RS-1使用說明書.pdf - 第956页
第 2 部 功能 详解篇 第 12 章 选项 组件 12 - 73 下载生产时的运用方法 在线生产时,如果 使用 焊锡 识别 贴片 位置 补正进行生 产,请采用以下方法 。 * 在贴片数据里 进行设置,使要作为 焊锡 标记使用的贴 片点位于可识别焊锡的生 产线的最后站台上。 但,生产计划的 [ 多项优化( M ult io pt im ize ) ] 选项中 采用 [ 群控方式取消送 料器交换 ] 、 [ 交互切换 供料器配置领域 ] …
第 2 部 功能详解篇 第 12 章 选项组件
12-72
生产
生产开始时的错误处理
要在没有识别焊锡印刷补偿贴片位置功能的装置上使用焊锡印刷识别进行生产时,在生产开始前的检
查时会出现警告。
若按下开始生产按钮强行开始生产,会显示不能进行焊锡印刷识别的对话框。此时,请选择是忽略焊
锡印刷识别开始生产,还是中止生产。
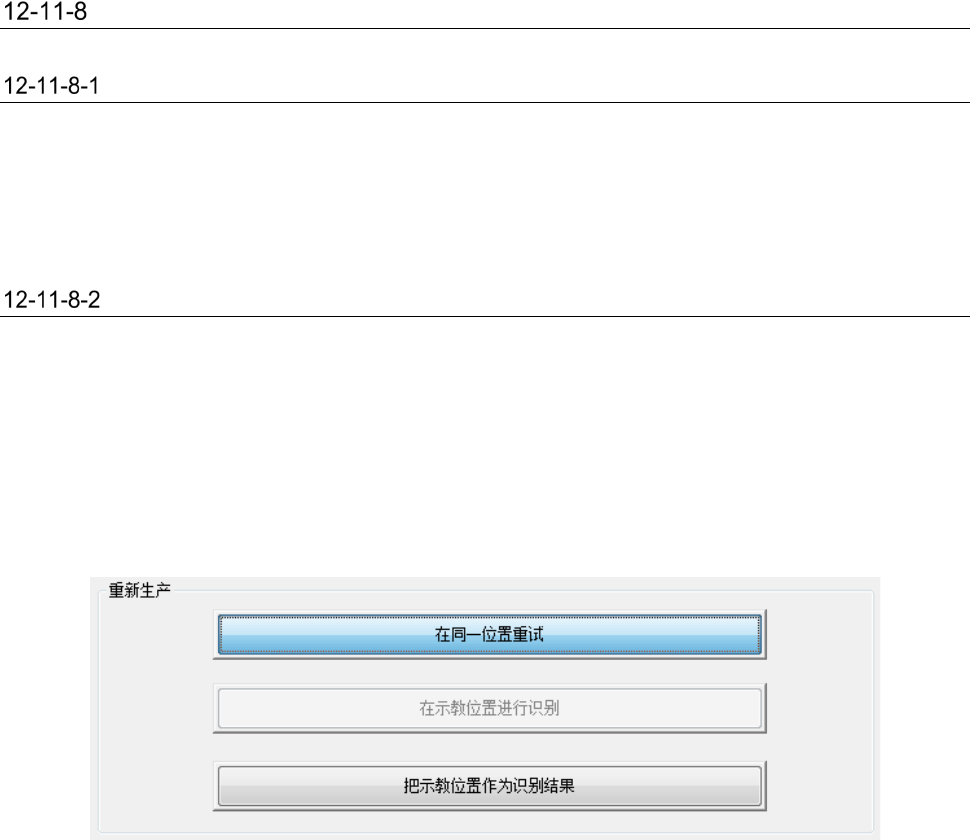
生产中的错误处理
出现识别错误时显示的生产再开始模式,不可选择 [在示教位置进行识别]。要不改变位置重新识别时,
请选择 [在同一位置重试] 后,再按生产开始按钮。
要示教时,示教 1 组焊锡中点后即按 [确定] 后,选择 [把示教位置作为识别结果],再按下重新开始
生产按钮。
在生产途中已释放基板后要再开始生产时,已经贴装了元件的位置上不能识别焊锡。请通过示教,重
新设置焊锡印刷位置。
在继续生产中,若焊锡标记位置上已经贴装了元件,可选择 [把示教位置作为识别结果],并进行生产。

第 2 部 功能详解篇 第 12 章 选项组件
12-73
下载生产时的运用方法
在线生产时,如果使用焊锡识别贴片位置补正进行生产,请采用以下方法。
* 在贴片数据里进行设置,使要作为焊锡标记使用的贴片点位于可识别焊锡的生产线的最后站台上。
