RS-1使用說明書.pdf - 第397页
第 1 部 基本篇 第 4 章 制作生产 程序 4- 57 3) 托盘的输入方法 ① 首元件位置 托盘元件的首元件中 心位置尺寸 (X 、 Y) : 输入托盘外形起的尺寸 。 ② 间距 输入元件的间距 ( 间距 X 、间距 Y) 。 ③ 元件数目 输入横向、纵向的元 件数 (Xn 、 Yn ) 。 吸取数据 / 供应 位置 确 定后 ,吸取 数据 里 即可 显示出 托盘的 3 处坐标。 ( X 1 ,Y 1 ~ X 3 ,Y 3 ) 首…
第 1 部 基本篇 第4 章 制作生产程序
4-56
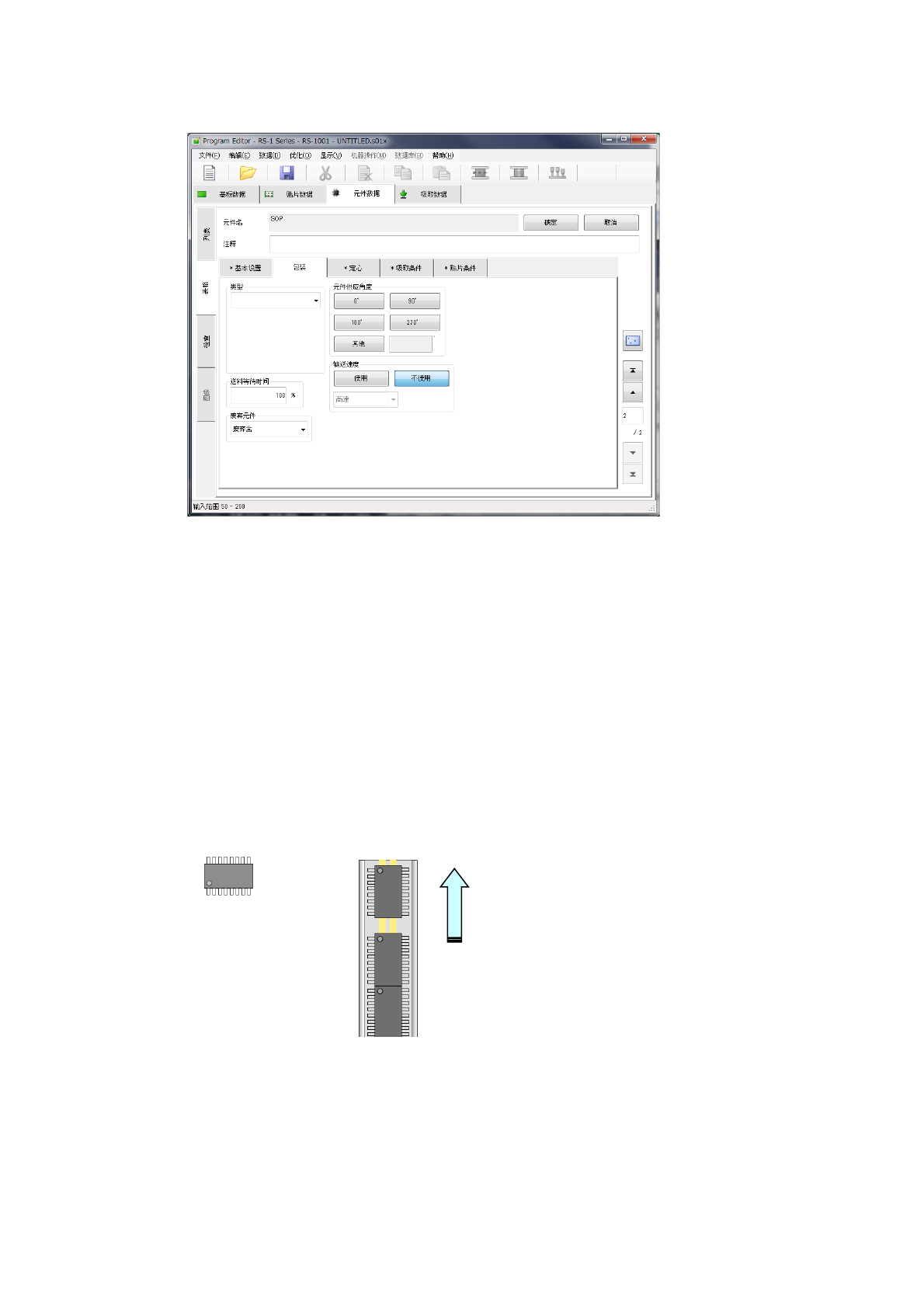
2) 料管的输入方法
① 类型
选择料管类型。
② 供料等待时间
相对于吸取元件后到可以吸取下一个元件的等待时间(各类型的设定值),按照实际等待时间所
