RS-1使用說明書.pdf - 第413页
第 1 部 基本篇 第 4 章 制作生产 程序 4- 73 3) 贴片偏移量 X 、 Y 、 θ 设定贴片时的补正值 。 (例 1 ) 单向引脚连接器 ※贴片角度为 0 度 激光定心的中心 贴片坐标点 从上面看元件时 基板上的 PAD 如果不输入贴片偏移 量而进行贴片,则 会出现下述情 况。 基板上的 PAD 在上图的状态下 ( 贴片角度 0 度,贴片偏 移 0) ,测量 以贴片坐标点为起点 到实际元件贴片坐 标点 位置的尺寸,输入到 …
第 1 部 基本篇 第4 章 制作生产程序
4-72
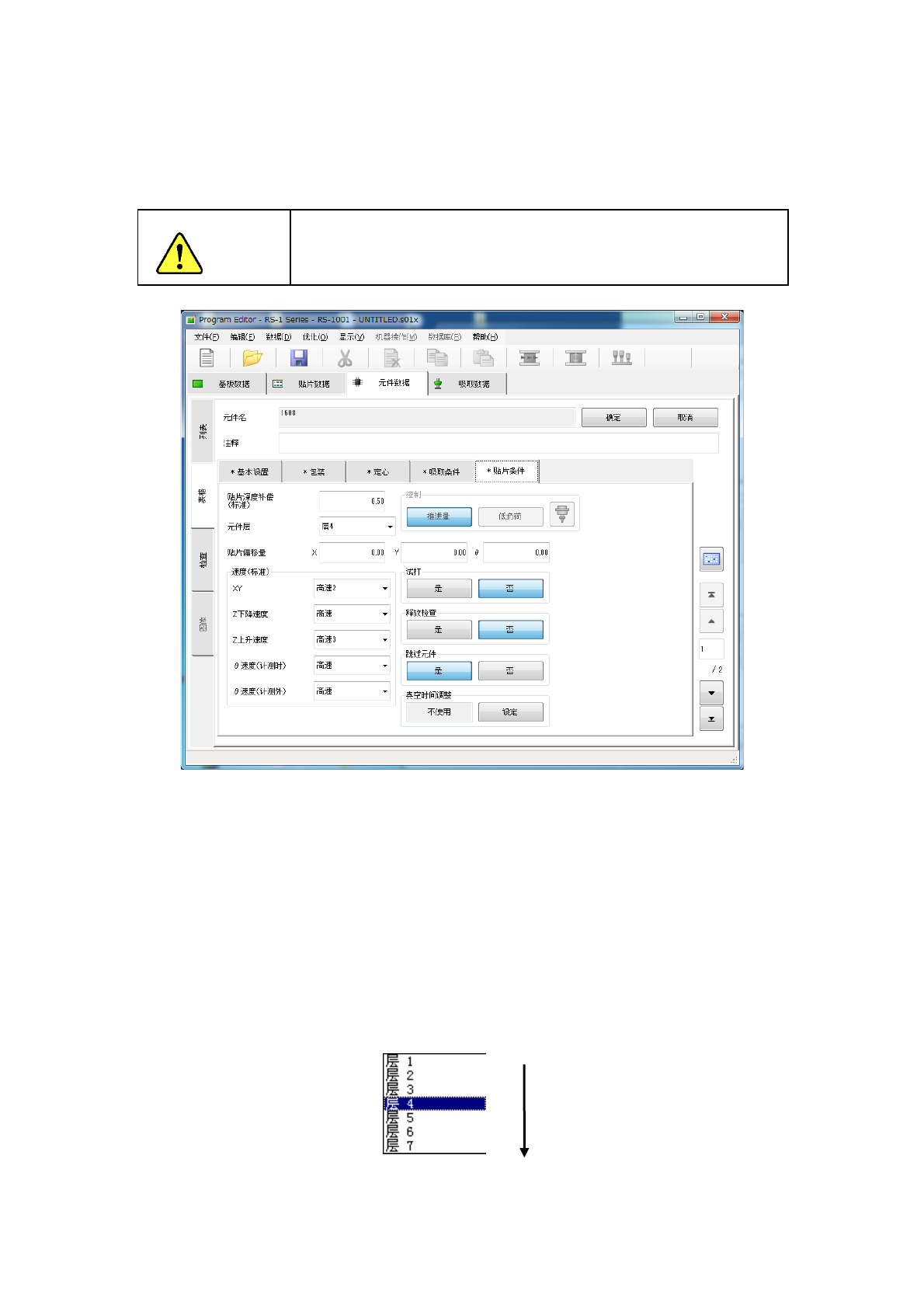
(5) 贴片条件
贴片条件是关于贴片的设置项目,由于应用默认值,通常无需变更。如果在默认值的状态下不能正常
贴片时,请变更设置。变更贴片条件项目后,变更基本部的项目时,该值会被重新设置为默认值,敬
请注意。
注意
如果在变更贴片条件后变更了基本部分的项目,贴片条件的值有可能
被重新设置为默认值。
1) 贴片深度补偿
输入贴片时吸嘴尖端推进多少量。
