天龙M10 M20_中文手册.pdf - 第397页
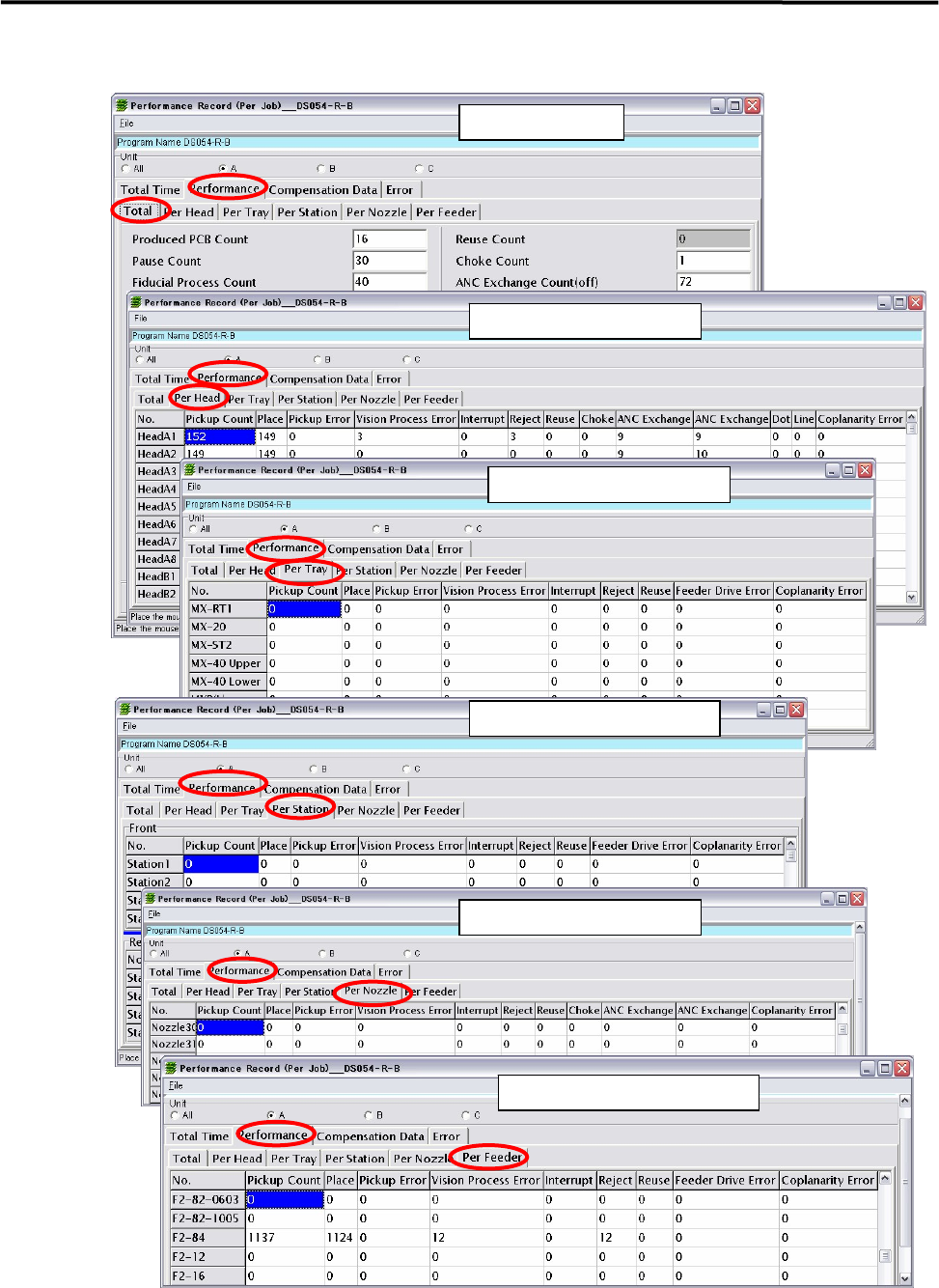
12.管理数据 12-5 ● 实绩管理的画面 实绩管理>全体 实绩管理>每个贴装头 实绩管理>每个矩阵盘 实绩管理>每个送料站 实绩管理>每种吸嘴类型 实绩管理>每种送料器
12.管理数据
12-4
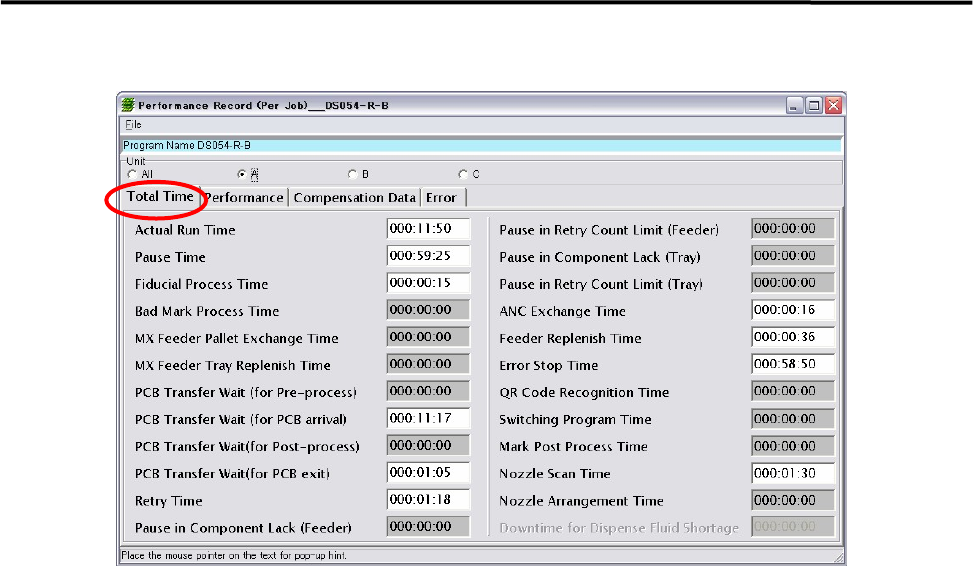
● 时间管理的画面
实际生产时间 生产时间 - 总停止时间
一时停止时间 通过循环停止开关所造成的停止时间(循环停止)
基准标识符识别时间 标识符的 XY 方向移动~识别完了的时间
坏板标识符识别时间 标识符的 XY 方向移动~识别完了的时间
矩阵盘交换时间 往返装置、升降装置等的动作时间
矩阵盘交换待避时间 吸取点上空移动完了~矩阵盘供给完了(贴装头待避时
间)
前工程待避时间 前工序 Ready ON~入口传感器 ON 的时间
搬入待避时间 贴装头待避位置移动完了~基板夹紧的时间
后工程待避时间 1 枚基板生产终止(出口缓冲到达)~搬出开始的时间
搬出待避时间 基板松开~搬出完了的时间
再吸取时间 丢弃动作开始~再吸取~图像识别 OK 的时间
元件短缺停止时间(矩阵盘以外) 元件短缺(剩余数计数=0)造成的停止时间
再吸取次数越出停止时间(矩阵盘以外) 再吸取次数越出(图像、吸取 NG)造成的停止时间
元件短缺停止时间(矩阵盘) 元件短缺(剩余数计数=0)造成的停止时间
再吸取次数越出停止时间(矩阵盘) 再吸取次数越出(图像、吸取 NG)造成的停止时间
