RS-1使用說明書.pdf - 第298页
第 1 部 基本篇 第 2 章 生产 2- 187 2- 18 -2- 7 在生产中实施副侧存储箱交替时 (1) 请将副侧 存储 箱 置为无效。 按下副侧 存储箱 开关,使 存储箱 开关的 灯熄灭。 (2) 从机器上取下副侧 存储箱 。 (3) 完成托盘 交替 后,在 机器的副侧设置 存储箱 。 (4) 预定枚数的生产 结束, 在机器 停止 后 按下 副侧 存储箱 开关,副侧存储箱为 有效。 (5) 与切换生产程序同时 主侧存储箱无效。…
第 1 部 基本篇 第 2 章 生产
2-186
2-18-2-5 在生产中进行存储箱交替时
(1) 请确认要更换侧的存储箱为无效。
若为有效,请按下对应侧(主/副)存储箱开关,使灯熄灭(存储箱无效)。
(2) 从机器上取下存储箱。
(3) 将要交替的存储箱安装到机器。
(4) 如果安装到机器的存储箱与基板生产中的生产程序相 同 ,在 MTC/MTS 的 HOD 处输入元件数后,
按下存储箱开关使存储箱有效。
2-18-2-6 在生产中进行主侧存储箱的交替时
(1) 请确认主侧存储箱开关的灯熄灭。
若为点亮状态,按下存储箱开关,使灯熄灭。
(2) 从机器上取下主侧存储箱。
(3) 完成托盘交替后,在机器主侧安装存储箱。
(4) 到达交替时间(切换生产程序时),根据在本体生产画面元件数的设定来输入元件数,按下主侧
存储箱开关使主侧存储箱有效。
(5) 按下本体的开始开关,开始生产,则从主侧存储箱取出元件。
即使副侧存储箱为有效也优先主侧,所以只有主侧存储箱为无效时,才执行从副侧存储箱取出元
件的动作。
(6) 在主侧存储箱为无效(元件用尽)前,按下副侧存储箱开关将其置为无效。
若主侧和副侧的存储箱放置了不同生产程序的托盘,则会造成误贴片。
(7) 对副侧存储箱也实施交替,安装在机器上后,通过 MTC/MTS 的 HOD 输入元件数,按下副侧存
储箱开关使副侧存储箱有效。
MTC/MTS 与本体相同,在内部有生产程序数据。
因为本体向 MTC/MTS 传送的时间就是生产开始的时间,所以在交替(切换生产程序)时,有可
能出现本体是新生产程序,而 MTC/MTS 仍为旧生产程序的情况。
因此,在 MTC/MTS 侧的 HOD 输入元件数,会发生生产程序数据不一致的情况。