2) 元件层
对已设置在同一贴片层(贴片优先顺序)的元件组,要进一步设定每个元件的优先顺序时,需要
变更元件层。这个设定变更,只在进行「优化顺序」生产时才有效。
设定「贴片层」,可设定当贴片优先顺序前位的元件用完时「无元件」暂停,但「元件层」的设
定,只可设定优化时的优先顺序,不能设定「无元件」时暂停。
请在下拉式列表中显示的层 1(优先度高)到层 7(优先度低)选择设置。
先贴片
后贴片
第 1 部 基本篇 第4 章 制作生产程序
4-73
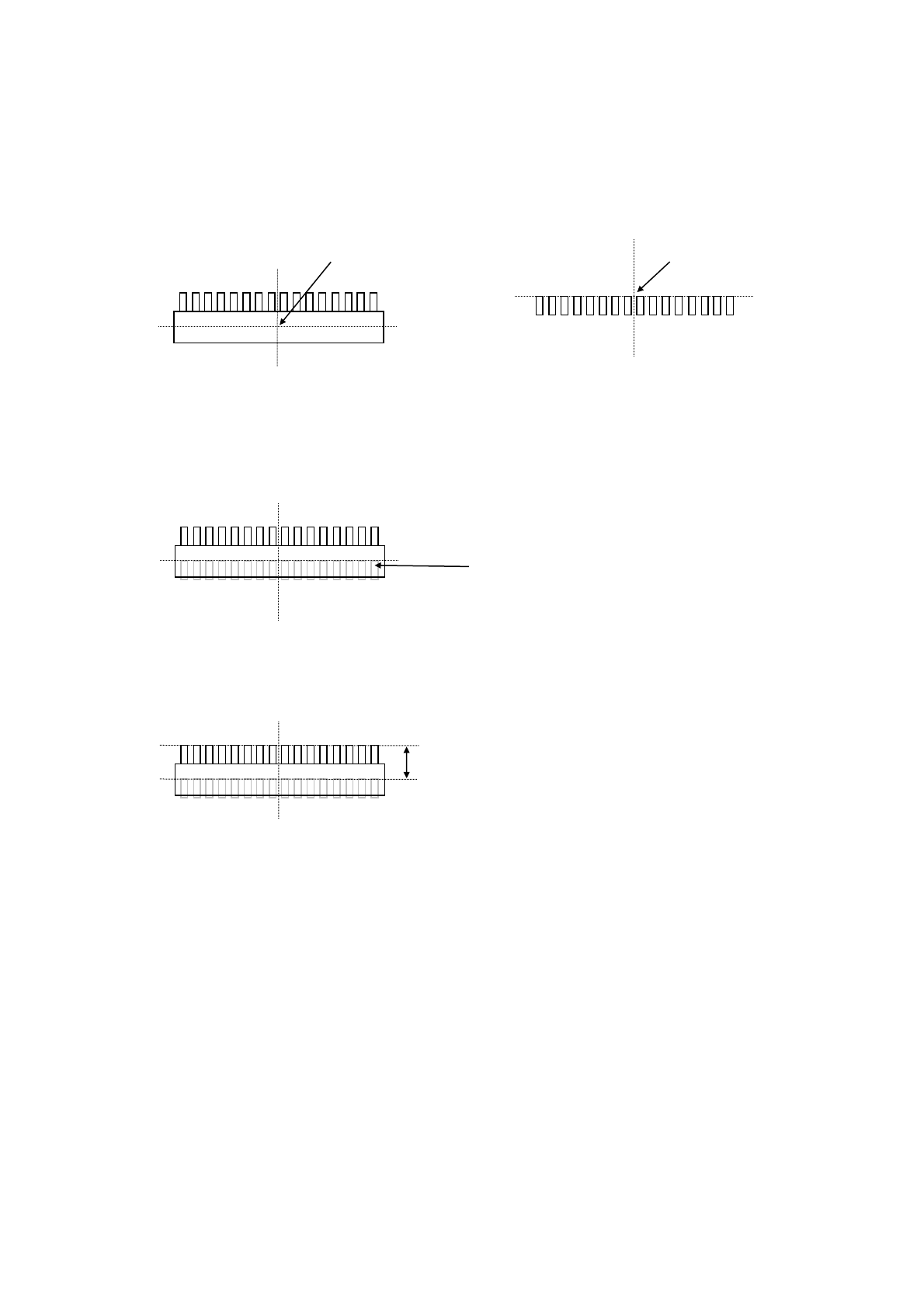
3) 贴片偏移量 X、Y、
θ
设定贴片时的补正值。
(例1) 单向引脚连接器
※贴片角度为0度
激光定心的中心 贴片坐标点
从上面看元件时 基板上的 PAD
如果不输入贴片偏移量而进行贴片,则会出现下述情况。
基板上的 PAD
在上图的状态下(贴片角度 0 度,贴片偏移 0),测量以贴片坐标点为起点到实际元件贴片坐标点
位置的尺寸,输入到贴片偏移值中。
执行上述步骤,输入贴片偏移值后,在贴装多个同名元件时,即使各贴片角度不是 0 度,也会自
