SM482PLUS_Admin(Eng_Ver2.8).pdf - 第399页
14-27 Machine Calibration <FIND LIMIT ALL AXIS> button Automatically finds and reflects the home positions of all axes. <Home Info.> group If the mirror axis is selected, the <Home Offset > edit box…
14-26
Multi-Functional Placer SM482(L) PLUS Administrator’s Guide
H1F-R3: Theta axis (H3, H4) of the front gantry
H1F-R5: Theta axis (H5, H6) of the front gantry
ST1F-W: Width control motor of the front work station(F2)
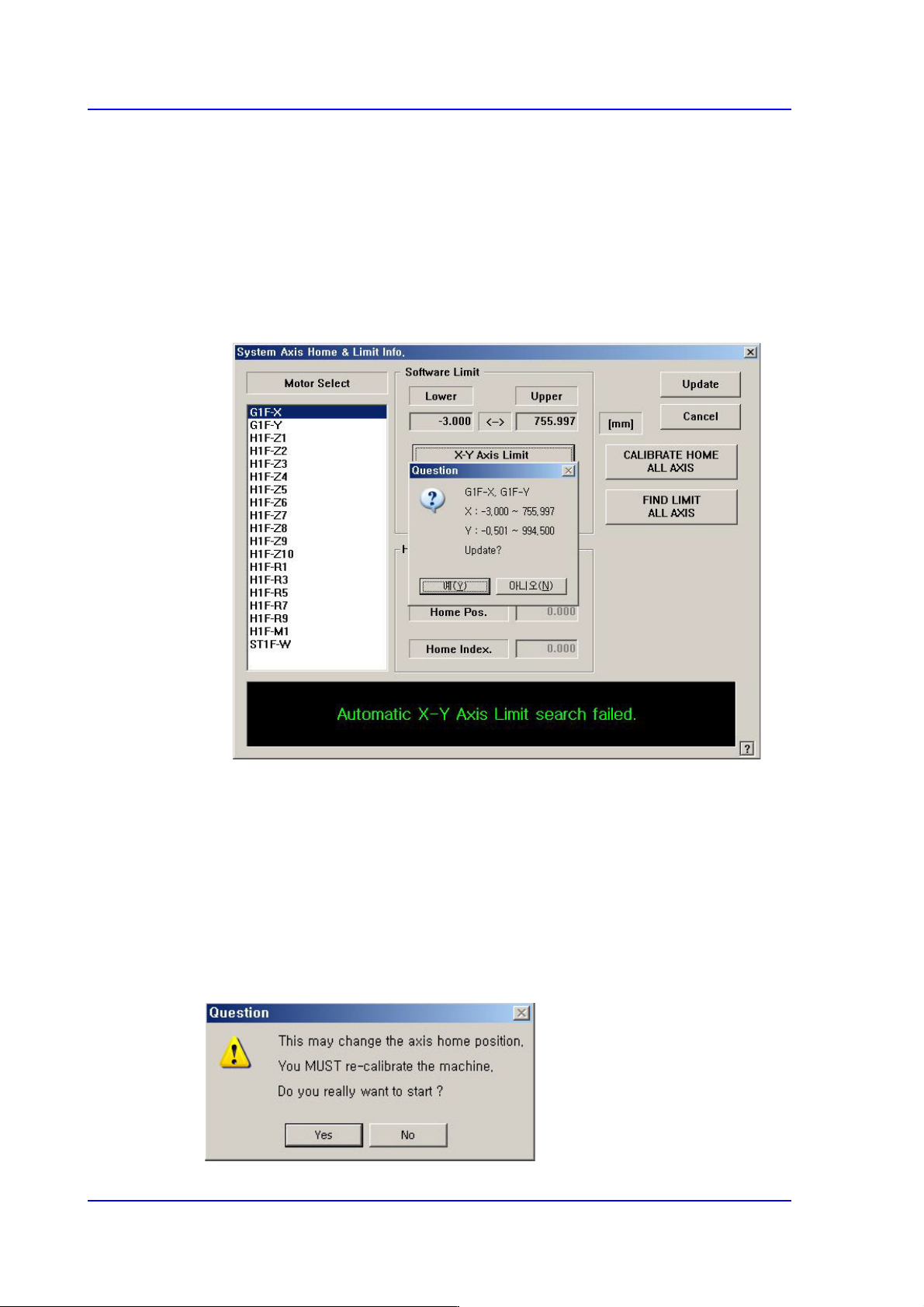
<Software Limit> group
<X-Y Axis Limit Automatic Searching…> button
Finds the limit of the X and Y axes automatically and checks whether to apply the
changed value.
<Skew Compensation> button
Activated when selecting the Y axis. It is used to perform the skew compensation. For
further details, refer to “12.3.2 Skew compensation”.
