天龙M10 M20_中文手册.pdf - 第89页
2.程序的制作和编辑 2-31 程序、吸取数据的制作 程序的制作 【菜单】 程序 在程序中,可以对元件的贴装数据以及基准标识符数据和坏板标识符数据进行制作。 程序>简易/详细 如果选择此菜单,参考标识名、注释、数据类型可以在表示/非表示之间进行切换。 【项目】 序号 程序将按照这一顺序执行。 ★最大步骤数为 10000 代码 根据代码,对在该步骤中,是对元件贴装数 据加以编辑还是对标识符数 据加以编辑进行区别。 另外, 代码还与贴…
2.程序的制作和编辑
2-30
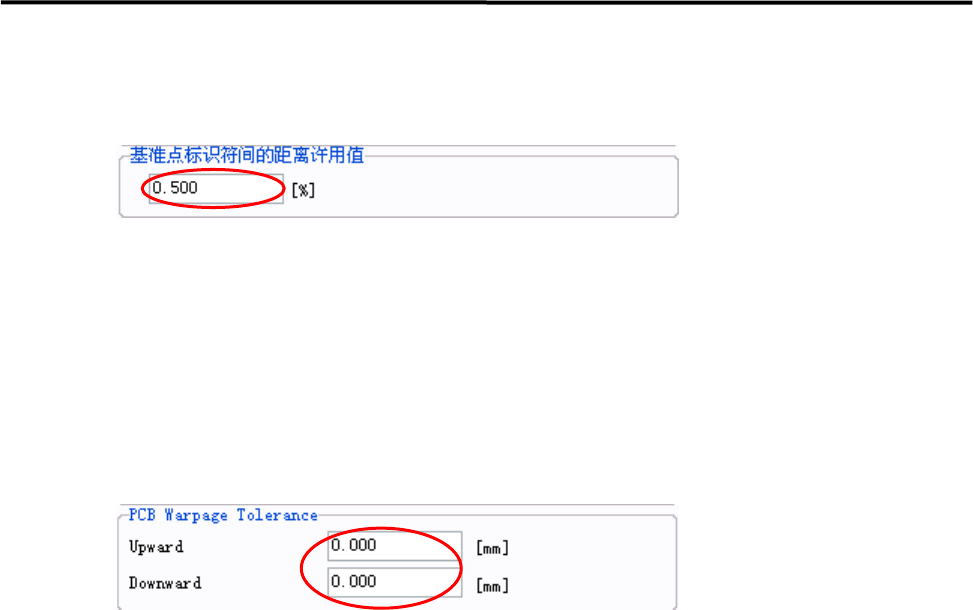
■ 基准点标识符间的距离许用值
以程序中输入的基准标识符坐标的标识符之间的距离为基准,对生产中检测出基板的基准标识符
时的标识符之间距离进行判定。
根据该判定,可以不生产存在伸缩或者变形现象的基板,直接排除。
请输入相对于标识符间的距离基准值的容许值(±%)。
如果检出的标识符之间的距离超过该容许值,将会出现错误。
■ 基板弯曲容许值
可输入基板上弯曲和下弯曲的容许值。
可以输入的数值,上弯曲的容许值为 0~4.0mm,下弯曲的容许值 0~1.0mm。
在该「上弯曲的容许值+下弯曲的容许值」的范围内,将使用载荷控制功能,对元件进行贴装。
特别是,通过输入下弯曲的容许值,还可以降低贴装高度,对应基板的下弯曲现象。
【注释】 一般来说,针对基板的下弯曲现象,建议使用基板顶针进行矫正。
2.程序的制作和编辑
2-31
程序、吸取数据的制作
