SM482PLUS_Admin(Eng_Ver2.8).pdf - 第317页
10-13 Optimization tray Z may have influenc e on the determination o f the work sequence. Therefore, in order to increase the work effi ciency and to get the exac t estimate of the working time, the value as close as pos…
10-12
Multi-Functional Placer SM482(L) PLUS Administrator’s Guide
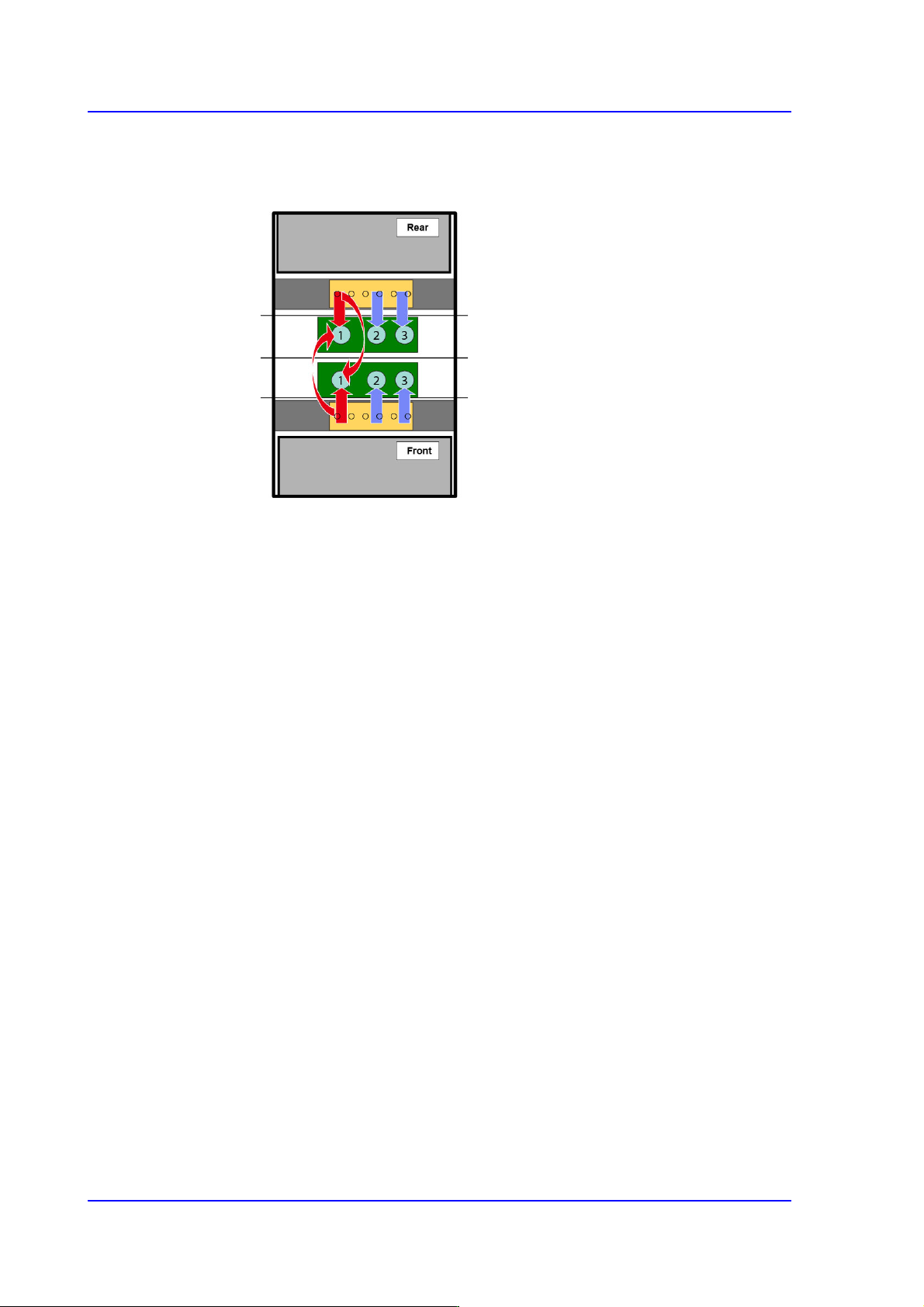
significantly large and the number of placement points allocated to the parts (?
and ?) are small, the front and rear gantry place the part ? in the join mode,
placing the remaining parts (? and ?) in the twin mode.
1: The part to which the largest number of placement points are allocated
<Tape-Tray Mixed Cycle> check box
Allows part placement to be performed for the parts to be fed to the tape feeder
while replacing the part in the tray feeder.
<Pallet Sequence> check box
Optimizes the tray pallet pick-up sequence when executing the optimizer.
<First Placing Group: Height<= > check box
Used for installing the parts with lower height than the height input in the right
side edit box. Upon selection of this check box, the edit box is activated. Input the
height of the part here.
<Last Placing Group: Height>= > check box
Used for installing the parts with upper height than the height input in the right
side edit box. Upon selection of this check box, the edit box is activated. Input the
height of the part here.
<Improve Balance(Uncheck=5:5)> check box
Used to adjust the pickup and placement load of the front and rear gantries.
If this check box is selected, the gantry corresponding to the work station at which
a PCB is loaded picks and places more parts than other gantries.
