天龙M10 M20_中文手册.pdf - 第295页
9.生产 9-11 如果对开始行的指定和循环体开始行的指定进行组合, 可以从任意步骤开始, 对任意 的组合基板进行生产。贴装所必要的基准可以自动获取并实施。(中途实行编辑) 单循环贴装时间 显示出最新贴装步骤的 1 个循环所需要的贴装时间。 单贴装头贴装时间 是指单循环贴装时间除以使用的贴装头数的时间值。 显示出最新贴装步骤的 1 个贴装头所需要的贴装时间。 每个循环的 CPH 显示出 1 个小时内最新贴装循环的贴装元件个数。 16. …
9.生产
9-10
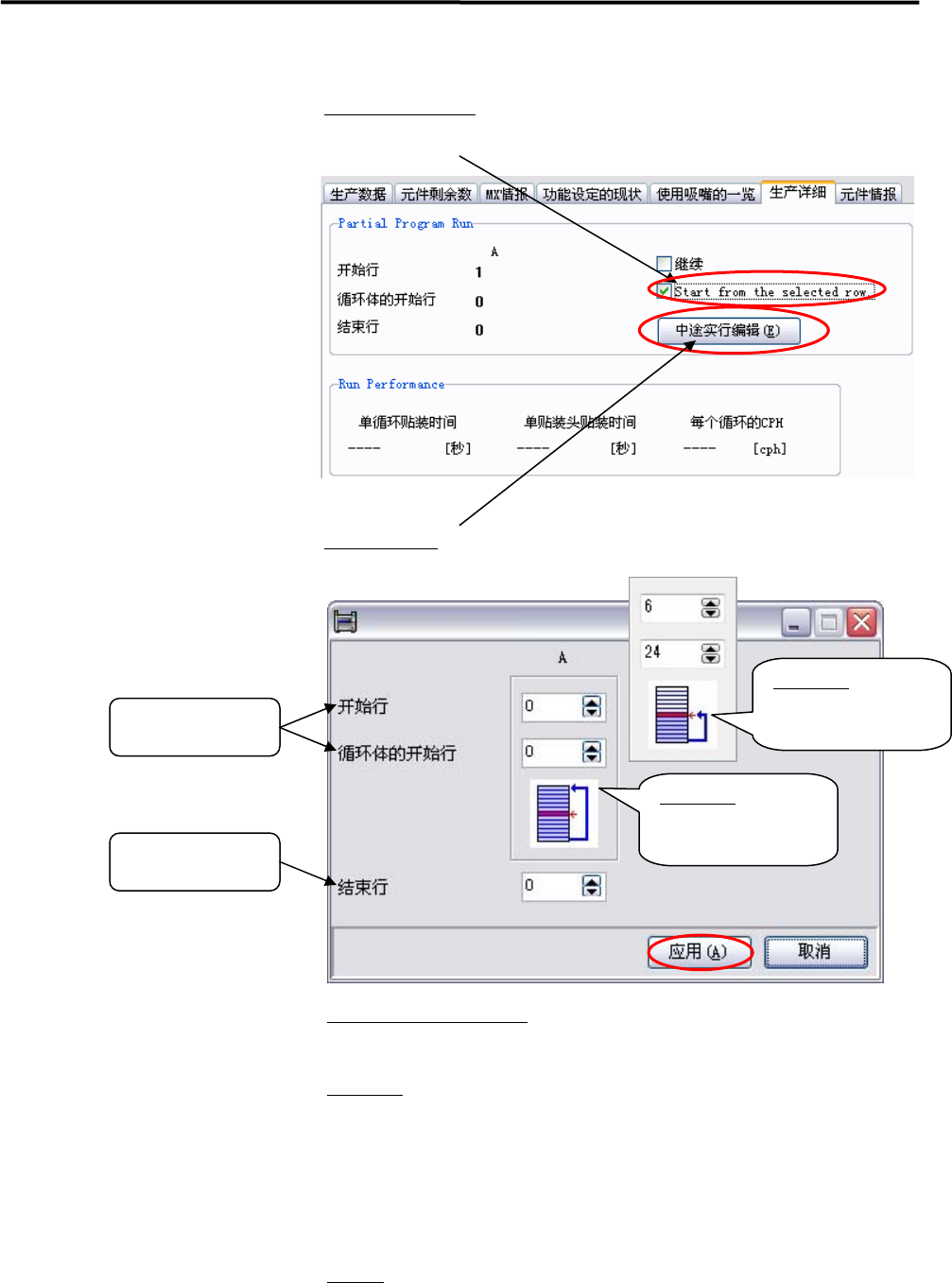
【注释】 请注意不要忘记勾选。
【注释】 如果下一步从最初行开始生产时,该记忆将会被清除,请加以注意。
从任意行开始实行
如果需要中途从任意行开始生产以及在任意行结束生产时,
可以勾选此处。
中途实行编辑
然后,点击该按钮。将会显示出下列画面。
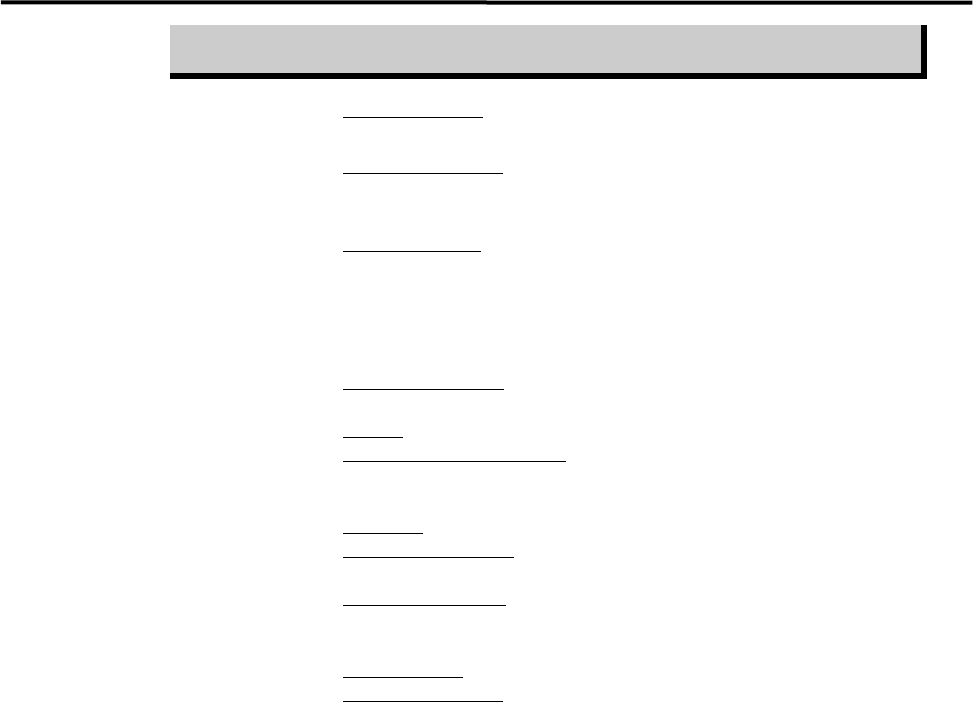
开始行/循环体的开始行
可以对生产中途开始的行及生产中途开始的循环体指定行(在[功能]
的[反复贴装的起始行]中被指定的行)进行任意指定。
生产图标
横线表示程序数据的各行。通过点击可以对下列 2 个设定进行切换。
当箭头(生产开始点)在上部(默认设定)的情况下:在中途开始的过程
中,[开始行]和[循环体的开始行]的设定只适用于生产开始后的第
1 个基板。第 2 个基板以后的生产将从最初行开始。
当箭头(生产开始点)在中间的情况下:在中途开始的过程中,[开始
行]和[循环体的开始行]的设定,在生产结束之前,将适用于所有的
基板。
结束行
可以对生产中途结束的行进行任意指定。在生产结束之前,将适用于所
有的基板。
在输入后,请点击<应用>按钮,开始进行生产。
输入生产中途
开始的行
输入生产中途
结束的行
生产图标
箭头(生产开始点)
在上部的情况下
生产图标
箭头(生产开始点)
在中间的情况下
9.生产
9-11
如果对开始行的指定和循环体开始行的指定进行组合,可以从任意步骤开始,对任意
的组合基板进行生产。贴装所必要的基准可以自动获取并实施。(中途实行编辑)
