Programming_mail.pdf - 第120页
III- 46 Programming Manual Part III Inspection Algorithm Step12: If solder volume is extremely low, the solder brightness level in pad end area is darker than pad center area. Check Dark solder NG if necessary. The inspe…
III-45
Programming Manual
Part III Inspection Algorithm
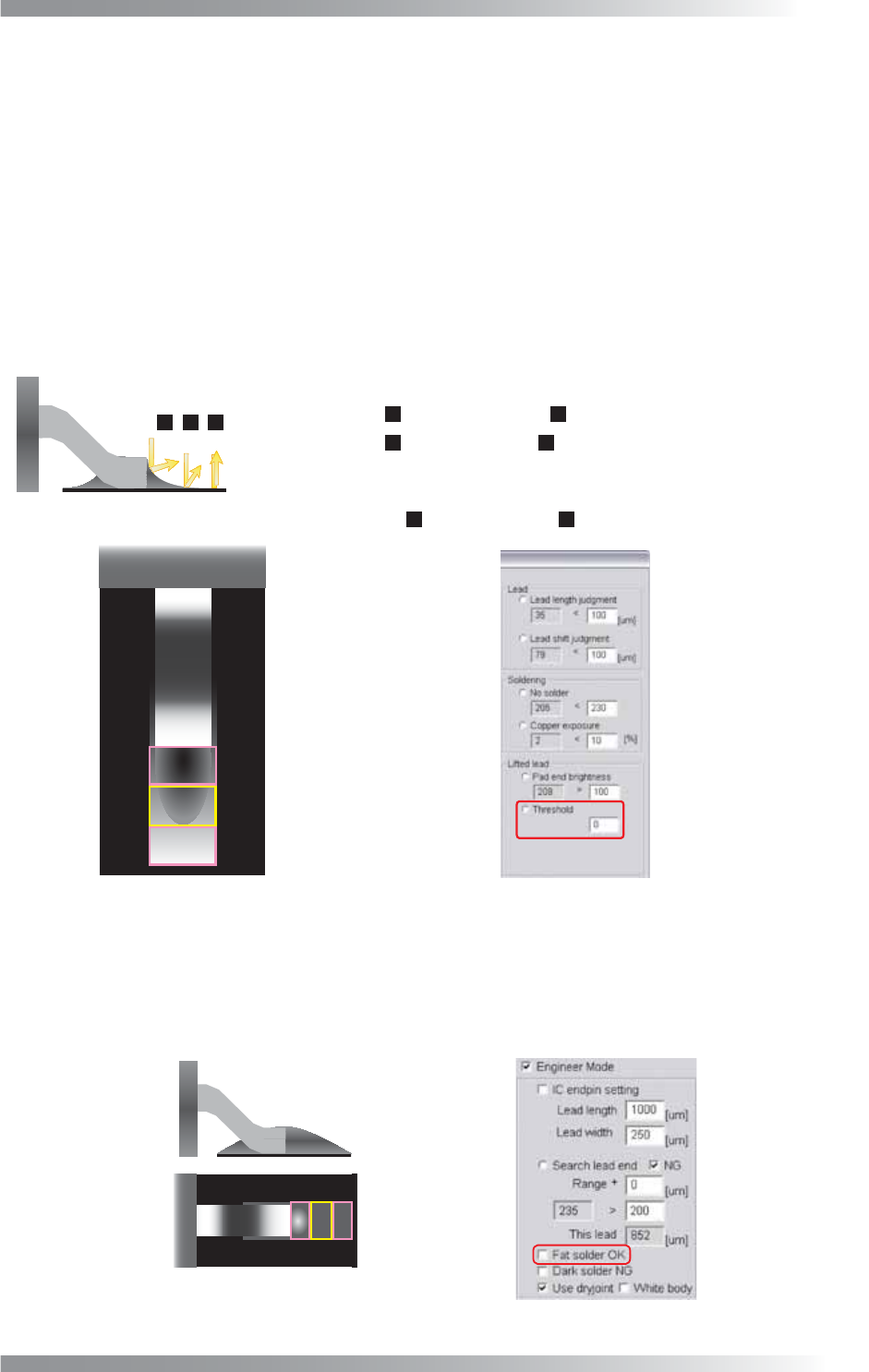
Step10: If the fi rst inspection shown in Step9 is NG, the second inspection will be done. The comparison
brightness level in pad lead, pad center, and pad end area will be shown as sample value. If
solder is in good condition, the brightness level is darker in pad lead area and brighter in pad
end area. This inspection is separated into two steps. The comparison of brightness level, the
brightness level in pad end area minus pad center area and the brightness level in pad
end area minus pad lead area, is shown as sample value in fi rst inspection. If the sample
value is larger than Threshold, the result will be OK (Default is 0). If either the brightness
level in pad end area minus pad center area or the brightness level in pad end area
minus pad lead area is NG, the second inspection, the brightness level in pad center area
minus pad lead area, will be done. If the sample value is larger than Threshold, the result
will be NG. If necessary, change the value according to the solder condition.