If this check box is not selected, the front and rear gantries perform the same level
of pickup and placement of parts.
<Time(sec)> edit box group
This group inputs the time for executing each movement in the equipment. It is used to
calculate the working time at the optimizer. In addition, the values of the tray Y and

10-13
Optimization
tray Z may have influence on the determination of the work sequence.
Therefore, in order to increase the work efficiency and to get the exact estimate of the
working time, the value as close as possible to the actual value shall be inputted.
Conveyor: Time (second) taken until the PCB is fixed by the backup table since
being transferred to the workstation.
Tray Z: Time required for the multi-tray feeder to move in the Z direction (sec)
Tray Z: Time required for the multi-tray feeder to move in the Z direction (sec)
Shuttle : Time required for the pad of the shuttle tray to complete one cycle (sec)
10-14
Multi-Functional Placer SM482(L) PLUS Administrator’s Guide
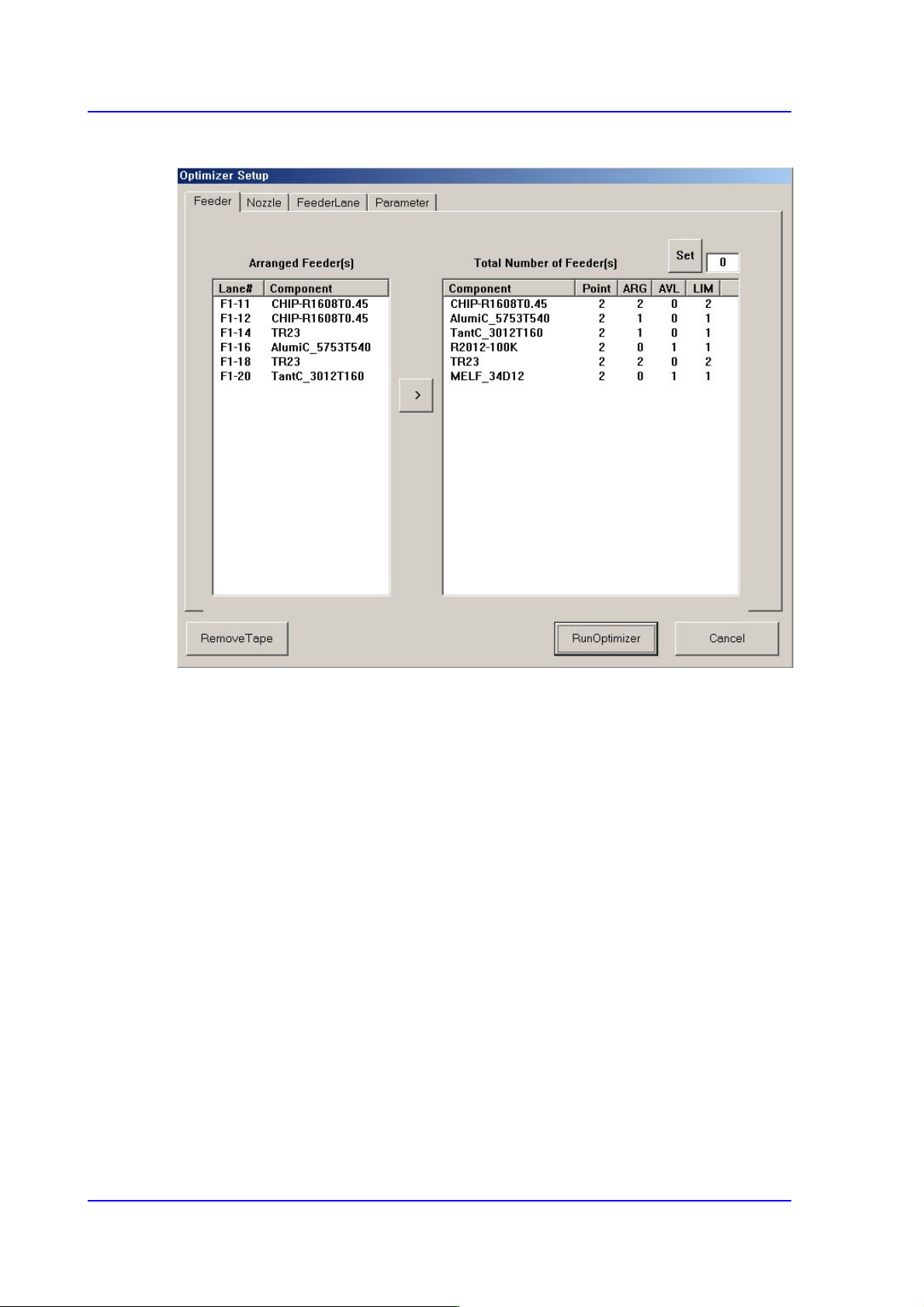
10.5. Run Optimizer
<Remove Tape> button
Click on the <Remove Tape> button to disregard all the feeders already arranged and
to newly arrange all tape feeders. When this button is clicked on, all the tape feeders
already arranged are removed.
<Run Optimizer> button
Saves the set options and executes Optimizer. To obtain an efficient result, empty all
lanes by pressing the <Remove Tape> button and execute Optimizer.
<Cancel> button
Closes the Optimizer Setup window without saving the currently set Optimizer
Options.