天龙M10 M20_中文手册.pdf - 第110页
2.程序的制作和编辑 2-52 由于缝隙对小片元件的影响很大, 所以同时吸取许可值的默认设定更加严格, 由 0.1mm 变为的 0, 对于不容易受到影响较大的小片元件,其同时吸取许可值就设定的较大 。这样,通过小片元件同 时吸取的设定,吸取错误等动作就会减少,而且在满足同时吸取条件的 情况下就会连续吸取,进 行确实的吸取操作。 ■ 同时吸取和重新吸取 (元件名称相同进行链接的情况下) 在如下所述的程序中,同时吸取循环中发生重新吸取的情况…
2.程序的制作和编辑
2-51
连续吸取和同时吸取
【菜单】 程序编辑>贴装&标识符>功能(列)>下一步骤连续吸取
程序编辑>贴装&标识符>功能(列)>单个吸取
吸取的方法有以下 3 种类型。
■ 单个吸取
1 个贴装头对 1 个吸取点的元件进行吸取,然后将这一元件进行贴装。虽然是效率最差的吸取方
法,但是由于元件尺寸的关系,没有选择的余地。
■ 连续吸取
复数的贴装头对 1 个或者多个吸取点的元件进行吸取。但是吸取的时间不是同时进行。
■ 同时吸取
在连续吸取满足一定条件的情况下,复数的贴装头对复数的元件进行同时吸取。如果设定 4 个贴
装头或者 6 个贴装头同时进行吸取,就可以达到最快的生产速度。
同时吸取的条件
● 在功能中要进行连续吸取指定。
● 元件尺寸要在 1005 以上。
● 贴装头间隔、相关送料器的吸取点间隔以及同时吸取许可值(在元件资料库的扩张功能
中设定)要有一定的关系。(请参照下例)
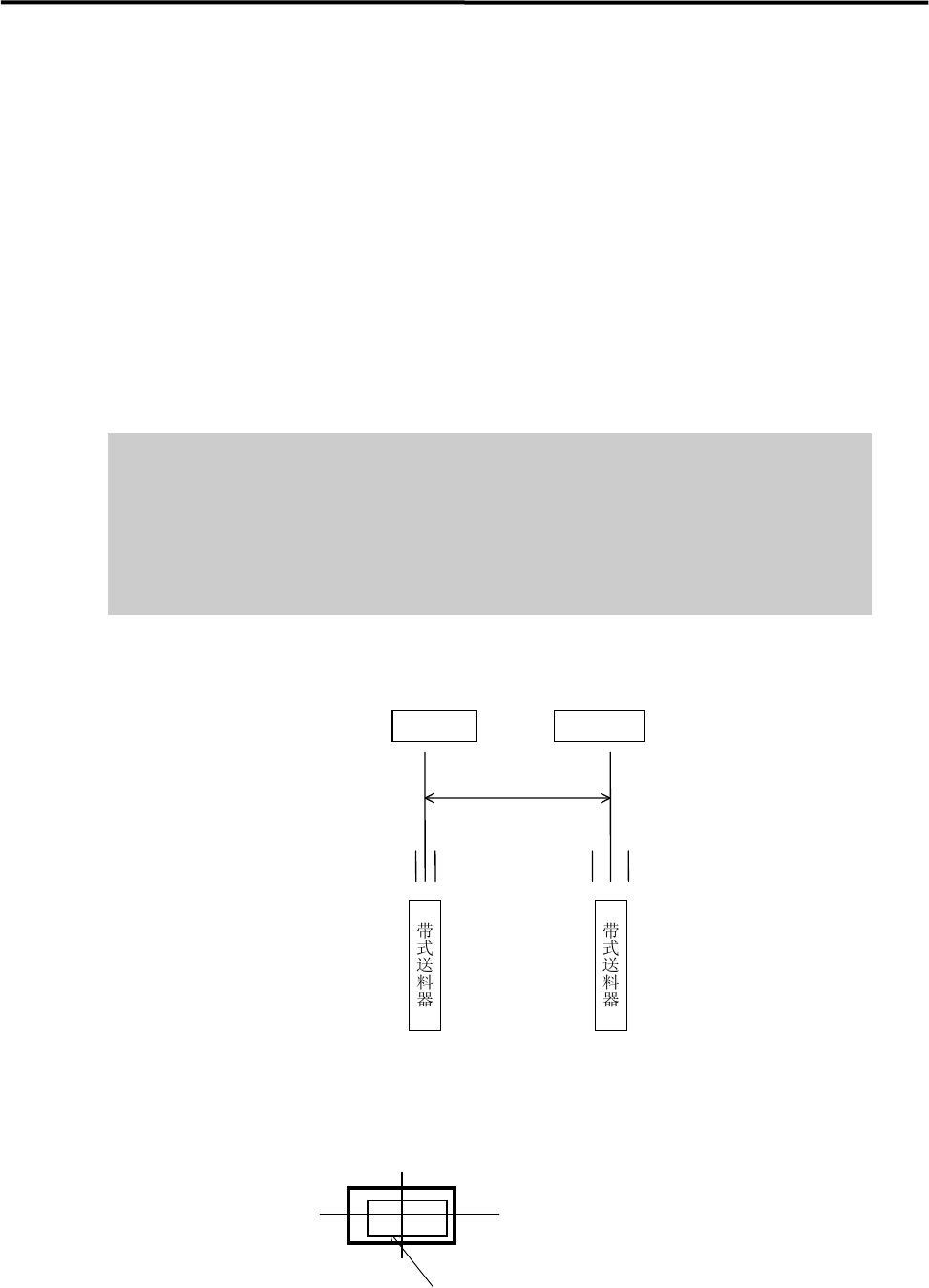