<Calibrate Home> button
Automatically finds and reflects the home position of the motor selected from the
<Motor Select> list box.
<CALIBRATE HOME ALL AXIS> button
Automatically finds and reflects the home positions of all axes.
14-27
Machine Calibration
<FIND LIMIT ALL AXIS> button
Automatically finds and reflects the home positions of all axes.
<Home Info.> group
If the mirror axis is selected, the <Home Offset> edit box will be enabled. It is used to
perform calibration for the mirror axis.
<Head Z HomeSensor> Group
Sets whether there is a Z-axis home sensor for the head or not.
<Update> button
Transmits the set data to the machine and closes the dialog box.
<Close> button
Ignores the set data and closes the dialog box.
Caution If calibration is done again, the machine might not operate
properly unless the items related to the equipment position,
such as pick up position, ANC, placement origin are taught
again as the home position is changed.
After calibration, be sure to teach the items related to
position again.
14.3.1.1. Procedure
Axis Home Calibration method is as follows.
1. Click the <CALIBRATE HOME ALL AXIS> button.
(Proceed in the following order: Head Homing → Gantry Homing → Conveyor)
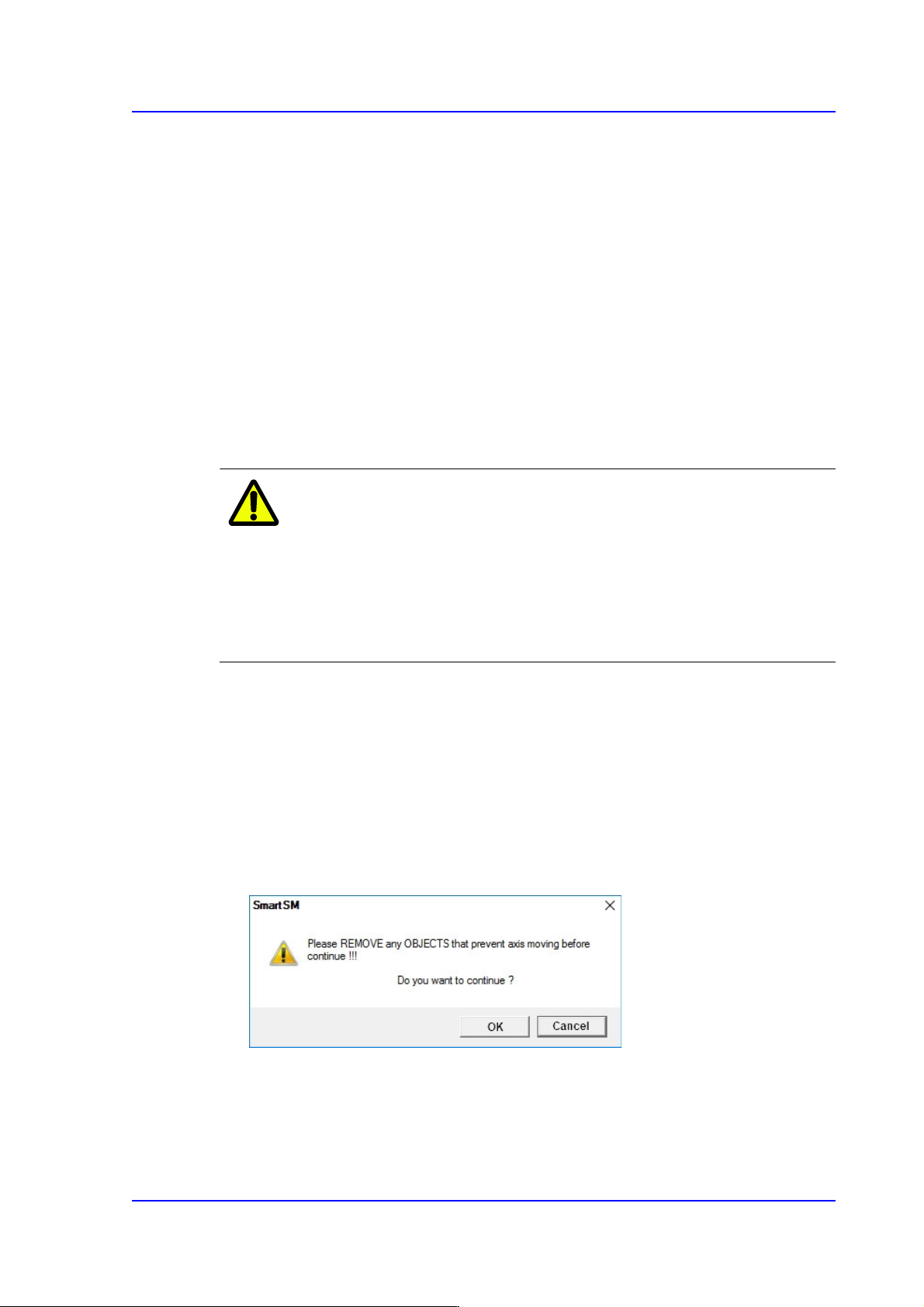
2. After confirming that there is no object inside the machine or on the conveyor, click
the <OK> button.
