RS-1使用說明書.pdf - 第374页
第 1 部 基本篇 第 4 章 制作生产 程序 4- 34 3) “ 选项 ” 组 ① 不使用 ・ 使用 选择是否使用选项中 设定的内容。 [ 不使用 ] 不使用选项中设定的 内容时,请选择此 项。 将按照主机端的设定 内容动作。 [ 使用 ] 使用选项中设定的内 容时,请选择此项 。 ② WAIT 传感器缺口基板对 应功能 勾选后, WAIT 传感器缺口基板对 应功能生效。 如去除勾选,功能变 为无效。 4) “其他”组 ① 长尺寸基…
第 1 部 基本篇 第4 章 制作生产程序
4-33
③ 设置传感器延迟时间
选择是使各传送传感器的延迟时间都一致、还是要进行个别设置。
[标准] 要使各传送传感器的延迟时间一致时,请选择此项。
[选项] 要个别设置各传送传感器的延迟时间时,请选择此项。
选择“标准”时,下侧的「标准」传感器延迟有效,
选择“选项”时,在「选项」中设置的各传感器延迟时间有效。
④ 标准
在“设置传感器延迟时间”中选择“标准”时,要设置延迟时间或长度。
可设置的值为 0~2500(ms)、 0~1000(mm)。
⑤ 选项
在“设置传感器延迟时间”中选择“选项”时,要分别设置 IN 传感器、WAIT 传感器、STOP 传感器、
C-OUT 传感器、OUT 传感器的延迟时间或长度。
可设置的值为 0~2500(ms)、 0~1000(mm)。
⑥ 准备进入信号延迟时间
通常 Ready IN 信号(从后工序输入的接受基板搬出信号)为 ON 时,将不停止基板,而向下一
个工序送出。
但若设置了此项延迟时间后,当 OUT 传感器检测出有基板时,则会先暂停传送,在经过指定的
时间后 Ready IN 信号为 ON,并且马达再次旋转时,才进行基板的搬出。
此项设置对传送速度不相同的机器间的基板交接有效。
此时间是从 OUT 传感器为 ON 后开始计算的时间。
⑦ 再固定时惣略停止传感器
在此设定的是,当供料器浮起等生产故障结束后重新开始生产时,不去除基板就重新夹紧时的滞
后时间或长度。
可设置的值为 0~5000(ms
