天龙M10 M20_中文手册.pdf - 第499页
16.点胶机 16-19 ◆ 信息显示的内容 [AR]…点胶面积(平方毫米×1000) [LS]…点胶径的最大直径(μm) [SS]…点胶径的最小直径(μm) [SD]…点胶面积比(%) 【注释①】 信息显示的[AR]、[LS]、[SS]、[SD]的一行,表示 1 个点胶点的图像处理结果。 当图像处理结果为 OK 时,用蓝色加以表示,当结果为 NG 时,用橙色加以表示。 对蓝色显示的图像处理结果 OK 的点胶面积比进行总计(平均化),判…
16.点胶机
16-18
点胶检查的运用
建议先在测试点布站上实施点胶检查,当确认点胶面积已经 OK 之后,
再开始进行生产。
具体有下列两种方法。
【操作 A】
① 按下 START 开关,执行程序,在测试点布站上开始点胶之后,
按下 STOP 开关。
② 此时,画面下部的信息显示栏和覆盖图将会开启。
通过覆盖图,对点胶形状进行确认,再通过信息显示栏,对点胶径与点胶面积比进行确认。
③ 反复实施点胶补正(重试),当点胶检查 OK 后,按下 START
开关,重新开始生产。
从下次开始,就不需要在点胶检查时停止生产。
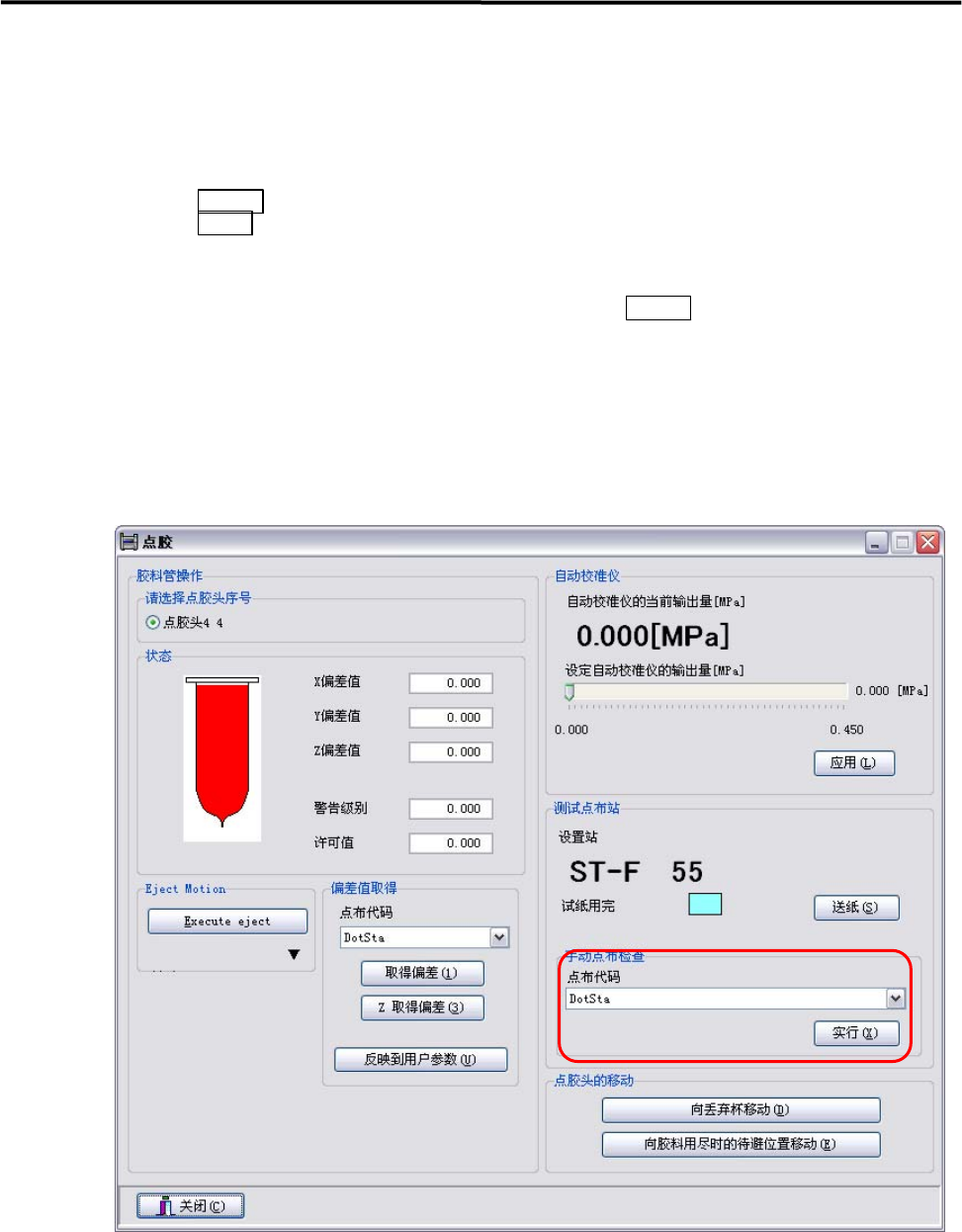
【菜单】 手动>点胶
【操作 B】
① 点击“手动>点胶”,打开点胶的画面。
② 此时,画面下部的信息显示栏和覆盖图将会开启。
通过覆盖图,对点胶形状进行确认,再通过信息显示栏,对点胶径与点胶面积比进行确认。
