RS-1使用說明書.pdf - 第1012页
第 2 部 功能 详解篇 第 12 章 选项 组件 12 - 129 生产 生产动作 在 [ 使用单元 ]-[ H ead ] 页面上将「手 动吸嘴」功能设 定为使用,则无法 由手动吸嘴以外吸嘴的生 产程 序进行生产。 在开始生产之前,请 在机器设置进行吸 嘴配置。 生产辅助 12 - 16 -9-2- 1 支援准备 在 [ 使用单元 ]-[ H ead ] 页面上将「手 动吸嘴」功能设 定为使用,支援吸 嘴设置画面如下所示。显 示出 …
第 2 部 功能详解篇 第 12 章 选项组件
12-128
程序编辑
元件数据
在[使用单元]-[Head] 页面上将「手动吸嘴」功能设定为使用,则元件数据选择的吸嘴的默认值设为
手动吸嘴。
测定・检查
请在开始实施单独、连续检测、速度确认等操作之前,事先手动安装吸嘴。
示教
请在开始所使用 Head 的示教之前,事先手动安装吸嘴。
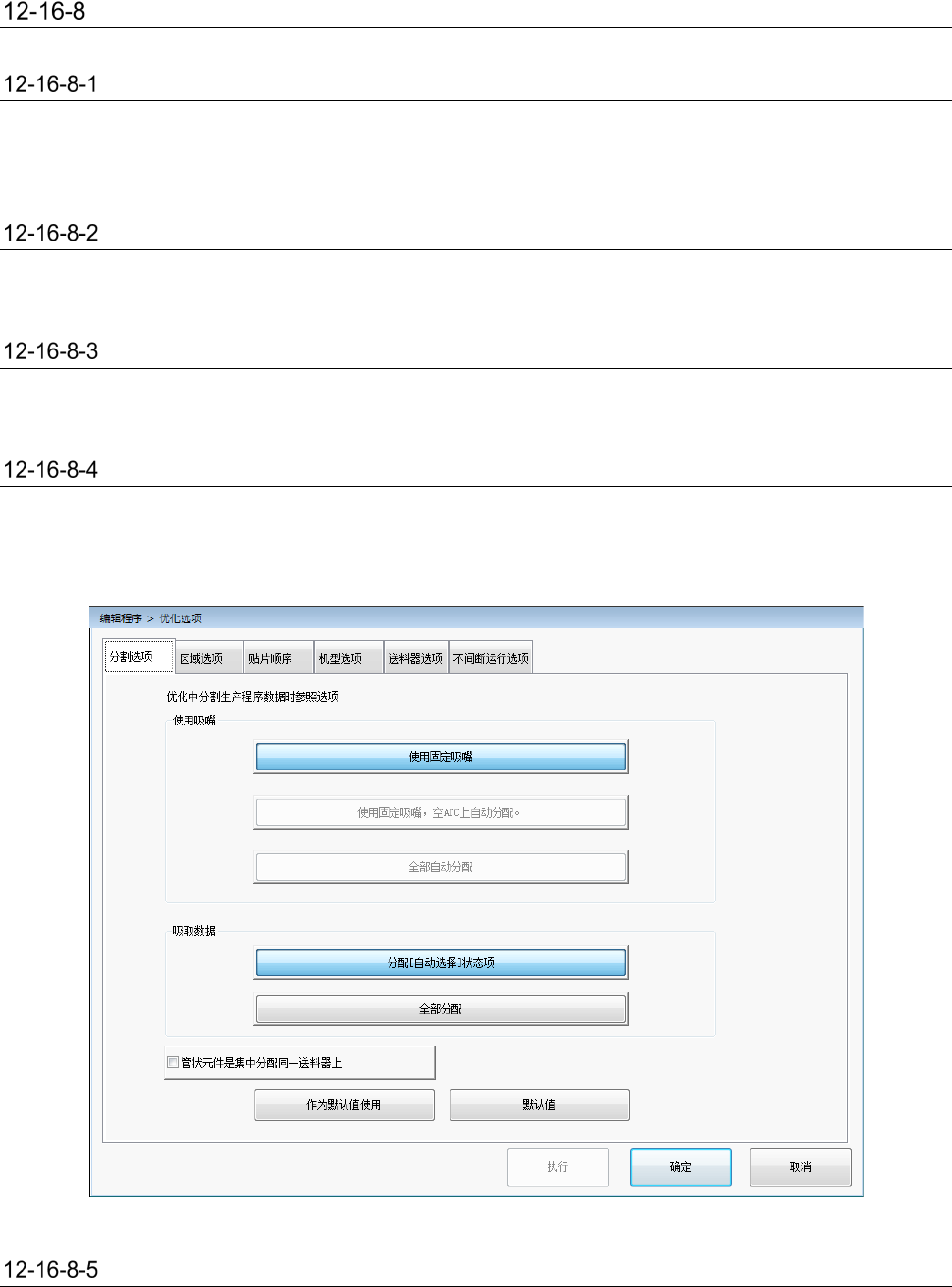
优化选项
在[使用单元]-[Head] 页面上将「手动吸嘴」功能设定为使用,则[优化选项]-[分割选项]-[使用
吸嘴]仅可以选择[使用固定吸嘴]。不能通过优化进行自动配置。
吸嘴布局
在[使用单元]-[Head] 页面上将「手动吸嘴」功能设定为使用,则不显示吸嘴布局。