【例】 在贴装头①和贴装头②的位置有 30mm 间隔的情况下,如果 2 个带式送料器同时吸取,而且带有
2 个元件的同时吸取许可值分别为 0.2mm 和 0.1mm 时:
贴装头② 贴装头①
0.1 0.1 0.2 0.2
送料器斜度 X
在这种情况下,贴装头间隔如果在(送料器间隔 X+0.3)到(送料器间隔 X-0.3)的范围内,则可
以同时进行吸取。
考虑到同时吸取许可值(在元件资料库中)在容器和元件之间有缝隙,可以按照以下方法进行设定。
送料带的容器和元件之间有缝隙,元
件的中心无法吸取。
2.程序的制作和编辑
2-52
由于缝隙对小片元件的影响很大,所以同时吸取许可值的默认设定更加严格,由 0.1mm 变为的 0,
对于不容易受到影响较大的小片元件,其同时吸取许可值就设定的较大。这样,通过小片元件同
时吸取的设定,吸取错误等动作就会减少,而且在满足同时吸取条件的情况下就会连续吸取,进
行确实的吸取操作。
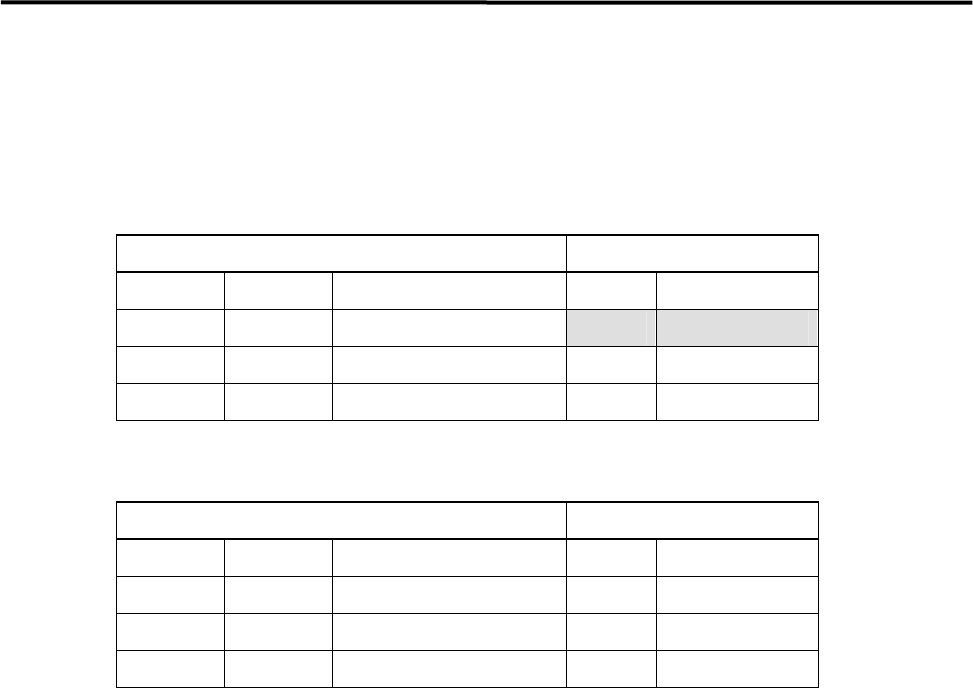
■ 同时吸取和重新吸取 (元件名称相同进行链接的情况下)
在如下所述的程序中,同时吸取循环中发生重新吸取的情况时,所有贴装头将在其贴装循环内的
序号最小的吸取点(本例中为 No.005)上进行元件吸取。
贴装&标识符 吸取
代码名称 功能 贴装头序号 No. 元件代码
R1608 贴装头 1 下一步骤连续贴装 005 R1608
R1608 贴装头 2 下一步骤连续贴装 006 R1608
R1608 贴装头 3 连续贴装结束 007 R1608
