KE2010取扱説明書Ver.2.01和文Rev.08.pdf - 第346页
6 - 11 ① 搬送センサ遅延(第7章マシンセットアップの 7-2-2-8. 基板搬送) IN STOP C.OUT W2 W1 W3 切り欠き長: W2 > W1 > W3 W2 に合わせて下さい。 (一番長いものに合わせて下さい。 ) (例) 10mm あるいは 20m s を入力します。 • 基板搬送センサ遅延を必要以上長くしないで下さい。 • 特に, 基板サ イズ ( X方向) と遅延設定の長 さを合わせた値が最 大基板サ…
6 - 10
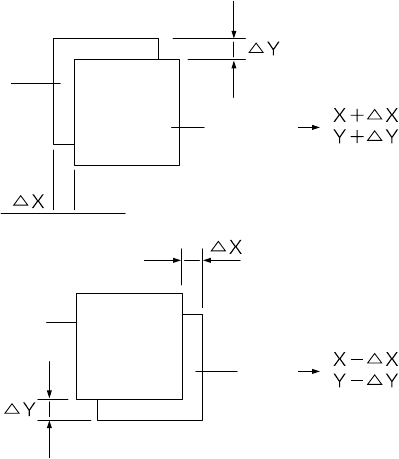
(2) 補正
補正補正
補正
6-5.試打で搭載素子の生産基板への仮搭載を行い,確認した上で素子とバッドのずれが生じている
場合,そのずれ分,生産モードの搭載オフセットのX,Y座標を補正します。
図
図図
図 6-1-3-11
(3) 基板搬送時の注意事項
基板搬送時は以下の点に注意して操作して下さい。
3 モータ搬送は,3 バッファタイプであり,これに伴い各動作制御(基板自動搬送,マニュアルの
個別搬送,アイドル搬送)が行われます。基板のセットはインセンサ(入力バッファ入口センサ),
ストップセンサ(センタリングバッファ停止センサ),アウトセンサ(出力バッファ出口センサ)
の上にセットして下さい。
センサ間にセットすると搬送動作時に各種のエラーを発生します。
C.OUT センサ(センタリングバッファ出口センサ)の上にセットしてもエラーを発生します。
パッド
パッド
素子
素子
6 - 11
① 搬送センサ遅延(第7章マシンセットアップの 7-2-2-8.基板搬送)
IN
STOP C.OUT
W2
W1 W3
切り欠き長:W2
>W1>W3
W2に合わせて下さい。(一番長いものに合わせて下さい。)
(例)10mm あるいは 20ms を入力します。
• 基板搬送センサ遅延を必要以上長くしないで下さい。
• 特に,基板サイズ(X方向)と遅延設定の長さを合わせた値が最大基板サイズ(標
準サイズ 330,Lサイズ 410)より大きくならないように設定して下さい。
② IN センサ上に基板を置く場合,センサの赤色 LED 点灯を確認して下さい。
③ BOC マーク認識エラー等でストップした場合,まず前段階のマシンをポーズ等でストップさ
せてから,復帰作業を行って下さい。
④ <ライン構成の場合>
NG