单循环贴装时间
显示出最新贴装步骤的 1 个循环所需要的贴装时间。
单贴装头贴装时间
是指单循环贴装时间除以使用的贴装头数的时间值。
显示出最新贴装步骤的 1 个贴装头所需要的贴装时间。
每个循环的 CPH
显示出 1 个小时内最新贴装循环的贴装元件个数。
16. 元件情报 通过点击该窗口的表示/非表示按钮可以进行显示切换。以 10 秒钟为间
隔,对生产中各元件的元件剩余数进行显示。
[元件剩余数]选项卡
生产可能的基板数
对现状元件剩余数中可以进行生产的基板数加以显
示。是各元件生产基板数的最小值。
预告数
对输出元件短缺预告的基板数进行设定。
生产可能的基板数(图形)
绿色表示生产可能数,黄色表示预告数。每
一项都是对应百分之 100(右端)的比率。在此所说的百分之 100,是指
生产计划中的设定数。随着生产的进行,绿色部分将向左侧方向缩短。
元件代码
这是生产基板的程序数据中使用的所有元件代码。
元件剩余数/最大数
是现在元件的剩余数和设置可能的最大元件数(在
详细情报中为各元件最大元件数的合计)。
元件剩余数的比率
用图形对上述元件剩余数/最大数进行表示。蓝色
为对应最大数的元件剩余数的比率,黄色为对应最大数的预告数的比
率。右端为百分之 100。
基板内使用数
表示生产 1 张基板所需要的每种元件的元件数。
生产可能的基板数
根据元件剩余数和 1 张基板内的元件使用数,按照
每种元件为单位对以后可以生产的基板数进行显示。
[详细情报]选项卡
对每个元件的链接情报和每个吸取点的元件最大数、元件剩余数等进行
显示。

9.生产
9-12
17.[元件剩余数]选项卡 在[元件剩余数]选项卡中,实行的程序能够按照站前、站后、CTF-X
等分别显示出吸取点情报。在显示的吸取点情报中,[元件代码]、
[送料盘]、[序号](吸取点序号)为[程序编辑]窗口中输入的数
据,而[送料盘]、[P1(P2,P3...)#](送料盘 No.)、[X 开始]、
[Y 开始]为参照送料盘资料库的情报。
从显示出的吸取点情报中可以对下列项目进行确认。
● [送料器的跳跃指定]
站(前)/(后)的[送料器跳跃指定]中“0”的含义为该送料器可以使用,“1”的含义为该送料器