要想将每个贴装头重新吸取的吸取点进行分散时,可以指定其它别的代码名称。
贴装&标识符 吸取
代码名称 功能 贴装头序号 No. 元件代码
R1608A 贴装头 1 下一步骤连续贴装 005 R1608A
R1608B 贴装头 2 下一步骤连续贴装 006 R1608B
R1608C 贴装头 3 连续贴装结束 007 R1608C
2.程序的制作和编辑
2-53
旋转的组合基板
【菜单】 程序编辑>贴装&标识符>功能(列)>循环开始
程序编辑>贴装&标识符>功能(列)>循环结束
程序编辑>贴装&标识符>功能(列)>循环贴装的偏差值
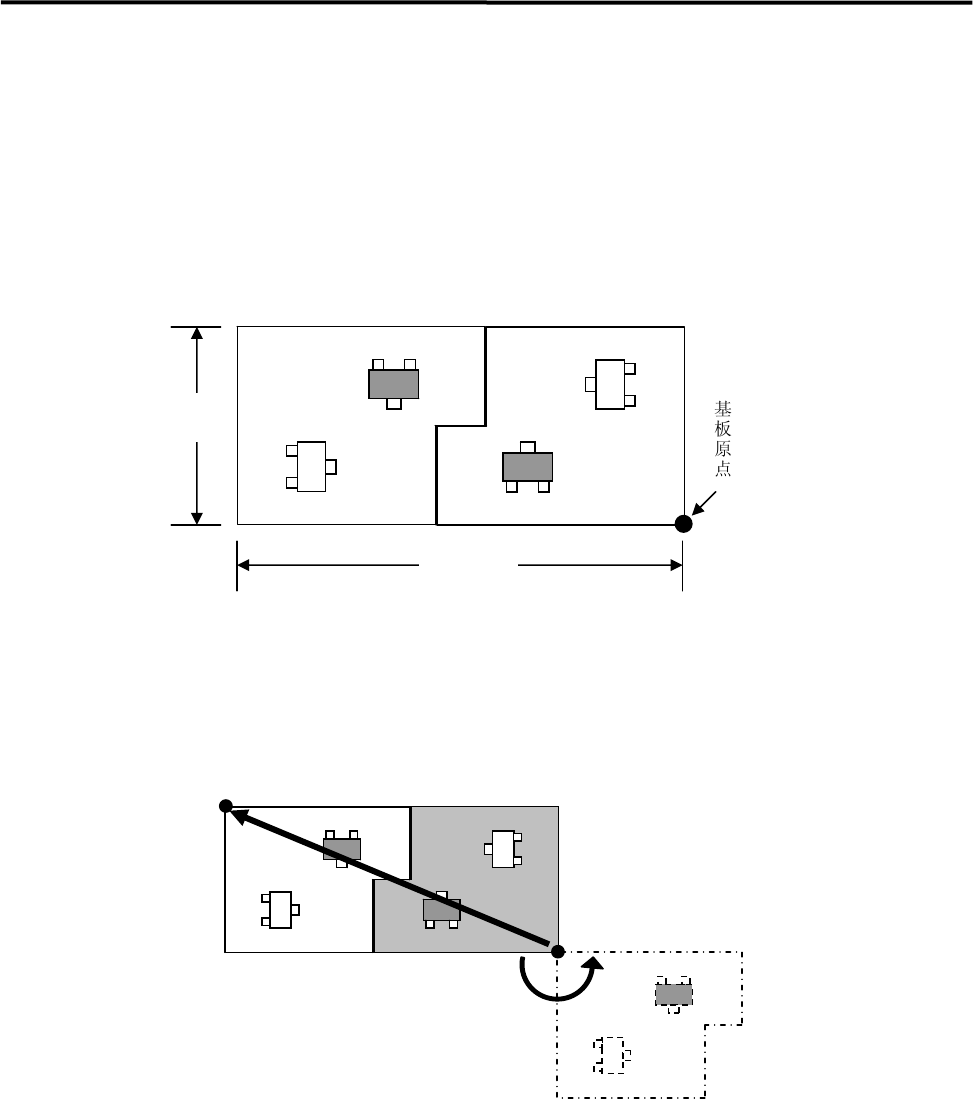
在组合基板以各个不同角度旋转的状态下进行连接的情况下(例:如下图所示的基板),可以利
用循环贴装的偏差值制作如下所示的数据。
在此,针对位于基板原点上的以组合基板为基准的数据制作方法进行说明。首先,以组合基板贴
装数据(下图中灰暗部分)为基准,按照通常的循环贴装数据进行编辑。这时在“循环贴装的偏
差值”栏中,对已经旋转的另外一个组合基板的位置和形态进行指定,偏差值将按照如下方法进
行设定。
■ 偏差值的获得方法
①
将组合基板(灰暗部分)以基板原点为旋转中心,按照与偏差对象同样形态进行旋转情况下
的回转角度输入到 T 坐标中。
②
将①中旋转的架空组合基板按照 XY 方向移动到实际偏差对象情况下的偏差值输入到 XY 坐标
中。
200mm
80mm
X 坐标=200.00
Y 坐标=80.00
T 坐标=180.00