所以,在交替时应当在本体(生产画面的元件数设置)输入元件数后再开始生产。
第 1 部 基本篇 第 2 章 生产
2-187
2-18-2-7 在生产中实施副侧存储箱交替时
(1) 请将副侧存储箱置为无效。
按下副侧存储箱开关,使存储箱开关的灯熄灭。
(2) 从机器上取下副侧存储箱。
(3) 完成托盘交替后,在机器的副侧设置存储箱。
(4) 预定枚数的生产结束,在机器停止后按下副侧存储箱开关,副侧存储箱为有效。
(5) 与切换生产程序同时主侧存储箱无效。
(6) 在本体生产画面的元件数设置处输入元件数,开始生产后,从副侧存储箱取出元件。
(7) 主侧存储箱完成交替后,安装到机器,按下主侧存储箱开关,主侧存储箱为有效,执行从主侧存
储箱取出元件的动作。
MTC/MTS 与本体相同,在内部有生产程序数据。
因为本体向 MTC/MTS 传送的时间就是生产开始的时间,所以在交替(切换生产程序)时,有可
能出现本体是新生产程序,而 MTC/MTS 仍为旧生产程序的情况。
因此,在 MTC/MTS 侧的 HOD 输入元件数,会发生生产程序数据不一致的情况。
所以,在交替时应当在本体(生产画面的元件数设置)输入元件数后再开始生产。
第 1 部 基本篇 第 3 章 维护
3-1
第
3
章
维护
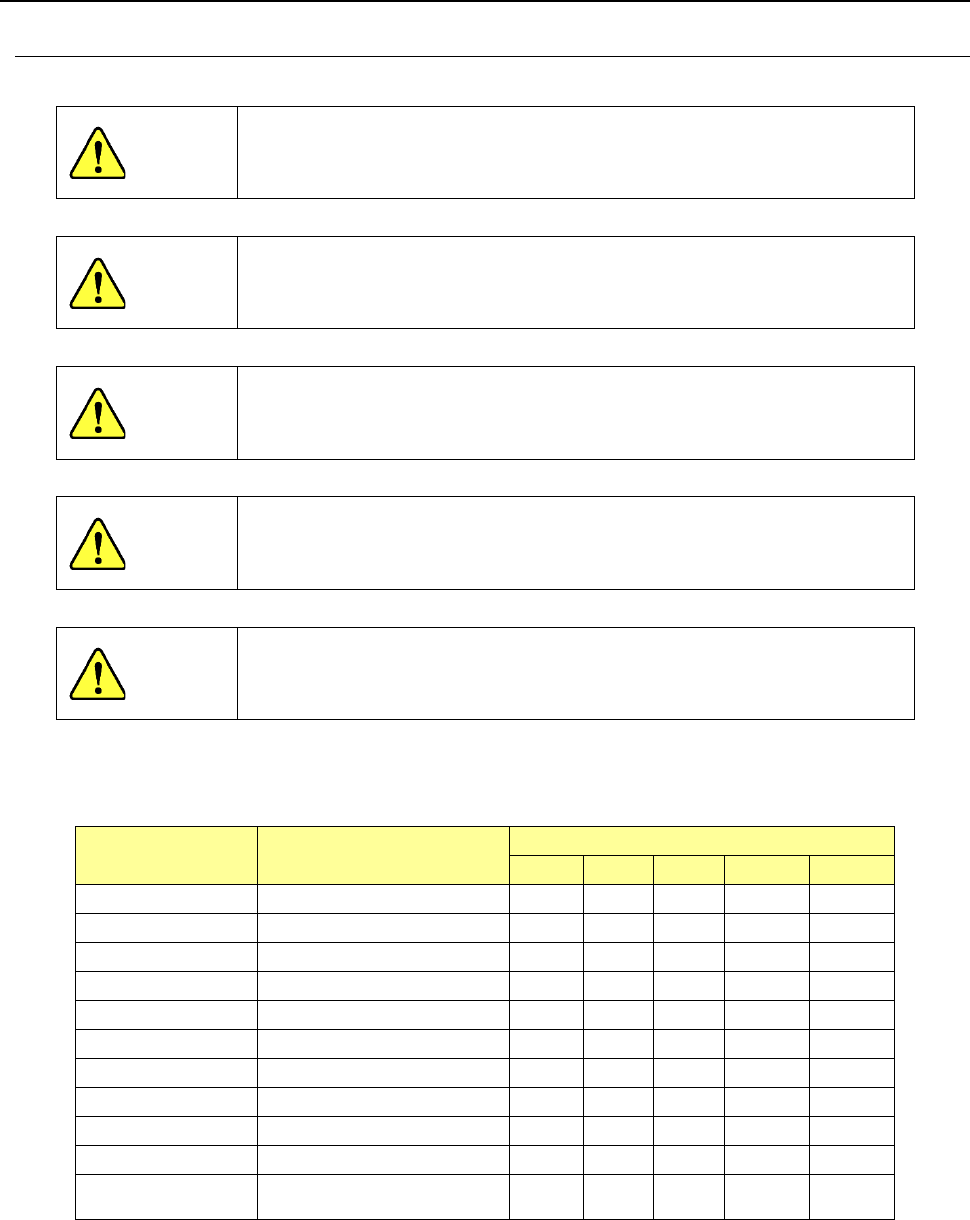
3-1 日常检查项目一览
危险
为防止因意外启动而导致事故,请在切断电源后再进行检查。
危险
要机械运行时绝对不要将手或头伸入到装置内部。
警告
为防止触电等重伤事故,维护时请关闭总电源。
(总电源开关是指安装在建筑物的电源开关,不是指主机上的开关。)
警告
接通电源时,确认装置处于安全状态。
同时,确认装置内部没有人在作业。
注意
进行供气时,必须先切断电源。
(1) 检查
检查调整项目
处理确认方法
检查频率
每天
每周
每月
每2个月
每6个月
空气压力
确认为
0.5MPa
○
排水瓶 确认有无排水、过滤器
○
真空压力
确认压力
○
管道及接头 空气泄漏
○
各单元气缸
确认动作
○
空气过滤器(Head) 是否无污垢
○
传送带
磨损、破损、松弛
○
传送滑轮 确认动作
○
锁定手柄 保持安全盖(安全罩)支撑力
○
垃圾箱 清除垃圾箱的废带料
○
空气过滤器(统一更
换台车)
确认无污物、异物混入
○
1 年=6,600 小时