占百分比进行设定。
初始值为 100%。
③ 元件供给角度
输入料管供料器上的元件包装相对于 JUKI 元件供给角度 0°倾斜的值。
具体内容请参照 4-3-5-2 (2) 包装 1) 编带的输入方法 的「※JUKI 的元件供应角度定义」。
选择其他时,请在编辑区域输入角度。(0°~ 359.9875°)
④ 废弃元件
设定在定心识别错误,或者在引脚上浮检查发生错误时的元件废弃方法。
具体内容请参照 4-3-5-2 (2) 包装 (1) 编带的输入方法 的「元件废弃」。
传送方向
定义角度 0°
供给角度 270°
第 1 部 基本篇 第4 章 制作生产程序
4-57
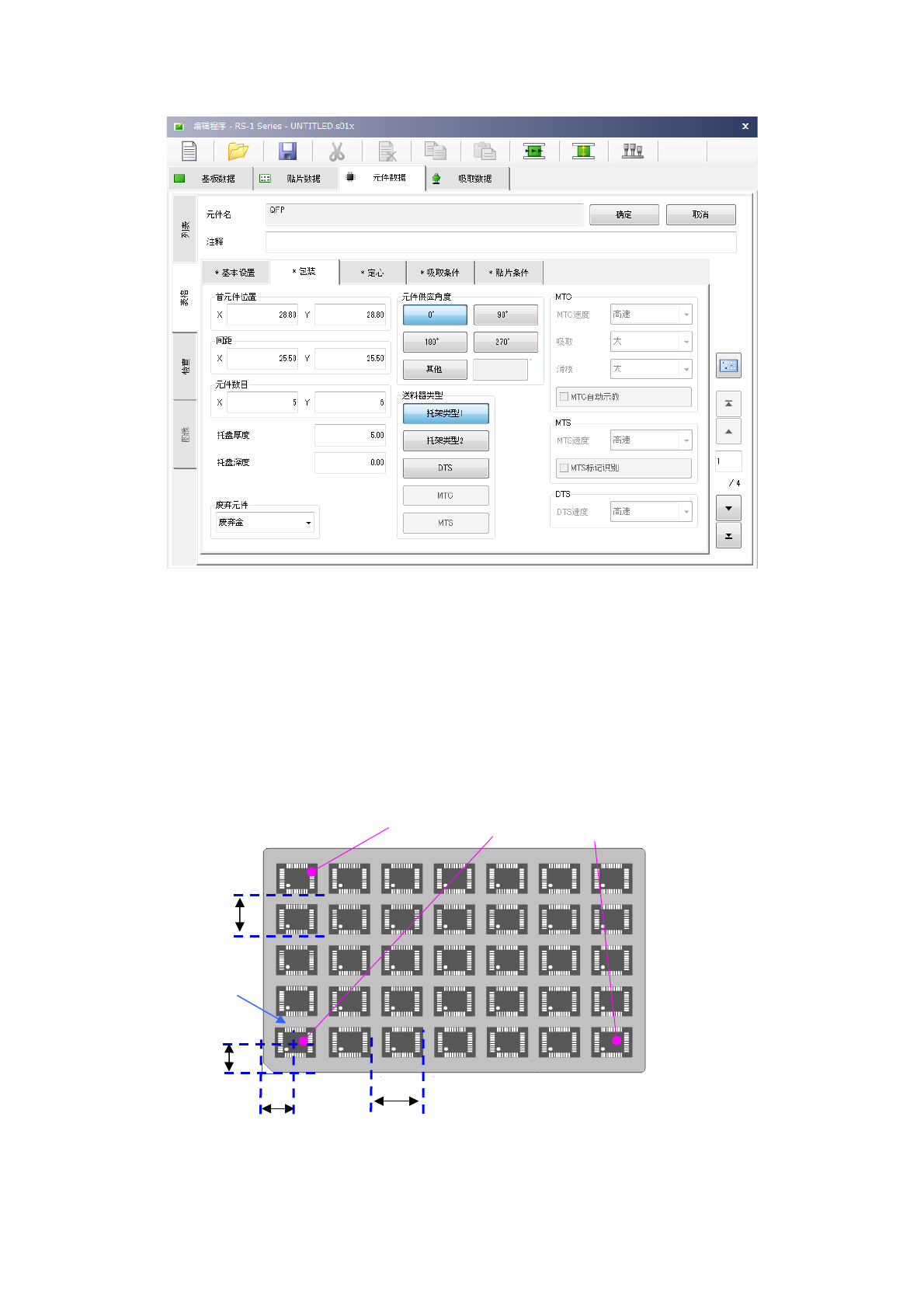
3) 托盘的输入方法
① 首元件位置
托盘元件的首元件中心位置尺寸(X、Y) : 输入托盘外形起的尺寸。