CENTER OUTIN
#1
CENTER OUTIN
#2
⑤ ライン生産を行う場合は,スタート時に CENTER と OUT のバッファに基板を置かないで下
さい。(置いてある基板は生産終了基板として次の機械に送られます)
⑥ センタリングバッファが搬送動作中にストップ SW を押すと各バッファの基板はその時点で
停止します。(搬送動作終了を確認する表示が行われます)
終了する場合は確認を選択して下さい。(取消を選択すると,継続動作を行います)
(2010L,2010E)基板搬送仕様について
1. 生産モードでの基板搬送
1) 50 mm∼330 mm(基板X方向)の基板は標準仕様と同様の機能があります。
2) 331 mm(基板X方向)以上の基板は,自動的にセンタモータの速度が落ち(300 mm/s)
センタバッファへの基板搬入タイミングが,センタバッファの基板がストップセンサ
OFF 状態で搬入するようになります。
2. マニュアルモード,編集モードでの基板搬送
上記の 2)の状態で行われます。
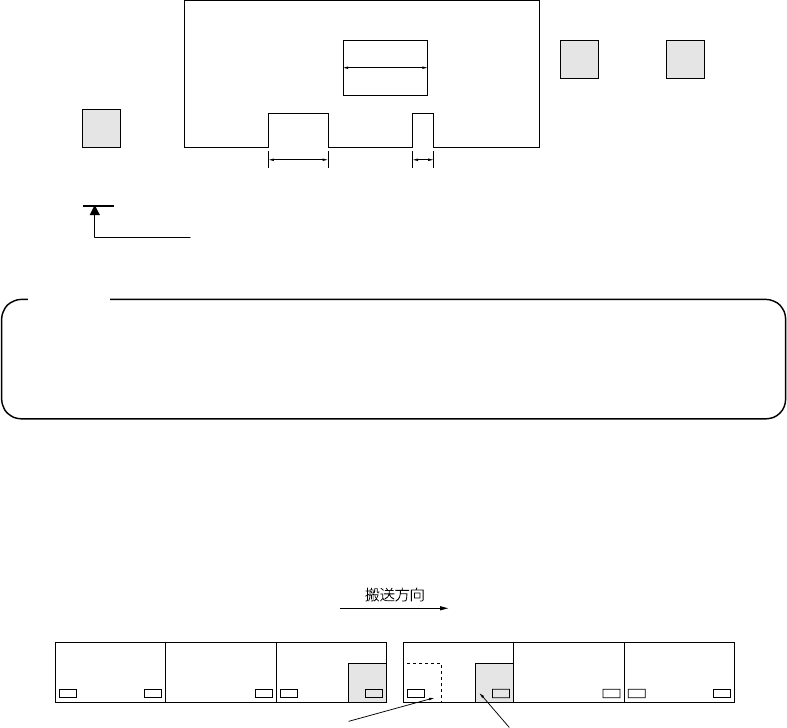
#1の機械でOUTセンサ上で#2の機械に
送る基板がある場合は,#2の機械で生
産開始時にINセンサの上に基板をセッ
トしないで下さい
ウエイトセンサ上にセットすると,ウエイ
トセンサ上の基板がセンタリングバッフ
ァにセットされてから前段の基板がイン
バッファにセットされます。
注意:
注意:注意:
注意:
6 - 12
6-2. 生産
生産生産
生産
オペレーションパネルの<
ONLINE
>ランプが点灯してない場合,オフライン状態となり完全にスタ
ンドアローンとして機能します。
また<
ONLINE
>スイッチを押すことによりランプを点灯された状態ではHLCからの制御を受け
て機能します。
オンラインモードでは,生産条件の全てはHLCから指示されます。(HLCについては別冊の取
り扱い説明書を参照して下さい)ここではオフライン生産について説明します。
1)
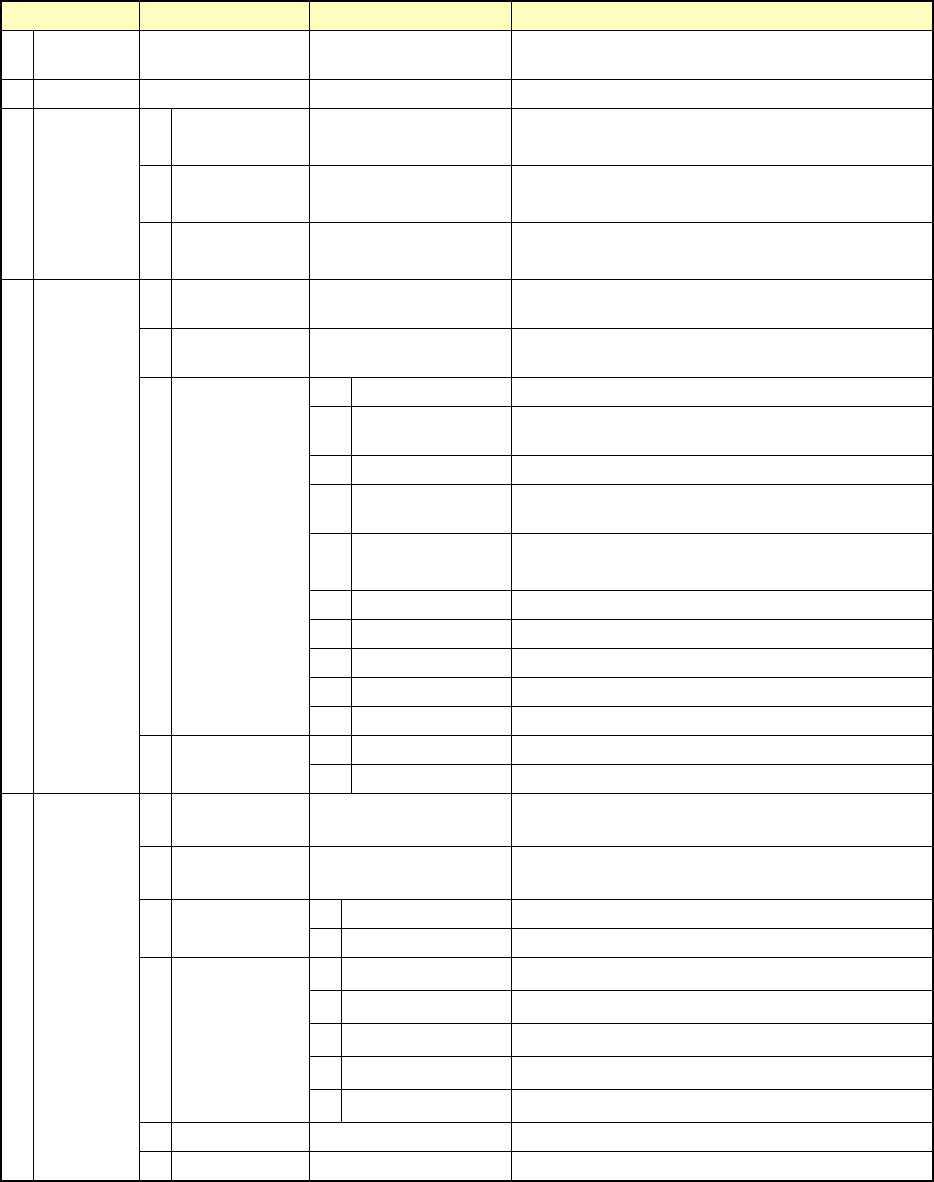
生産メインメニュー
メインメニュー
メインメニューメインメニュー
メインメニュー
プルダウン
プルダウンプルダウン
プルダウンメニュー
メニューメニュー
メニュー
サブメニュー
サブメニューサブメニュー
サブメニュー
内容
内容内容
内容
1
ファイル
「
4.2
ファイル」参照。「装置情報の保存」は「
