RS-1使用說明書.pdf - 第187页
第 1 部 基本篇 第 2 章 生产 2- 76 2- 11 - 3 检查生产程序 从生产菜单选择 [ 生产程序 ] - [ 检查生产程序 ] ,则显 示生产程序检查画面 。 开始生产之前,会自 动进行生产程序的 检查,显示其 结果。 并且, 当使用电动送料器 时, 将根据检测前在生 产程序中设定的 输送间隔设置, 对所安装的电动 送料 器之输送间隔进行改 写。 在「 2- 11 -2 编辑数据」中关闭 的功能、未使用数 据、跳过数据等…
第 1 部 基本篇 第 2 章 生产
2-75
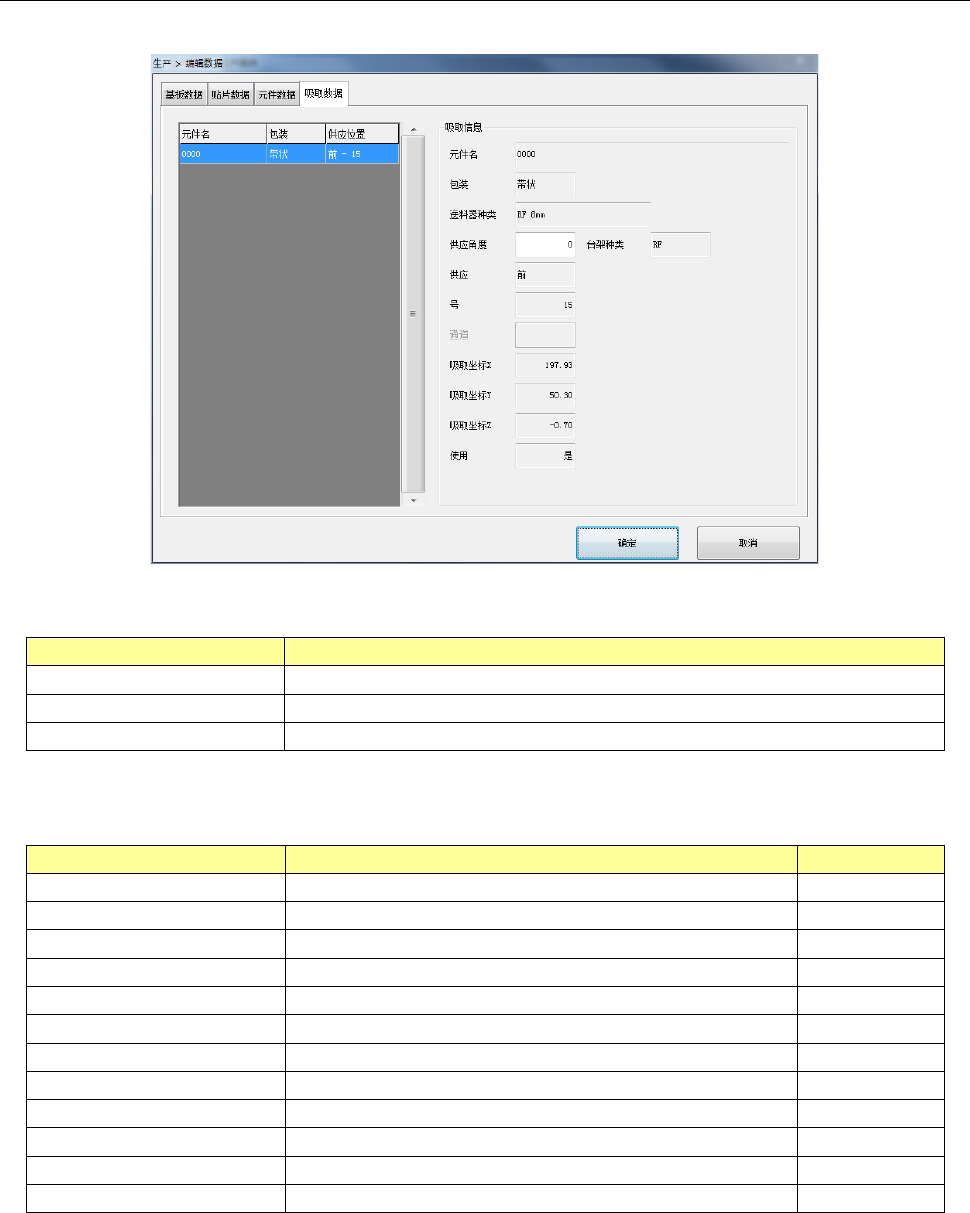
2-11-2-4 吸取数据
选择画面上部的吸取数据选项卡。
(1)列表
显示吸取数据列表。
项目
内容
元件名
显示吸取的元件名称。
包装
显示吸取元件的包装方式。
供应位置
显示吸取元件的供应位置。
(2)吸取信息
对列表中选择的吸取的信息进行显示、编辑。
项目
内容
用户级别
元件名
显示吸取的元件的名称。
-
包装
显示元件的包装方式。
-
送料器种类(供应装置)
显示供应装置。
-
供应角度
输入元件的供应角度。
程序员
台架种类
显示供给装置的台架种类。(
RF
或
RF/EF
)
供应
显示供应台架。
-
号
显示吸取号。
-
通道
显示通道号码。( 元件种类为管式时)。
-
吸取坐标
X
显示吸取位置的
X
坐标。
-
吸取坐标
Y
显示吸取位置的
Y
坐标。
-