不可以使用。
同一送料器如果连续发生吸取错误/图像错误的情况下,贴片机就会停止使用该送料器,而使用链
接(具有同一元件代码)的其他送料器。这时,[送料器的跳跃指定]将会被设定为“1”(只在用
户参数>链接设定中“吸取 NG/图像 NG 时使用其他送料器”变为有効的情况下适用)。
[送料器的跳跃指定]也可以通过手动进行设定。
【注释】 关于[链接设定],请参照第 11 章的「链接设定」一节。
● [优先]
在 CTF-X 的[优先]栏中如果输入“1”时,该送料器的使用将优先于其他具有同样元件代码的送
料器。在通常情况下,同一元件代码为复数时,按照吸取点序号从小到大的顺序进行使用。
[优先] 0:优先,1:不优先
【注释】 若要将[优先]设定反映给生产时,可以点击<元件计数更新>按钮实行。
● 元件数的设定要正确。(只对应站中安装有送料器的情况下)
元件数的设定包括[供给元件数]和[剩余数]。[供给元件数]就是在该送料器安装时或者更
换时最初能够供给的元件数。[剩余数]就是该送料器可以供给的实际元件数,在最初与供给元
件数同样,随着生产的运行将逐渐减少。
对所有行的[供给元件数]的数值向[剩余数]进行复制,可以通过点击[一起设定]按钮进行。
只对选择的行进行复制时,则点击[行初始化]按钮。
○将程序数据作为新生产程序的情况下
打开[生产]窗口,初始值将被自动输入。
可以通过手动对[剩余数]进行变更。如果点击[一起设定]按钮,所有行的[供给元件数]
的数值将复制到[剩余数]中。
如果点击[行初始化]按钮,只有选择的行才能够被复制。
○进行过 1 次生产的程序数据作为生产程序的情况下
原则上来说可以继承前回生产结束时的[供给元件数]和[元件剩余数]。但是在下列情况
下除外。
○将进行过 1 次生产的程序数据对其吸取数据进行编辑的情况下
在生产前或者生产中,如果对下列的吸取数据进行编辑时,前回生产结束时的[供给元件数]
和[元件剩余数]就不能继承,而要使用初始值。
[吸取数据]的元件代码
[吸取数据]的吸取种类
[吸取数据]的吸取点序号
[吸取数据]的送料器/送料盘
[吸取数据]的排列(顺序)
[吸取数据]的件数(步骤数)