14-28
Multi-Functional Placer SM482(L) PLUS Administrator’s Guide
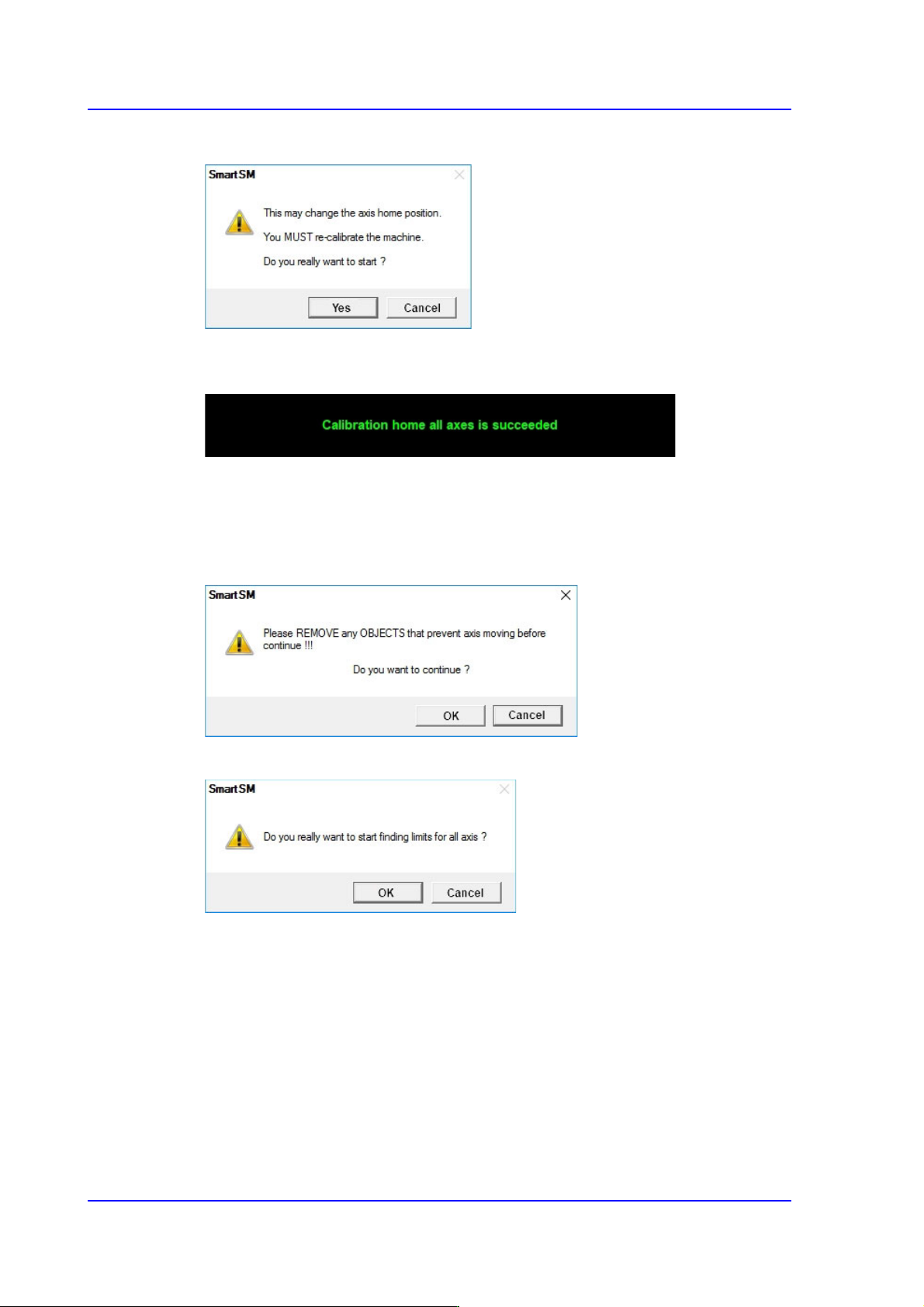
3. Click the <Yes> button.
If the calibration procedure is completed properly, the result as shown in the following
figure is displayed.
4. Click the <Find Limit All Axis> button.
(Proceed in the following order: Head Z → Gantry Limit → Conveyor)
5. After confirming that there is no object inside the machine or on the conveyor, click
the <OK> button.
6. Click the <Yes> button.
7. Measures the limit value for each axis. Click the < Yes(Y) > button.
8. Click the <Update> button.