③ 在该画面中,选择[手动点布检查]栏中的[点胶代码],
然后点击<实行>按钮。
④ 在测试点布站上进行点胶检查。
⑤ 反复实施点胶补正(重试),当点胶检查 OK 之后,再开始生产。

16.点胶机
16-19
◆ 信息显示的内容
[AR]…点胶面积(平方毫米×1000)
[LS]…点胶径的最大直径(μm)
[SS]…点胶径的最小直径(μm)
[SD]…点胶面积比(%)
【注释①】 信息显示的[AR]、[LS]、[SS]、[SD]的一行,表示 1 个点胶点的图像处理结果。
当图像处理结果为 OK 时,用蓝色加以表示,当结果为 NG 时,用橙色加以表示。
对蓝色显示的图像处理结果 OK 的点胶面积比进行总计(平均化),判定是否进入到
[检查容许值](±%)的范围内。
【注释②】 如果反复实施多次点胶补正(重试),点胶检查总是无法 OK 的(不收敛)时,
请对点胶量进行调整。
还要对点胶数据的点胶条件进行调整,使信息显示的[LS]与[SS]尽量接近点胶检查数据
编辑(图像数据)中的[预想尺寸],或者使[SD]尽量接近 100%。
(请尽量调整到信息显示栏中的蓝色图像处理结果 OK 行多多地出现。)
【注释③】 在变更点胶检查的点胶条件时,请按照与基板点胶相同的点胶条件,
对数据进行变更。
在通常情况下,请合在一起加以考虑,使点胶条件保持相同。
【注释④】 如果在贴装&标识符(程序)中存在点胶检查(测试点布站)的步骤时,
在其之后的点胶步骤中都会反映出该点胶检查步骤。
如果其后还有第 2 次的点胶检查(测试点布站)步骤时,前一次的点胶检查将会被删除,