动变更贴片位置,使元件被贴在正确的位置上。
贴片偏移
-Y(X 为 0)
第 1 部 基本篇 第4 章 制作生产程序
4-74
激光定心的中心位置
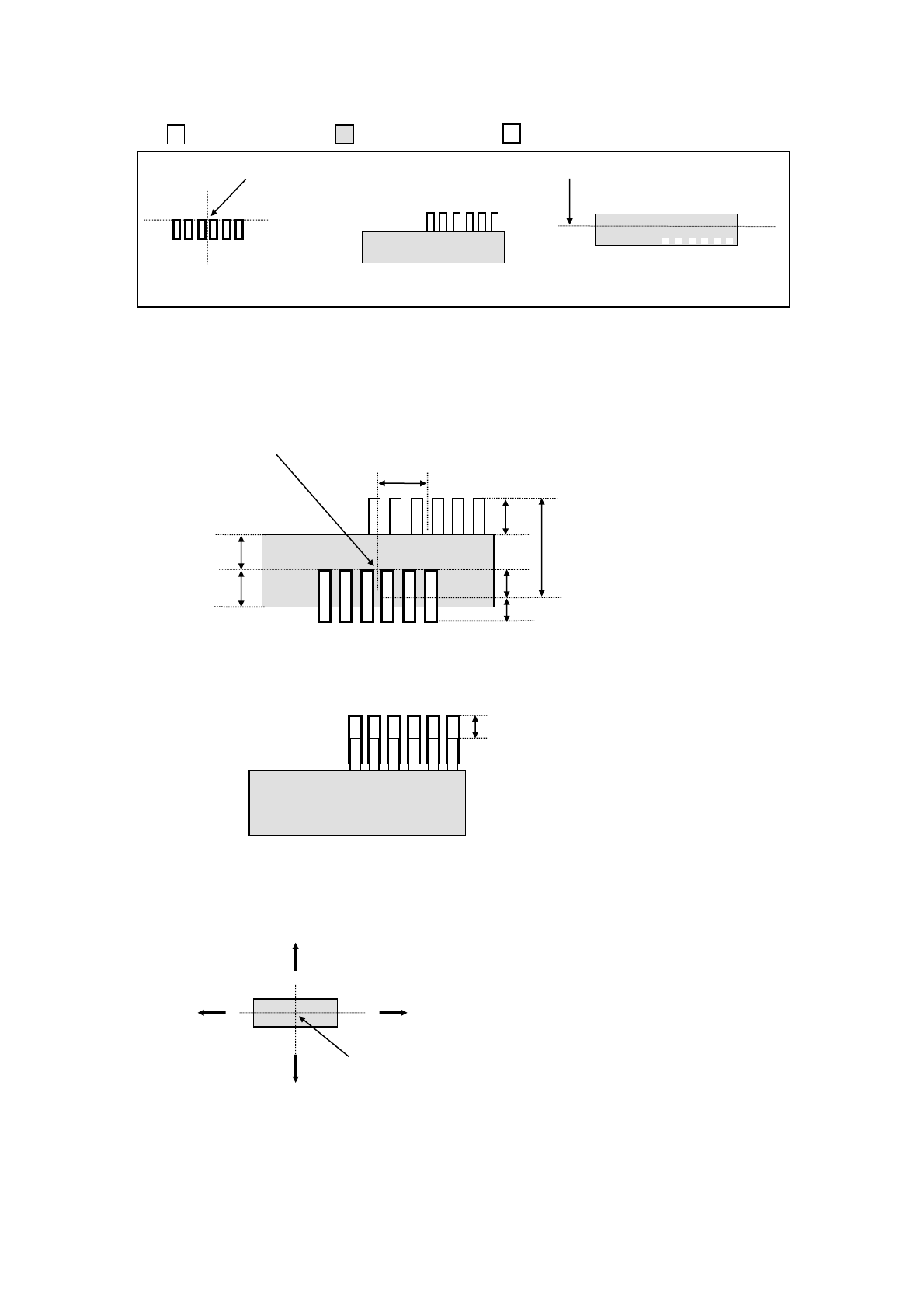
(例2) 以下面的元件为例,输入偏移值。 数值的单位为“mm(毫米)”。
( (无色) => 引脚部、 (带颜色) => 模部、 (粗线) => PAD)
贴片坐标点 激光高度
基板上的 PAD 从上面看元件时 从横向(近前方向)看元件时
因贴片坐标点和激光定心的中心位置不同,如就此贴片会发生贴片偏移。
因此,请将贴片坐标点和激光定心的中心位置的偏移部分作为偏移值输入到“贴片偏移值”中。
无偏移值贴片时的情况如下。
激光定心的中心位置
在此例中,应输入其偏移值,以使引脚的尖端位于PAD的中央位置。
在“贴片偏移”栏中输入“X=-5.5、Y=-10”后,则按如下方法贴片。
注 1) “贴片偏移”值,请输入从激光定心的中心位置到贴片坐标的尺寸。值的符号如下(箭头为到
贴片坐标点的尺寸)
5.5
3
10
2
2
5
5
2
+Y
+X
-
X
-
Y