㪈
㪉
㪊
Pad Center Area
Pad Lead Area
Pad End Area
Pad End Area( ) - Pad Center Area( ) > Setting Value(Default is 0)
㪊
㪉
Pad End Area( ) - Pad Lead Area( ) > Setting Value(Default is 0)
㪊
㪈
㩿㪈㪀㩷Calculate following equation. If the result will be NG, proceed to (2).
㩿㪉㪀㩷Calculate following equation. If the result will be NG, judged as lifted lead.
Pad Center Area( ) - Pad Lead Area( ) > Setting Value(Default is 0)
㪉
㪈
Figure 1-51 Lifted Lead Inspection 2
Step11: If solder volume is extremely high, the brightness level in pad area is darker. In case to judge
high-volume-solder as OK, check Fat solder OK. If Fat solder OK is checked, the lifted lead
inspection is skipped. Also after copper exposure inspection, If the average brightness level
of pad lead, pad center and pad end area is lower than 100, the result will be OK.
Fat Solder
Figure 1-52 Fat solder OK
III-46
Programming Manual
Part III Inspection Algorithm
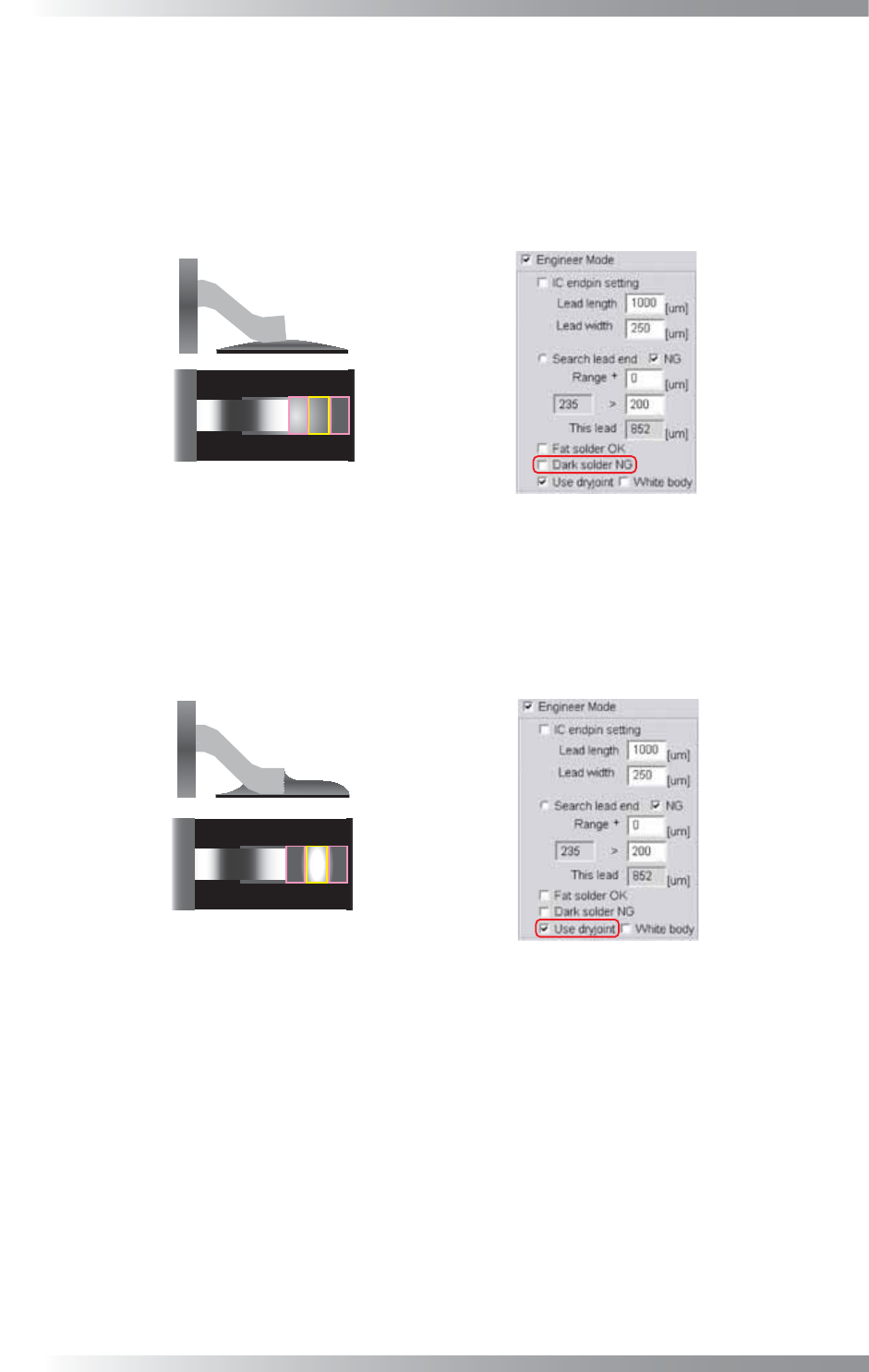
Step12: If solder volume is extremely low, the solder brightness level in pad end area is darker than
pad center area. Check Dark solder NG if necessary. The inspection is done as following
steps, lead shift, lead bend, no solder, copper exposure, and lifted lead. If Dark solder NG
is checked, lifted lead inspection will be changed. After copper exposure inspection, the
average brightness level in pad lead, pad center, and pad end area is calculated. If the
sample value is lower than 100, the result will be NG. In this case, the lifted lead inspection
will be skipped.
Dark Solder
Figure 1-53 Dark solder NG
Step13: In case of dry joint, the brightness level in pad center area is brighter than pad lead and pad
end area. Check Use dryjoint if necessary. If Use dryjoint is checked and either of the
brightness level in pad end area minus pad center area or the brightness level in pad
end area minus pad lead area is failed, the result will be NG. In this case, the third
inspection, the brightness level in pad center area minus pad lead area, is skipped.
Dryjoint
Figure 1-54 Use dryjoint
Step14: Check White body in case the body is brighter than leads (e.g., Connectors).