吸取坐标
Z
显示吸取位置的
Z
坐标。
-
使用
选择进行生产时,是否从该位置吸取元件。
操作员
第 1 部 基本篇 第 2 章 生产
2-76
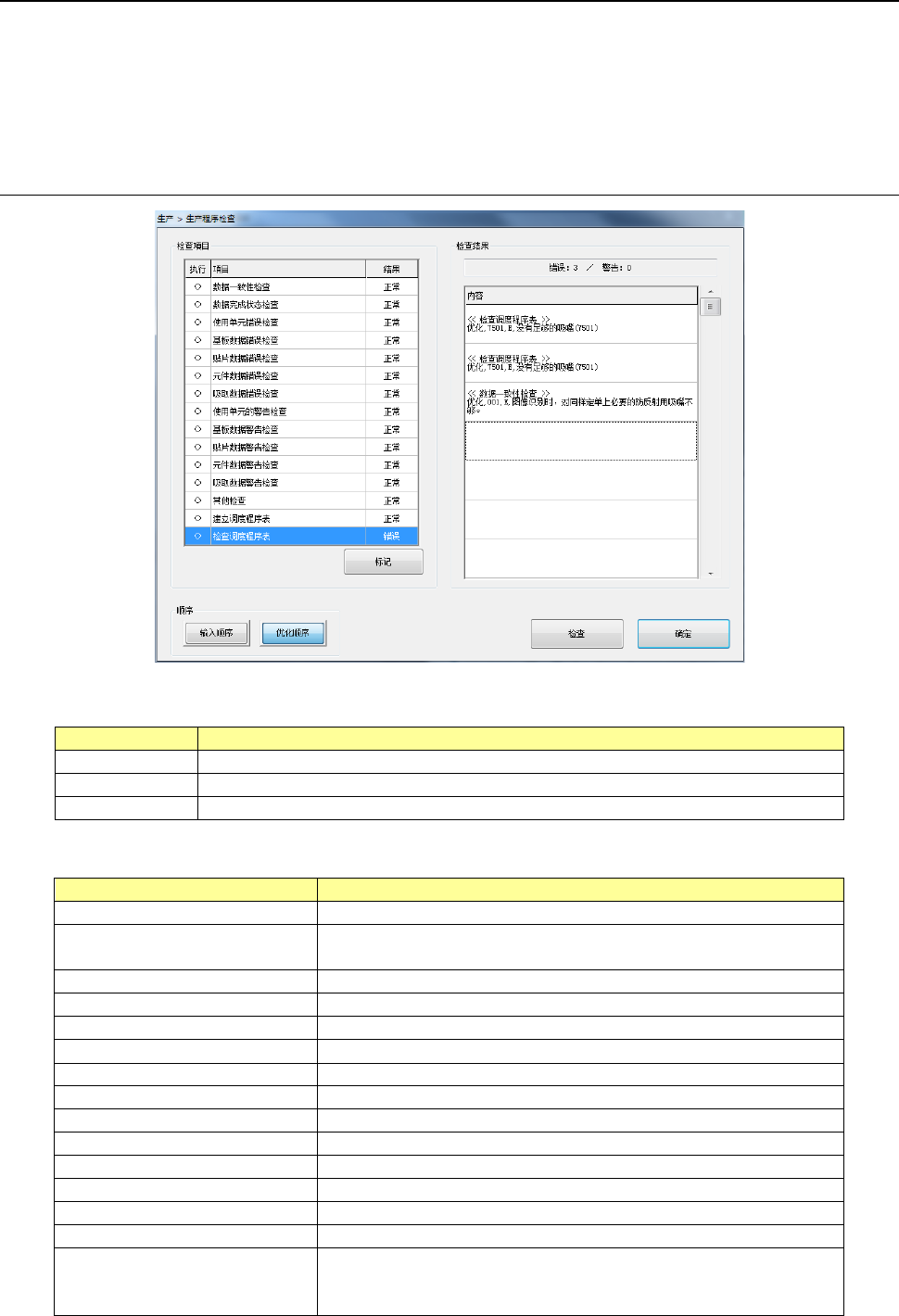
2-11-3 检查生产程序
从生产菜单选择[生产程序]- [检查生产程序],则显示生产程序检查画面。
开始生产之前,会自动进行生产程序的检查,显示其结果。
并且,当使用电动送料器时,将根据检测前在生产程序中设定的输送间隔设置,对所安装的电动送料
器之输送间隔进行改写。
在「2-11-2 编辑数据」中关闭的功能、未使用数据、跳过数据等不进行检查。
2-11-3-1 显示
(1)检查项目
显示检查生产程序的项目列表。自上而下按列表顺序检查。
表格的列
内容
执行
显示是否进行检查。
项目
显示检查项目的大分类。
结果
显示检查项目的检查结果。
生产程序的检查项目为以下的列表。
项目
内容
数据一致性检查
检查优化的一致性。
数据完成状态检查
(生产程序的完成检查)
检查基板数量、贴片范围、各数据的完成或连接状况。
使用单元错误检查
检查 Head 或贴片点执行标记使用状况。
基板数据错误检查
检查基准面、传送方向或
BOC
标记的位置。
贴片数据错误检查
检查贴片 Head 或基准领域标记的位置。
元件数据错误检查
检查使用吸嘴或定心或供应装置。
吸取数据错误检查
确认各供应装置的吸取数据,检查 CVS 盲区。
使用单元的警告检查
检查在生产程序中使用单元的状态。