9.6
装置
情報の保存」を参照してください。
2
表示
「
4.11
表示」参照
1
基板生産
基板生産条件ダイアログを表示します。
基板生産実行時の条件を設定します。
2
試打
試打条件ダイアログを表示します。
試打実行時の条件を設定します。
3
生産条件
3
空打
空打生産条件ダイアログを表示します。
空打実行時の条件を設定します。
1
生産条件画面
生産起動画面を表示します。生産条件・操作オプション
で設定されている内容を表示します。
2
生産状態
生産スタート時画面を表示します。生産実行中のデータ
(ステップ
No.
等)を表示します。
1
総合
生産プログラム固有の蓄積されたデータを表示します。
2
フロント
フロント吸着位置毎の蓄積されたデータ(吸着数
等)を
表示します。
3
リア
リア吸着位置毎の蓄積されたデータを表示します。
4
右フロント
右フロント吸着位置毎の蓄積されたデータを表示しま
す。
(KE−2030に適用)
5
右リア
右リア吸着位置毎の蓄積されたデータを表示します。
(KE−2030に適用)
6
トレイホルダ
トレイホルダ段数毎の蓄積されたデータを表示します。
7
MTC
MTC段数毎の蓄積されたデータを表示します。
8
MTS
MTS段数毎の蓄積されたデータを表示します。
9
吸着率
吸着率順に表示します。
3
生産管理情報
10
クリア
蓄積された生産管理情報を全てクリアします。
1
バキュームレベル
生産実行中のデータ(総実装率
等)を表示します。
4
ウィンドウ
4
生産情報
2 I/O
状態
生産実行中の
I/O
の状態を表示します。
1
部品数設定
部品数設定ダイアログを表示します。
各吸着データに対して部品数の設定を行います。
2
操作
オプション
操作オプションダイアログを表示します。
生産中の動作に対する設定等を行います。
1
未搭載リスト
未搭載リストダイアログを表示します。
3
リトライ
リスト
2
供給装置情報
供給装置情報ダイアログを表示します。
1
ベリファイ単独検査
ベリファイ単独検査を行います。
2
ベリファイ連続検査
ベリファイ連続検査を行います。
3
SOT単独検査
SOT単独検査を行います。
4
SOT連続検査
SOT連続検査を行います。
4
検査
5
レーザ高さ検査
レーザ高さ検査を行います。
5
データ変更
部品データの一部の変更を設定します。
5
ツール
6
自動基板幅調整
自動基板幅調整ダイアログを表示します。