更新为新的点胶检查,并反映到以后的点胶步骤中。
例如,可以编制『点胶量较小的点胶检查→点胶量较小的点布→点胶量较大的点胶检查
→点胶量较大的点布』这样的程序。
16.点胶机
16-20
点胶针偏差值
点胶针偏差值
点胶针偏差值,是利用基板相机对测试点布站上点布的点胶点进行摄影,并通过图像处理,
对点胶头与点胶针的安装误差进行补正的功能。
该点胶针偏差值的取得方法,分为有自动取得和手动取得。
点胶数据、
点胶资料/点胶检查、
点胶检查资料编辑(图像数据)
的设定
可以继续利用在测试点布站上进行点布的点胶检查参数。
不需要再重新制作数据。
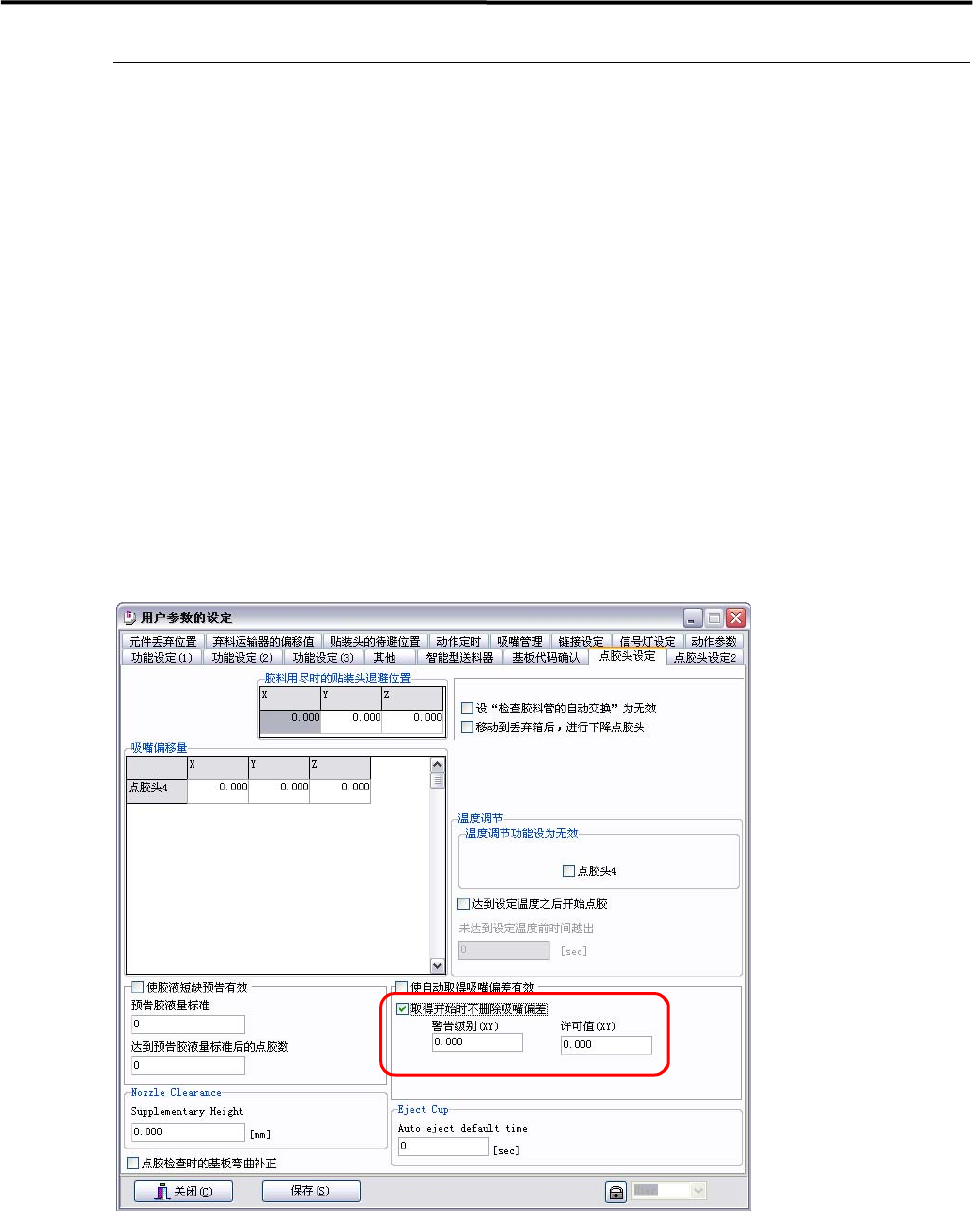
用户参数的设定
【菜单】 系统>用户参数>点胶头设定
【操作】
① 勾选上[取得开始时不删除点胶针偏差]的选项。
如果在此处进行勾选,就会按照现在的点胶针偏差值进行点胶,获取点胶针偏差值。
如果不勾选,将会按照点胶针偏差值 X=0、Y=0 进行点胶,获取点胶针偏差值。
② 在[警告级别(XY)]栏中,输入发生警告的数值。(单位:±mm)推荐值:0.300~0.500
如果取得的点胶针偏差值超过该数值,将会发出警告。
可以检测出点胶头与点胶针的异常。
③ 在[许可值(XY)]栏中,输入使取得的点胶针偏差值变为 OK 的数值。(单位:±mm)
推荐值:0.030~0.050
如果取得的点胶针偏差值超过该数值,将会进行重试。
最终如果进行该数值以内(收敛)则为 OK。(点胶针偏差值的取得完毕)