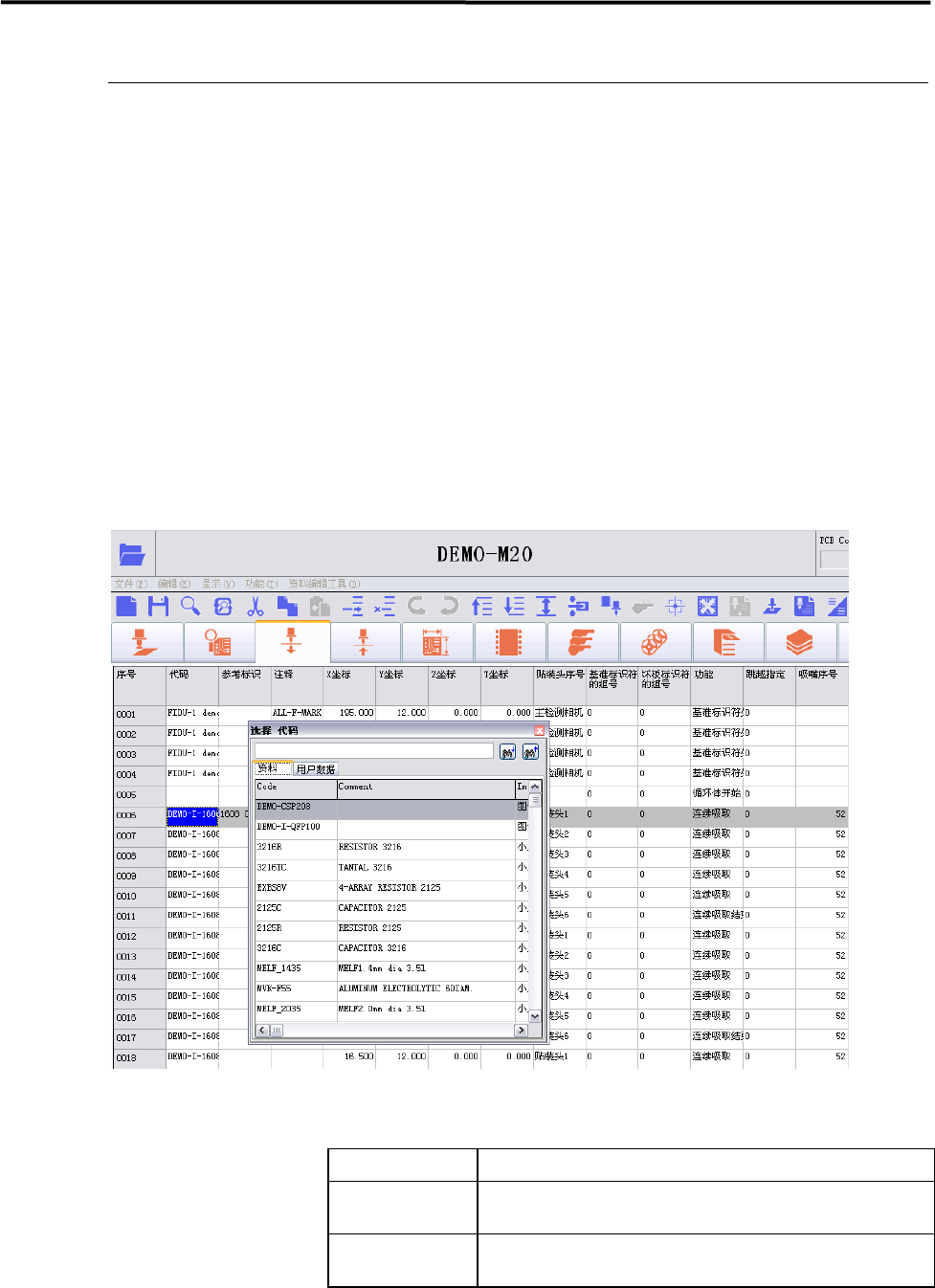
程序的制作
【菜单】 程序
在程序中,可以对元件的贴装数据以及基准标识符数据和坏板标识符数据进行制作。
程序>简易/详细
如果选择此菜单,参考标识名、注释、数据类型可以在表示/非表示之间进行切换。
【项目】
序号 程序将按照这一顺序执行。
★最大步骤数为 10000
代码 根据代码,对在该步骤中,是对元件贴装数据加以编辑还是对标识符数
据加以编辑进行区别。另外,代码还与贴装&标识符、吸取数据、资料库
等进行相互链接,所以必须要进行输入。代码分为元件代码和标识符代
码 2 种。可以通过在代码单元格内右击,对每种元件进行滤选,或者使
用键盘直接输入。
★最大文字数 半角 38 文字
【注释】 在右击代码单元格也不能显示标识符代码的情况下,需要在功能单元格中事先输入“基准标识符
处理”或者“坏板标识符处理”。
代码 链接目标
元件代码 吸取数据(元件的吸取点等数据)、元件资料库(元件
的类型、尺寸等数据)
标识符代码 基准标识符和坏板标识符的程序编辑。在通过检测相
机对标识符进行检出的行中使用。
参考标识名称 可以对基板上元件旁边印刷的白色文字进行输入。
★最大文字数 半角 14 文字
2.程序的制作和编辑
2-32
注释 可以输入与元件相关的注释。
★最大文字数 半角 40 文字
X,Y,Z,T 坐标 可以对输入的贴装坐标进行检测。可以通过在想要检测的单元格中右击
光标或者选择“<功能>检测”进行实施。
★单位 X,Y,Z 为 0.01mm;T 为 0.01° ,从上部观看逆时针旋转为+方
向。