第 2 部 功能详解篇 第 12 章 选项组件
12-129
生产
生产动作
在[使用单元]-[Head] 页面上将「手动吸嘴」功能设定为使用,则无法由手动吸嘴以外吸嘴的生产程
序进行生产。
在开始生产之前,请在机器设置进行吸嘴配置。
生产辅助
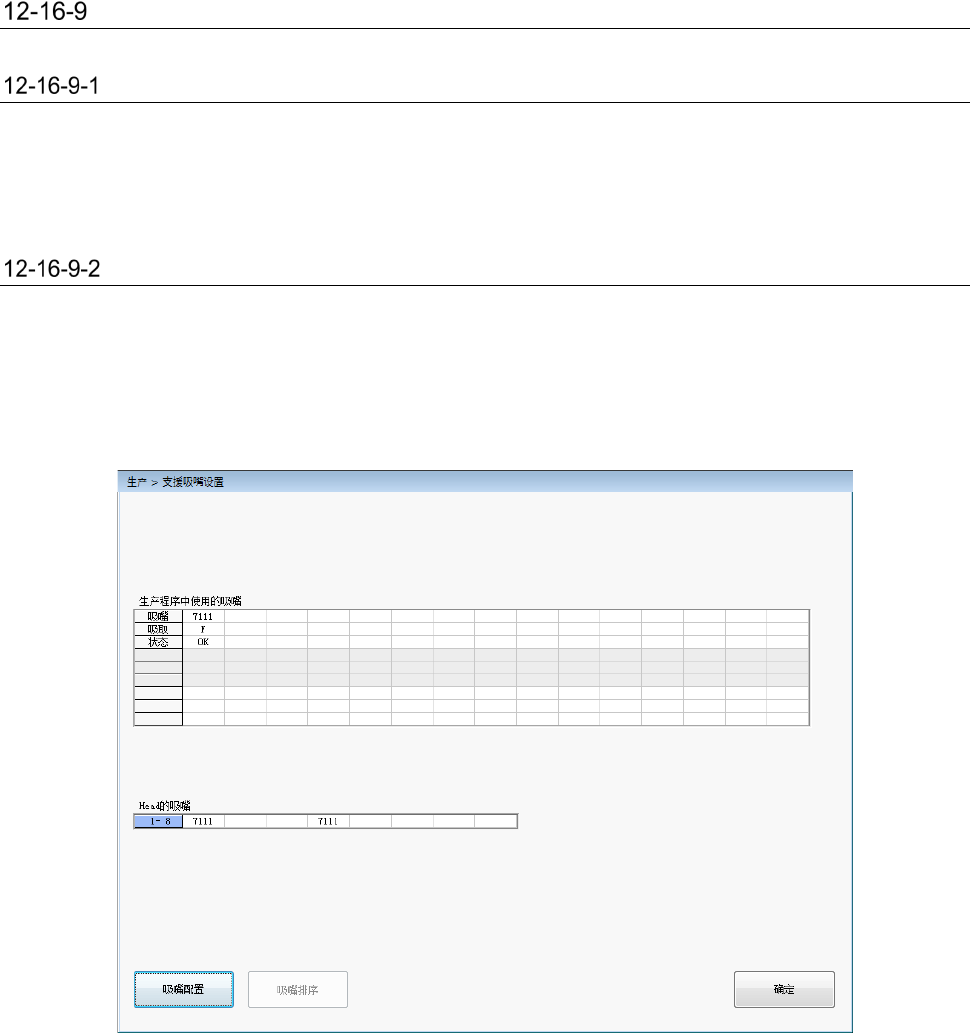
12-16-9-2-1 支援准备
在[使用单元]-[Head] 页面上将「手动吸嘴」功能设定为使用,支援吸嘴设置画面如下所示。显示出
生产程序的吸嘴配置和实际贴片头上的吸嘴配置。存在差异时显示为红色。
12-16-9-2-2 通用图形元件方向检查
在开始通用图形元件方向检查之前,请事先实施吸嘴的手动安装。
12-16-9-2-3
激光高度检查
在开始激光高度检查之前,请事先实施吸嘴的手动安装。
第 2 部 功能详解篇 第 12 章 选项组件
12-130
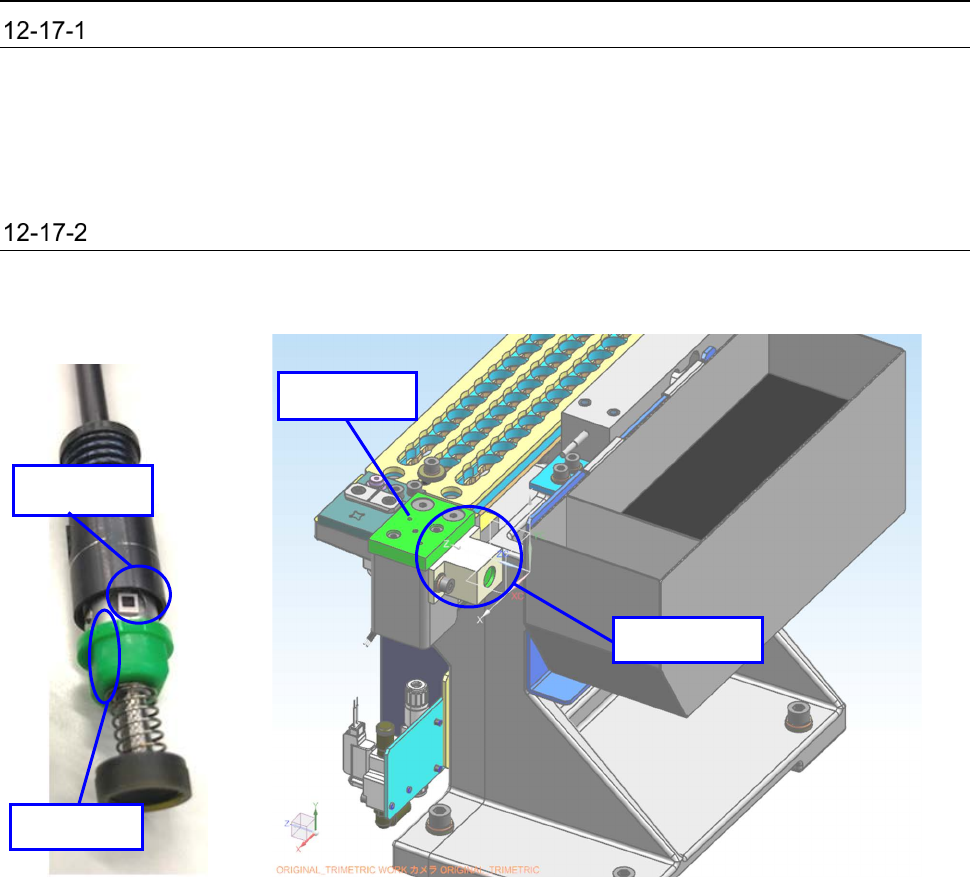
12-17 吸嘴个体管理系统(RFID)
功能概要
机器进行吸嘴配置时,通过天线识别吸嘴侧面上粘接的 RFID 标签,取得吸嘴的 RFID(个体管理 ID),
使之与吸嘴运行信息相关联,从而进行吸嘴的个体管理。
