RS-1使用說明書.pdf - 第249页
第 1 部 基本篇 第 2 章 生产 2- 138 2- 14 - 2 继续返回原点 在可以进行继续返回 原点的状态下,按 〈 ST ART 〉开关,即显示带有 [ 伺服锁 ] 按钮的画面。 要显示继续返回原点 画面, 前提是 必须先完成一 次全轴返回原点 。 ◇ 出现切断伺服电源的 异步事项时能否进 行继续返回原 点列表如下。 No. 异步事项 继续返回原点 1 主机异常停止 ○ 2 供料器悬浮瞬间停止 ○ 3 各轴限位传感器检测 ○…
第 1 部 基本篇 第 2 章 生产
2-137
2-14 生产时的各项处理
2-14-1 ZA 轴 3mm 高度的动作条件
以下所示是 ZA 轴在 3mm 高度动作的条件。要使 ZA 轴在 3mm 高度动作时必须全部满足以下条件。
No.
条件
1
机器设置的「生产开始时贴装头高度」为
1mm
以下
2
本机贴装元件的「元件高度
+
吸取深度」的最大值为
1mm
以下
3
本机贴装元件的对角长度最大值为
86mm
不到
4
吸取高度的最大值为
1mm
以下
5
本机贴装元件的最大元件高度
+
基板高度
(
仅限基板高度为正时
)
为
1mm
以下
6
本机贴装元件的「元件高度-贴片深度补偿
(
仅限深度补偿为负
时
)
」
1mm
以下
7
未测定贴片基板面高度
8
生产程序中开始时生产贴装头高度为
1mm
以下
9
未安装
RF/EF
台架、
MTC
、
MTS
10
RF
台架上仅有「
RF
类型的供料器」
※ 前侧和后侧要分别判断是否能以 ZA 轴 3mm 高度动作。
如果前侧供给可以是 3mm,而后侧供给不可以是 3mm,则仅在前侧供给时 ZA 轴以 3mm 高度动
作。
◆ ZA 轴高度的动作因传送缓冲数而不同。
1)3 缓冲模式下,「 3 缓冲对应基板尺寸的 ZA 轴动作」为无效时,ZA 轴高度根据全部贴片点中最高
的高度动作。
2)3 缓冲模式下,「3 缓冲对应基板尺寸的 ZA 轴动作」为有效时
※
,ZA 轴高度根据已贴片点中最高
的高度动作。
3)1 缓冲模式下,ZA 轴高度根据已贴片点中最高的高度动作。
※基板尺寸不同动作不同,具体情况请参照「12-6-4 3 缓冲对应基板尺寸的 ZA 轴动作」。
注意
如上述的值被错误设置时,有发生贴装头干渉的可能。
请一定要输入正确的设置值。
第 1 部 基本篇 第 2 章 生产
2-138
2-14-2 继续返回原点
在可以进行继续返回原点的状态下,按〈START〉开关,即显示带有[伺服锁]按钮的画面。
要显示继续返回原点画面,前提是必须先完成一次全轴返回原点。
◇ 出现切断伺服电源的异步事项时能否进行继续返回原点列表如下。
No.