)、0~200(mm)。
2) “传送马达速度控制”组
① 不使用/使用
选择是否使用传送马达速度控制中设置的内容。
[不使用]
不使用传送马达速度控制中设置的内容时,请选择此项。
按主机端设置的内容运行。
[使用] 使用在传送马达速度控制中设置的内容时,请选择此项。
② 传送中
设置将基板搬入传送到中央缓冲区时的传送速度。
③ 前工序搬入时
对从前工序拉入基板、直至中转完成(IN 传感器变为 OFF)的速度进行设定。
④ 后工序搬出时
对完成贴片后基板向下一个工序传出时的传送速度进行设置。

第 1 部 基本篇 第4 章 制作生产程序
4-34
3) “选项”组
① 不使用・使用
选择是否使用选项中设定的内容。
[不使用]
不使用选项中设定的内容时,请选择此项。
将按照主机端的设定内容动作。
[使用] 使用选项中设定的内容时,请选择此项。
② WAIT 传感器缺口基板对应功能
勾选后,WAIT 传感器缺口基板对应功能生效。
如去除勾选,功能变为无效。
4) “其他”组
① 长尺寸基板的分割位置
实施 2 阶段夹紧时,输入分割贴片区域的 X 方向尺寸。输入从基板布局端点开始的
X 方向长度。非 2 阶段夹紧的基板尺寸时,将忽视设定。
第 1 部 基本篇 第4 章 制作生产程序
4-35
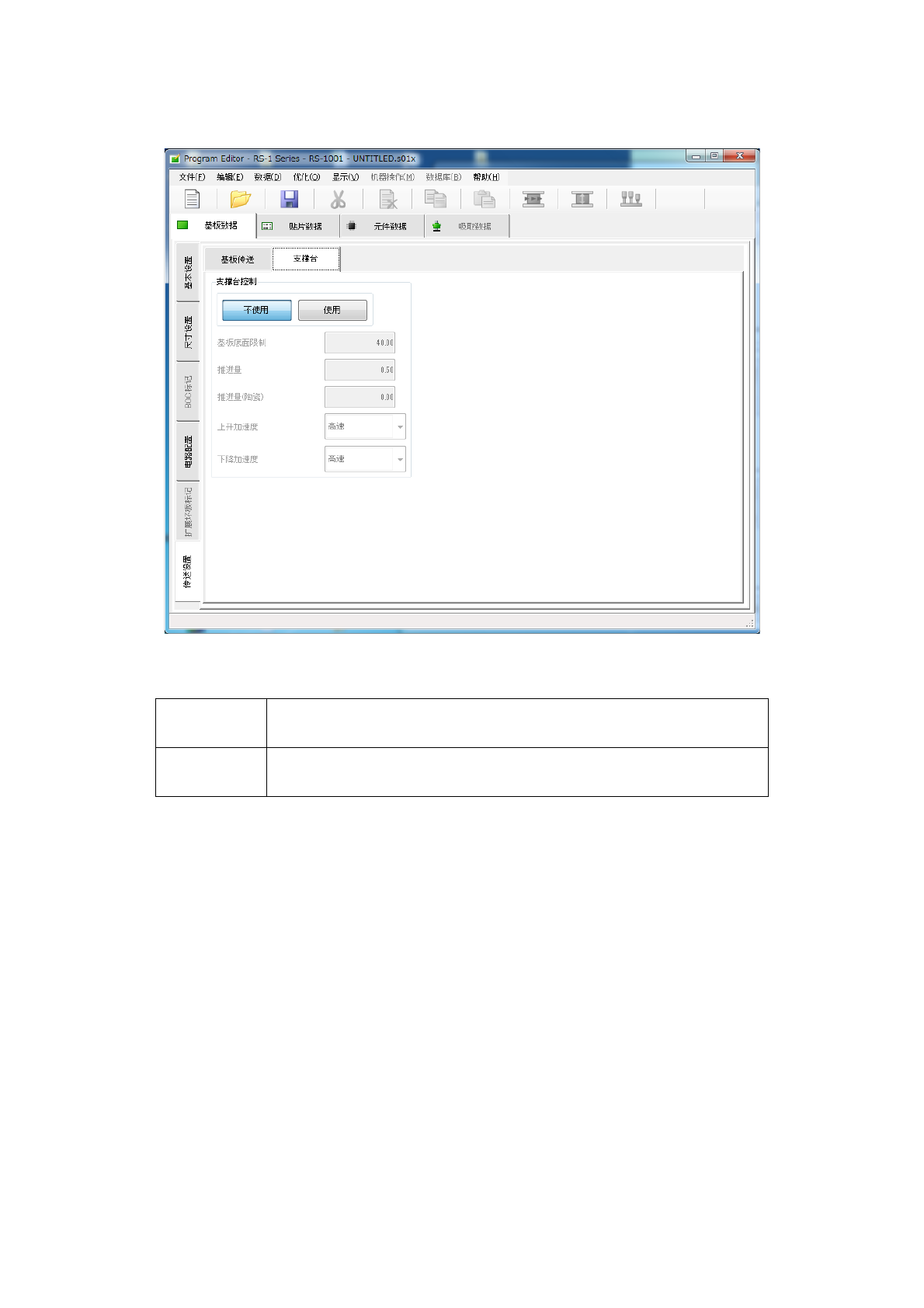
(2) 支撑台画面
在选择「传送设置」选项卡的状态下,选择「支撑台」选项卡时,会显示如下画面。
1) 不使用/使用
选择是否使用支撑台控制中设置的内容。
[不使用]
不使用支撑台控制中设置的内容时,请选择此项。
按主机端设置的内容运行。
[使用] 要使用支撑台控制中设置的内容时,请选择此项。
2) 基板底面限制
设置支撑台的基板下降限制值。
可设置的值为 5.0~40.0(mm)。
3) 推进量
4) 推进量(陶瓷)
输入支撑台上升时的偏移值。
支撑销将按照设置的值向上方向推顶基板。
可设置的值为 0.0~5.0(mm)。
5) 上升加速度
设置支撑台上升时的加速度。
6) 下降加速度
设置支撑台下降时的加速度。