但,生产计划的[多项优化(Multioptimize)] 选项中采用 [群控方式取消送料器交换]、[交互切换
供料器配置领域]优化功能时,由于指定的站台要被忽略,这些多项优化选项不能使用。
* 使用系统软件进行优化时,需要在主机上进行再示教(焊锡标记数据)。
* 由多台装置构成生产线时,下游装置不能在上游装置已贴装元件的位置上注册焊锡识别标志。要在
生产线上使用识别焊锡印刷补偿贴片位置功能时,建议:在各个装置上设置不同的焊锡识别标记位
置,或把要在最下游装置贴装的位置作为焊锡识别标记注册。
第 2 部 功能详解篇 第 12 章 选项组件
12-74
12-12 元件验证系统(CVS)
概要
对生产开始时以及元件用尽后从新开始生产时所供给的元件之电阻值、电容、极性进行检查。
是检测挂错元件料带盘的功能,一次最多可以吸取 8 个元件对每个元件依次进行检查。
吸取位置、供给方向等有错误时,有时不能检查得正确。
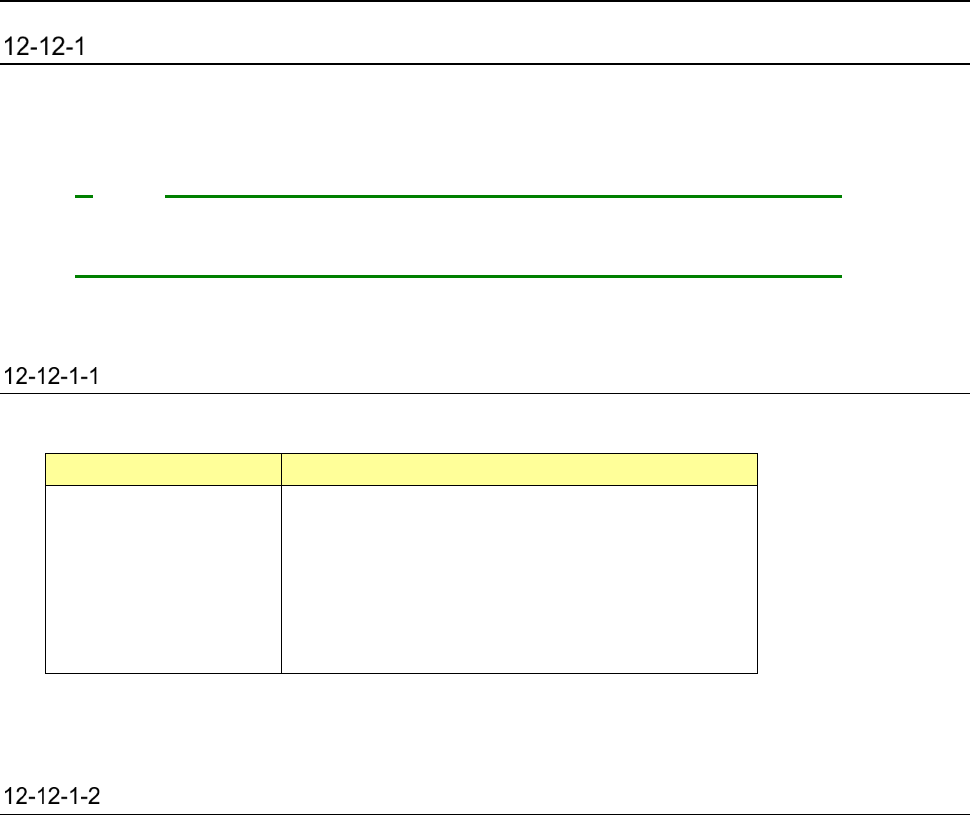
对象元件
检查的对象元件如下。
对应元件类型
检查条件
・方形芯片
・多层陶瓷电容
・钽芯片电容
・铝电解电容
・芯片膜电容
・2 针脚二极管 *1
・电极有两极,在底面且在对边的元件
・电极间距离为 10mm 以下的元件
・对角尺寸为□10.00mm 以下的元件
・为小元件 0201 以上
*1 二极管仅限一般整流用二极管(发光二极管及稳压二极管除外。)
检查项目
检查项目如下:
(1) 电阻值
测量范围:10Ω~1MΩ 测量精度:±5%
注
1
(2) 静电容量
测量范围:100pF~100μF 测量精度:±20%
注
1
(3) 二极管极性
测量范围:正向电压1.8V以下 开路电压0~4.3V
注 1: 测量精度,对于对象元件的允许误差存在测量误差,需要考虑这个因素后,输入制作程序的
上限、下限值。
(例):电阻值误差为±5%的方形芯片,上限值要输入 10、下限值要输入(-)10。
注意