② 间距
输入元件的间距(间距 X、间距 Y)。
③ 元件数目
输入横向、纵向的元件数(Xn、Yn)。
吸取数据/供应位置确定后,吸取数据里即可显示出托盘的 3 处坐标。
(X
1
,Y
1
~X
3
,Y
3
)
首元件位置 X
首元件位置 Y
首元件
间距 X
间距 Y
(X
2
,Y
2
)
(X
1
Y
1
)
(X
3
Y
3
)
第 1 部 基本篇 第4 章 制作生产程序
4-58
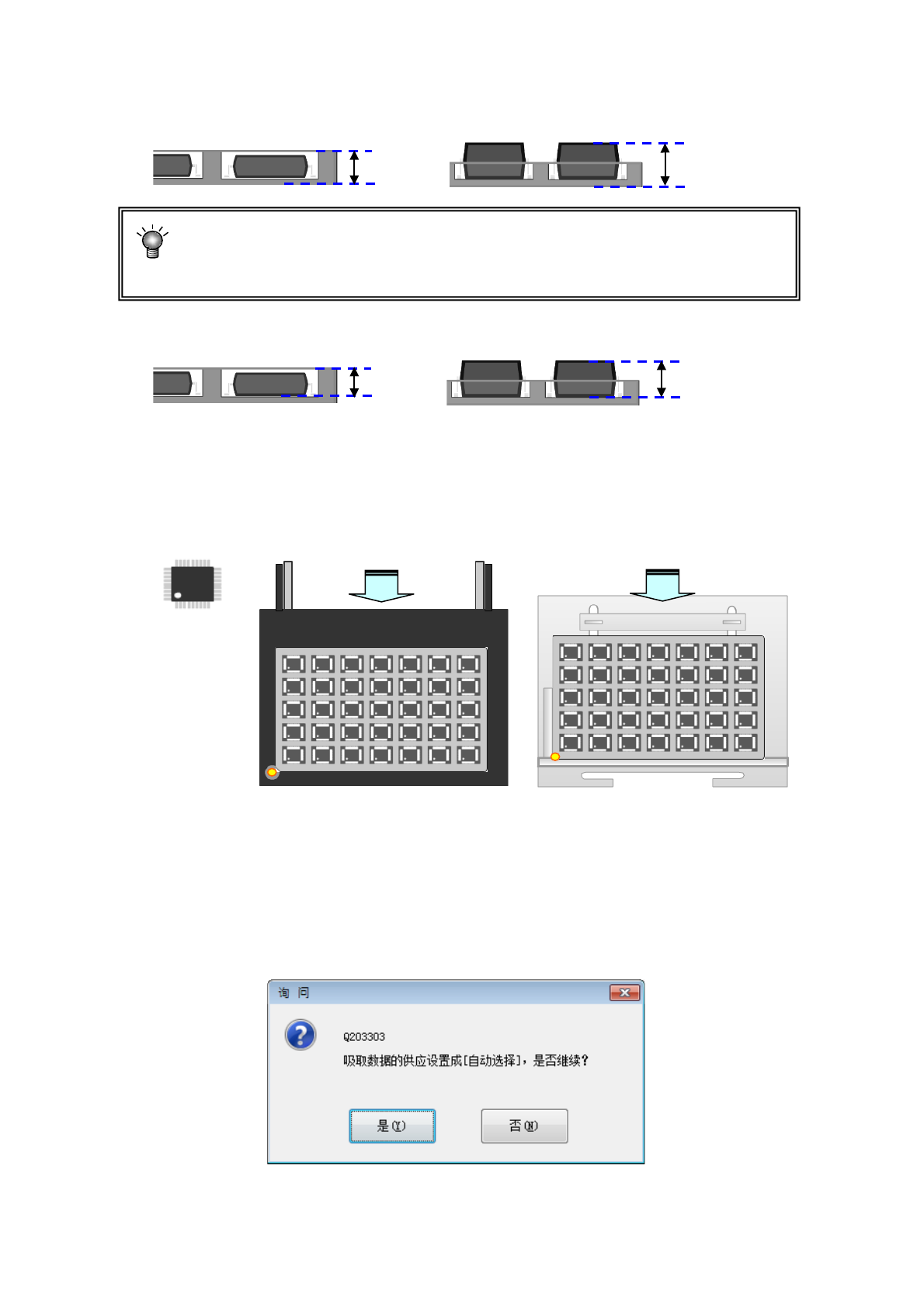
④ 托盘厚度
输入包括元件在内的托盘背面到表面的托盘厚度 T。
如果 MTC/MTS上的托盘厚度T超过9mm时,该层上不能安装托盘底座(托盘垫)。
同时,若托盘厚度超过23mm,托盘底座不能设置在其上2层的范围以内。
托盘厚度T的最大尺寸为36mm。
⑤ 托盘深度
输入托盘的深度。
⑥ 元件供应角度
以 JUKI 的元件供应角度为 0°,输入托盘上的元件包装姿势倾斜的角度。
详细内容请参见 4-3-5-2 (2) 包装 1) 编带的输入方法 「※JUKI 的元件供应角度定义」。
选择其他时,请在编辑框内输入角度。(0°~ 359.9875°)
⑦ 废弃元件
对在定心时发生识别错误时,或引脚悬浮检查时发生错误的元件废弃方法进行设置。
详细情况请参见 4-3-5-2 (2) 包装 1) 编带的输入方法的「废弃元件」。
⑧ 元件供应装置
从“托架”,“DTS”,“MTC”,“MTS”中选择供给装置。
如果吸取数据有多个输入的元件的供应发生了变更时,会显示如下提示信息。
角度定义 0°
从后侧台架供应
供应角度 180°
向 MTC/MTS 供应
供应角度 0°
托盘深度
托盘深度
托盘厚度 T
托盘厚度 T