-
+
在“+”的情况下,符号的输入已经省略。在“-”的情况下,则通过键
盘输入“-”符号。
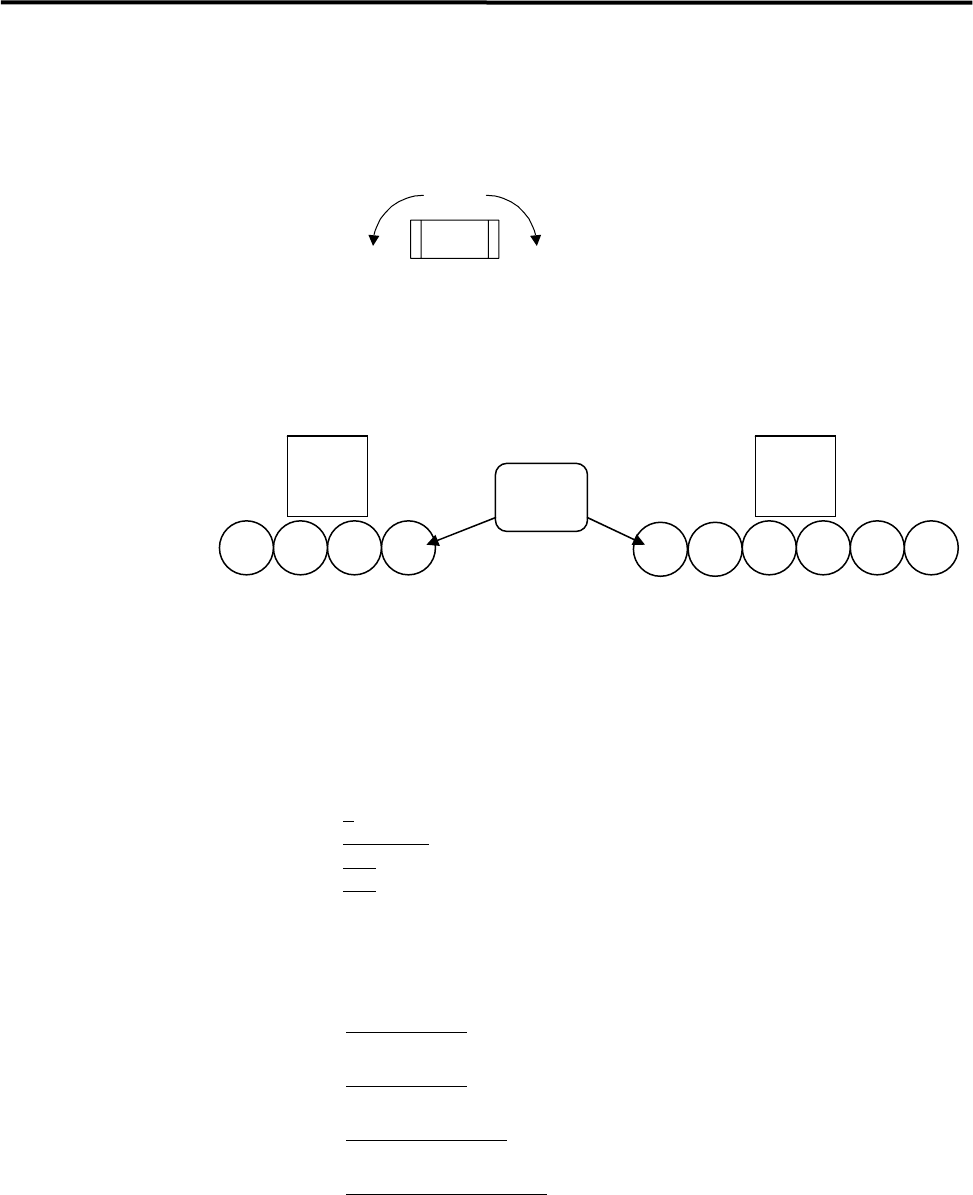
贴装头序号 通过右击指定贴装头的序号。贴装头的构成如下所示:
基准标识符组号 输入基准标识符组的序号。
在全体基准的情况下,可以直接使用初始值“0”。在个别基准的情况下,
输入“0”以外的值(1-99)。
如果该步骤为基准标识符行时,那么在此输入的数字就是标识符中附带
的序号。另一方面,如果该步骤为元件贴装行时,该数字则变为元件贴
装中使用的基准标识符序号。
坏板标识符组号 通过右击指定坏板标识符组的序号。
0
标准坏板标识符
1 – 249
组坏板标识符
255
基板坏板标识符
254
基板坏板标识符 (不含组坏板标识符)
如果该步骤为坏板标识符行时,那么在此输入的数字就是标识符中附带
的序号。另一方面,如果该步骤为元件贴装行时,该数字则变为元件贴
装中使用的坏板标识符序号。
功能 通过右击选择所要使用的功能。(详细情况在下面进行说明)
循环贴装开始
用于组合基板使用时等,显示同一数据循环体
进行循环时的开始行。
循环贴装结束
用于组合基板使用时等,显示同一数据循环体
进行循环时的结束行。
循环贴装的偏差值
用于组合基板使用时等,显示同一数据循环体
进行循环时的偏差量指定行。
正逻辑坏板标识符处理
显示正逻辑坏板标识符的指定行。
123 4
基板
相机
4 贴装头规格(从贴片机正面上方观看)
123 4
5 6
基板
相机
6 贴装头规格(从贴片机正面上方观看)
贴装头
序号