基板数据警告检查
检查 BOC 标记或电路的配置。
贴片数据警告检查
检查贴片位置、基准领域标记的配置或试打贴片。
元件数据警告检查
检查元件废弃。
吸取数据警告检查
检查吸取位置的
Head
移动。
其它检查
检查环境设置。
建立调度程序表
制成主调度程序。
检查调度程序表
检查 ATC、吸嘴、吸取数据或贴片数据的一致性。
检查区域块内的层、元件种类、台架或 Head。
检查
Head
的使用、指定或移动范围。
第 1 部 基本篇 第 2 章 生产
2-77
检查项目的结果显示如下。
动作
显示内容
结果内容
检查执行前
(
无
)
未执行检查。
检查执行后
错误
出现错误。
警告
出现警告。
条件变更
如果变更条件,就可以生产。
正常
是正常的数据。
(2)[标记]按钮
按下此按钮,则在检查项目列表中选择的项目变更为不执行(去除○)。
在被设定为不执行的项目上,按下按钮时,会再次变更为执行(标有○)。
如要在检查项目列表中选择多个项目,按下此按钮,则可以一次性变更多个标记。
(3)检查结果
显示在检查项目列表中选择项目的检查结果。
项目
内容
内容
显示发生了错误的检查项目和错误的详细内容。
(4)顺序
选择进行检查的贴片顺序是输入顺序还是优化顺序。
表格的列
内容
输入顺序
按贴片数据的输入顺序检查生产程序。
优化顺序
按优化的结果检查生产程序。
(5)[检查]/[确定]按钮
按下[检查]按钮,则开始生产程序的检查。
按下[确定]按钮,则结束生产程序检查,并返回到原来的画面。