个的情况…

8. 部件的更换 QD029-27
464 NXT 机械手册
MEMO:
fPAsb6Qk
fPAsb6Qk
Downloaded at 2012/05/31 17:08 JST by 3MWW3275 DL#fPAsb6Qk
QD029-27 9. 测定和调整
NXT 机械手册 465
9. 测定和调整
9.1 机上 PAM (测定贴装精度)
在此,就机器上的 PAM (Placing Accuracy Measurement software)进行说明。
9.1.1 准备物品
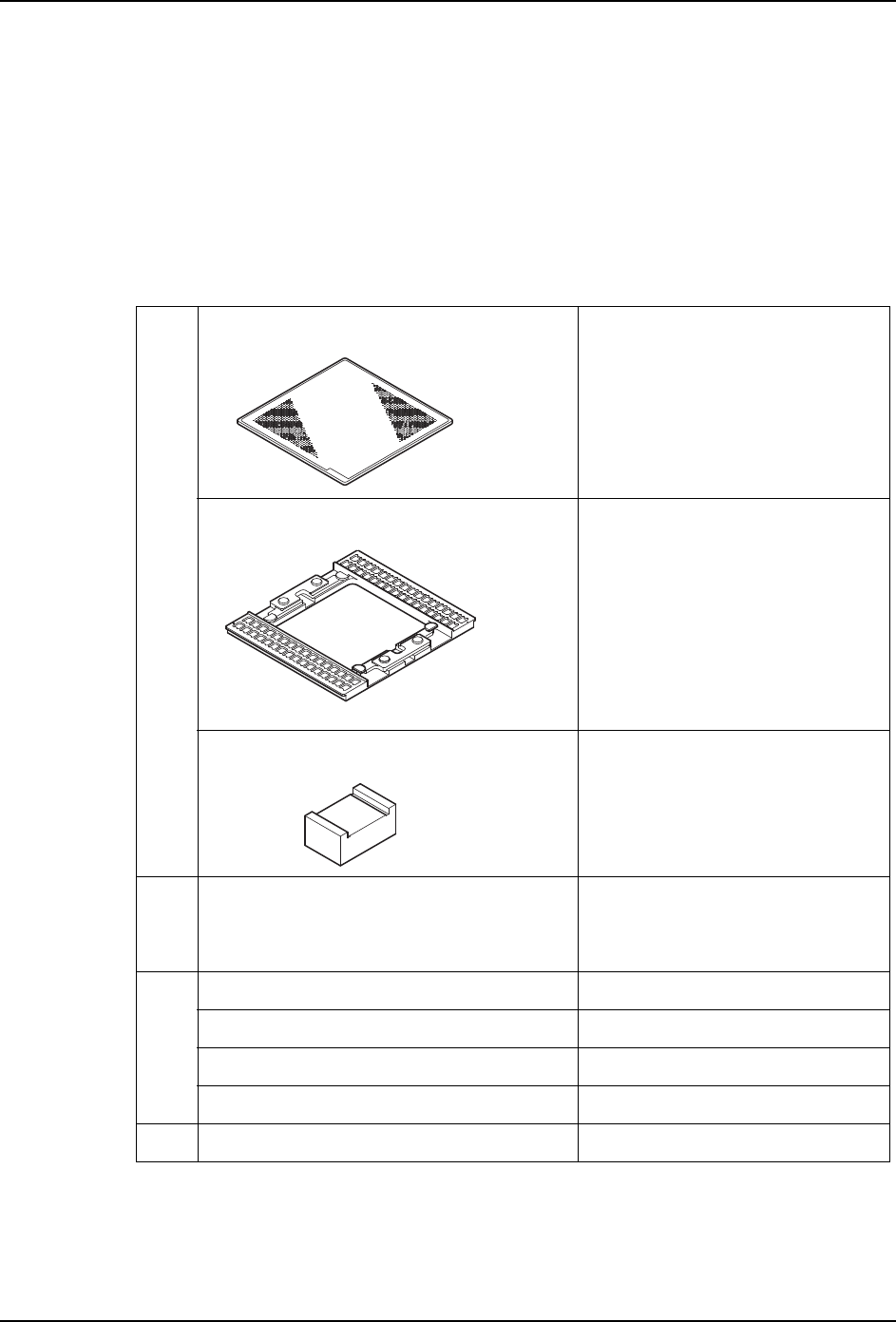
PAM 测定时需要以下所列举的部件和治具。
测定 H01,H02,H04,G04,OF 工作头时
*1测定H02,H04,G04工作头时,玻璃元件只有32个的情况下,请分2次测定,获取64个数据。
治具 玻璃电路板 PZ1459* 全工作头通用
治具板 AA01B** 全工作头通用
夹紧测试治具 PM2438* 支撑板的宽度不满 280mm 的时候
(M3(S):2 个,M6(S):3 个)
元件 玻璃元件 PZ1460* 使用元件数
H01,OF 用 :32 个
H02 用 :64 个
H04,G04 用 :64 个
吸嘴 φ7.0mm AA080** H01 用 :1 个 ,H02 用 :2 个
φ7.0mm AA07C** H04 用 :4 个