III-47
Programming Manual
Part III Inspection Algorithm
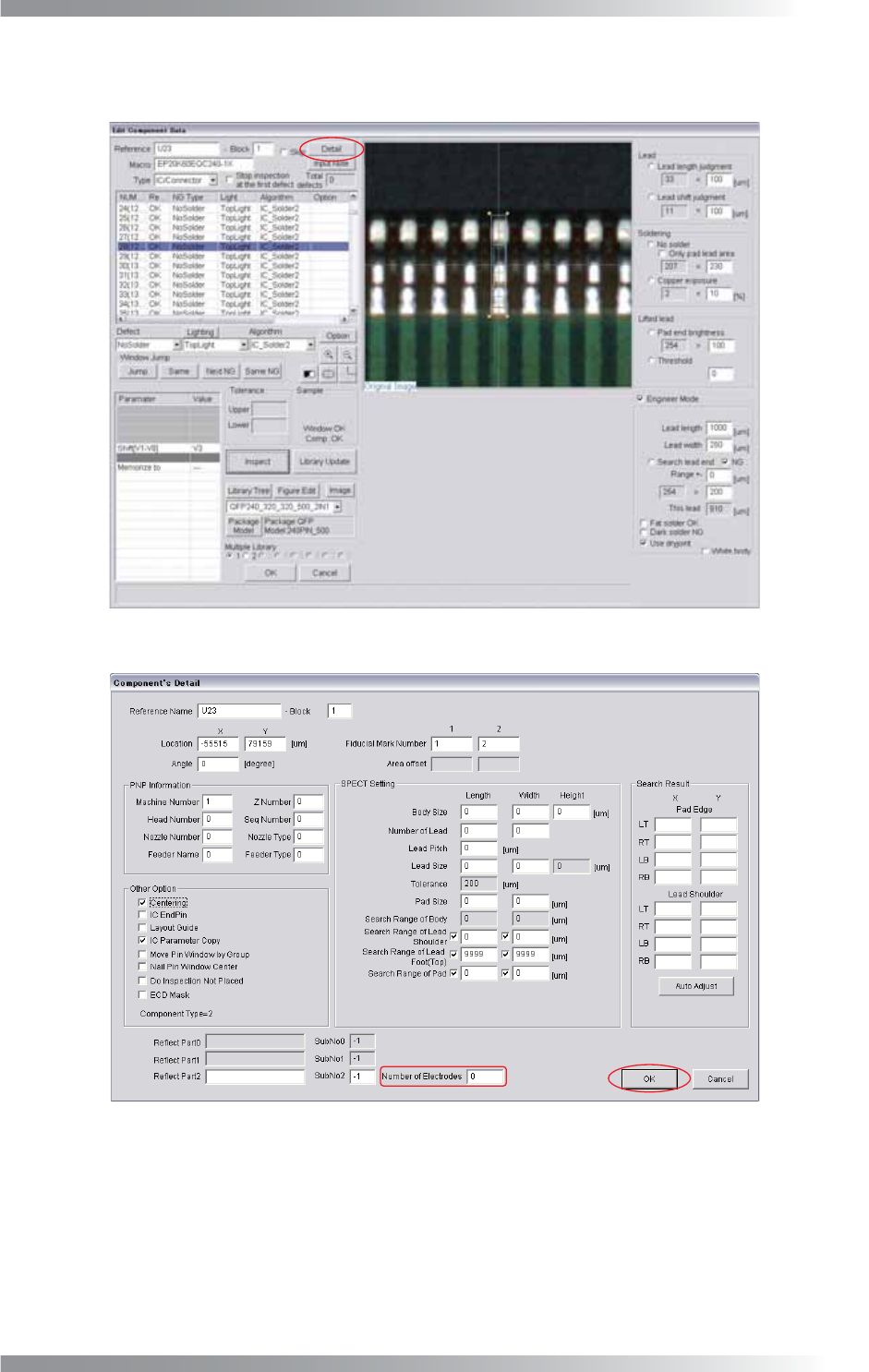
Step15: If changing a number of leads, press Detail shown in Figure 1-55. The dialog shown in
Figure 1-56 appears.
Figure 1-55 Detail
Figure 1-56 Number of Electrodes
Step16: Enter the number of leads in Number of Electrodes and press OK.
Step17: Enter the appropriate vector into the Shift fi eld. Any value from V1 to V8 is available.
Select the vector according to the Memorize to fi eld of the Adjust window.
Step18: Press Inspect. Make sure that the inspection is completed properly.