该功能是针对有 RFID 的吸嘴,连续收集和积累总吸取数、总贴片数、吸取报错次数等吸嘴运行信息,
实现在生产支援系统(JaNets)或生产管理系统(IFS-NX)中汇总信息的目的。
设备构成
由 CAL 块侧面安装的天线读取吸嘴上粘贴的 RFID 标签。
※ 各交货地的吸嘴 RFID 阅读器(选购项)的无线通信规格不同。
因为会违反各国的无线电法,所以请绝对不要用于确定交货地以外的地方。
RS-1R 的吸嘴 RFID 阅读器,设定了以下的交货地。
・40214759 NOZZLE RFID READER_ASM_日本(面向日本国内)
・40218744 NOZZLE RFID READER_ASM_中国(面向中国国内)
・40218745 NOZZLE RFID READER_ASM_美国(面向美国国内)
・40218746 NOZZLE RFID READER_ASM_欧洲(面向 EU 圏内)
※ 吸嘴 RFID 阅读器(OP)未设置为工厂出库选项。是全部都设置时才有的选项。
※ 在 ATC 安装吸嘴时,标准吸嘴标签可以设为朝左或者朝右,但为了缩短读取标签的时间,请设
为从机器的前侧看吸嘴的标签朝左。
大型吸嘴标签可以设为朝前或者朝后,但为了缩短读取标签的时间,请设为从机器的前侧看时吸
嘴的标签朝前。
RFID
天线
CAL
块
RFID 标签
D
切面