φ7.0mm AA6TM** G04 用 :4 个
φ7.0mm AA1CH** OF 用 :1 个
其他 用于玻璃元件的双面胶纸 (外卖品)。 10mm 宽,半透明
NXTBAS185
NXTBAS186
NXTBAS187
fPAsb6Qk
fPAsb6Qk
Downloaded at 2012/05/31 17:08 JST by 3MWW3275 DL#fPAsb6Qk
9. 测定和调整 QD029-27
466 NXT 机械手册
9.1.2 样品 Job
PAM 用的样品 Job 收存在软件的安装 CD 中。请将符合条件 Job 同机器构成一起编辑使用。
测定 H02 工作头时的贴装数为 64 个,测定 H04、G04 工作头时的贴装数是 128 个。只有 32
个玻璃元件的时候,必要的贴装数不足。请分割样品 Job 的贴装顺序,创建各贴装 32 个的
Job。请将 H02 工作头分为 2 个、H04 工作头和 G04 工作头分为 4 个 Job,获取必要的贴装数
的数据。
注意 )· 请不要变更有关贴装顺序、元件的信息。
· 请不要进行优化。
9.1.3 机上 PAM 的限制事宜
测定时有以下的限制。
·不对应双通道的 PAM。在通道 1,通道 2 上都有 Job 时,以通道 1 为优先。要在通
道 2 测定的时候,请仅仅传送通道 2 的 Job。