异步事项
继续返回原点
1
主机异常停止
○
2
供料器悬浮瞬间停止
○
3
各轴限位传感器检测
○
4
各轴报警
○
5
基准领域传感器检测
○
6
POWER OFF(CE
机
)
○
◆ 发生下述情况时,不能进行继续返回原点。
1) 全轴返回原点未完成时
2) 已执行了继续返回原点,但未完成时
第 1 部 基本篇 第 2 章 生产
2-139
2-14-3 继续生产
2-14-3-1 概要
生产异常终止(发生异步事项、生产异常终止)时,可按照以下步骤进行继续生产。
「继续生产」是指:只要进行了一个元件的吸取、贴片动作,之后再进行的生产称为「继续生产」。
如果尚未进行元件的吸取、贴片动作的,则不是「继续生产」而是「新建生产」。
生产开始时,若传送通道上有基板,需要选择搬出(Eject)基板,还是重新固定(重夹)基板开始生
产。这称为「不传送基板的生产」。
・ 在刚读入生产程序后的状态下,或在结束一次生产画面的状态下,如果按「不传送基板的生产」
重新开始生产时,由于对生产中断时传送通路的状态不明确,有可能造成缺件或误贴片。
・ 在「不传送基板的生产」中重夹时,如果基板过重,重夹可能失败。
(基板尺寸过大或上面已经贴装了大量元件时)
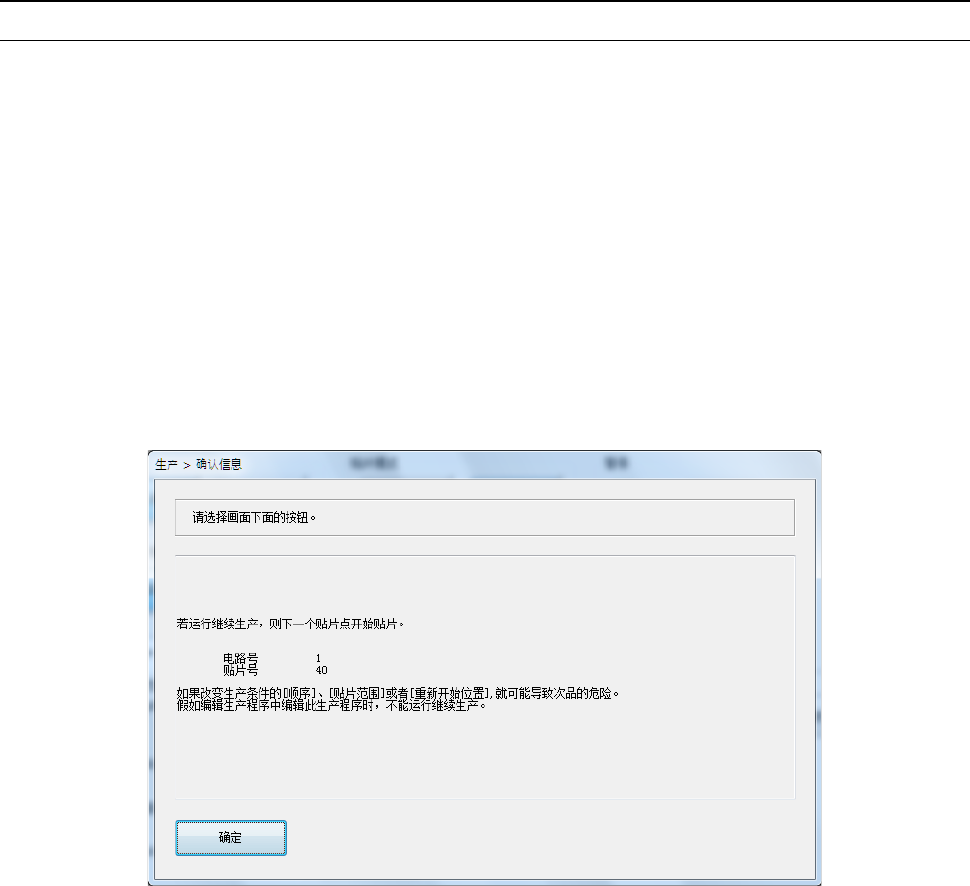
生产异常终止时,会显示询问生产重新开始位置的提示信息。
此提示信息显示的是未贴片状态下的下一个贴片的开始位置。
在这里点击[确定],则回到生产条件画面。
下一次生产开始时,会显示询问是否从作为继续生产数据的记录位置重新开始生产的确认提示信息。
同时对生产开始前处理进行确认。
但是,在异常终止后,在下一次生产开始前编辑生产程序时,则不会出现确认提示信息而直接进入正
常生产。(进行了基板 ID、贴片点的增加或删除、变更了贴片点的元件时)