·在通道 2 侧进行玻璃元件测定时,吸取处请只用治具面前的 32 地方。
·在操作画面上表示的测定结果上显示为 "NaN" 时,有可能发生影像处理异常。在
结果文件中存在 "NaN" 时,请仅将其数据设定为无效。
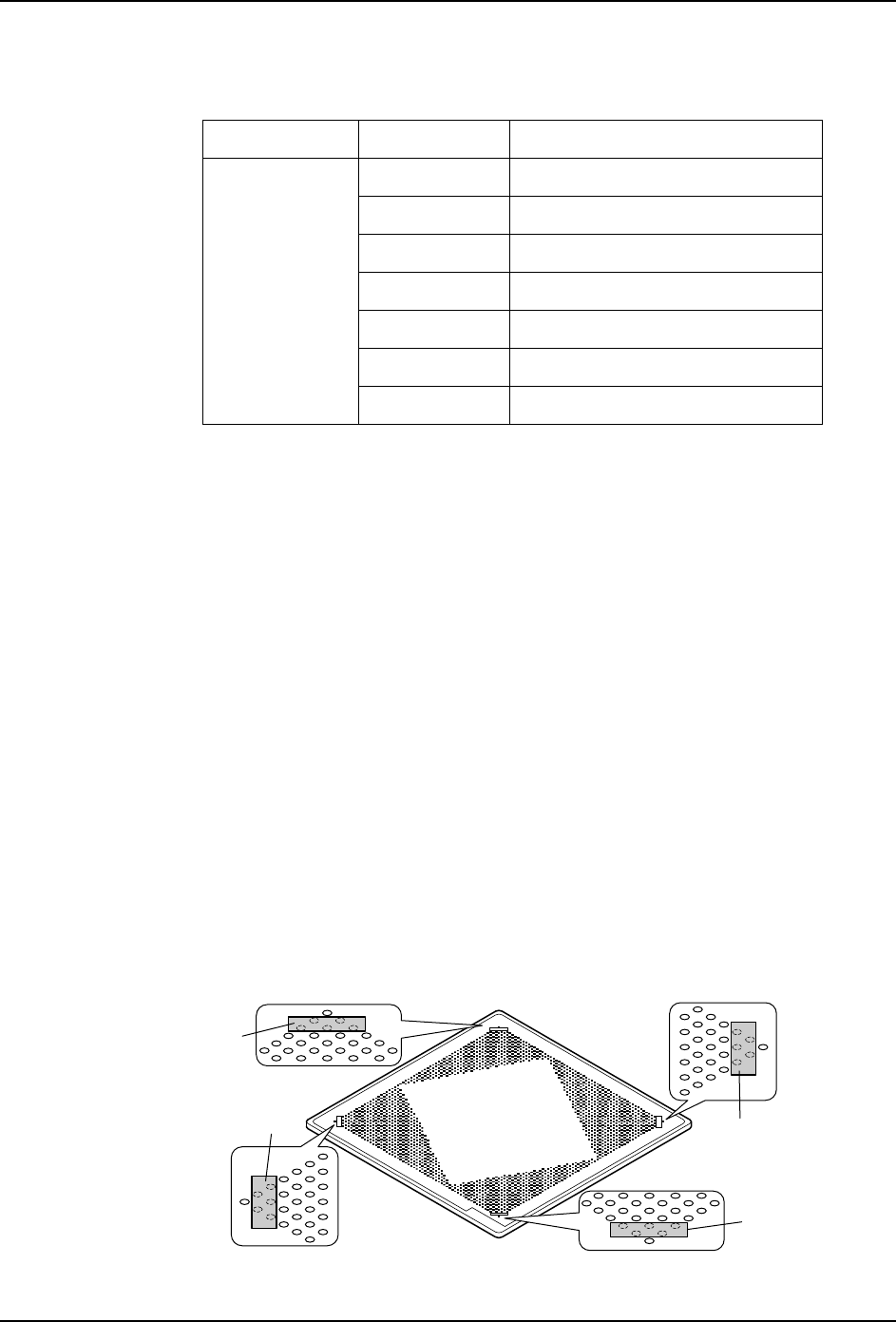
9.1.4 测定的准备
测定 H01,H02,H04,G04 时
1. 请将与 4 角的定位点相邻的 2 列的定位点用粘纸覆盖住。这是为了防止错误读取在 4 角
的定位点。覆盖的粘纸请贴在玻璃电路板的定位点印刷面。
搬运轨道种类 工作头种类 样品 Job
单双搬运轨道 H01 PAM_H01_7mmGlass_Shuffle_S.JOB
H02 PAM_H02_7mmGlass_Shuffle_S.JOB
H04 PAM_H04_7mmGlass_Shuffle_S.JOB
G04 PAM_G04_7mmGlass_Shuffle_S.JOB
OF PAM_OF_7mmGlass_Shuffle_S.JOB
H08 PAM_H08_1005_S.JOB
H12(S), H12HS PAM_H12S_1005_S.JOBB
NXTBAS188Sa
㉬㒌
㉬㒌
㉬㒌
㉬㒌
fPAsb6Qk
fPAsb6Qk
Downloaded at 2012/05/31 17:08 JST by 3MWW3275 DL#fPAsb6Qk