ANC 时间 ANC 的 XY 方向移动~吸嘴脱开完了(Z 上升)的时间
送料器元件供给待避时间 吸取点上空移动完了~送料器供给完了(贴装头待避时
间)
错误停止时间 错误造成的停止时间(非常停止除外)
QR 代码识别时间 基板 QR 代码的图像识别时间(使用选购品时)
生产程序切换时间 QR 代码识别等导致生产程序的自动切换时间
(使用选购品时)
标识位置识别时间 XY 轴标识补正的图像识别时间
吸嘴 ID 识别时间 吸嘴 ID 的图像识别时间
吸嘴最适配置时间 实施吸嘴最适化的吸嘴排列时间
12.管理数据
12-5
● 实绩管理的画面
实绩管理>全体
实绩管理>每个贴装头
实绩管理>每个矩阵盘
实绩管理>每个送料站
实绩管理>每种吸嘴类型
实绩管理>每种送料器
12.管理数据
12-6
生产枚数、一时停止次数、基准标识符识别次数、基准标识符识别 NG 次数、基准标识符手动确定
次数、坏板标识符识别次数、坏板标识符识别 NG 次数、坏板标识符处理跳跃次数、坏板标识符处
理未跳跃次数、吸取次数、贴装次数、吸取 NG 次数、图像 NG 次数、电极浮起 NG 次数、中断次数、
丢弃次数、返回次数、阻塞次数、ANC 脱开次数、ANC 附着次数、元件短缺时吸取 NG 次数、送料
器链接次数、PCB 跳跃次数、生产程序切换次数、QR 代码识别次数、QR 代码识别 NG 次数、吸嘴
ID 识别次数、吸嘴最适配置次数、2 点基准次数、2 点基准(伸缩补正)次数、吸取错误/吸取次
数(%)、图像错误/吸取次数(%)、送料器驱动错误次数
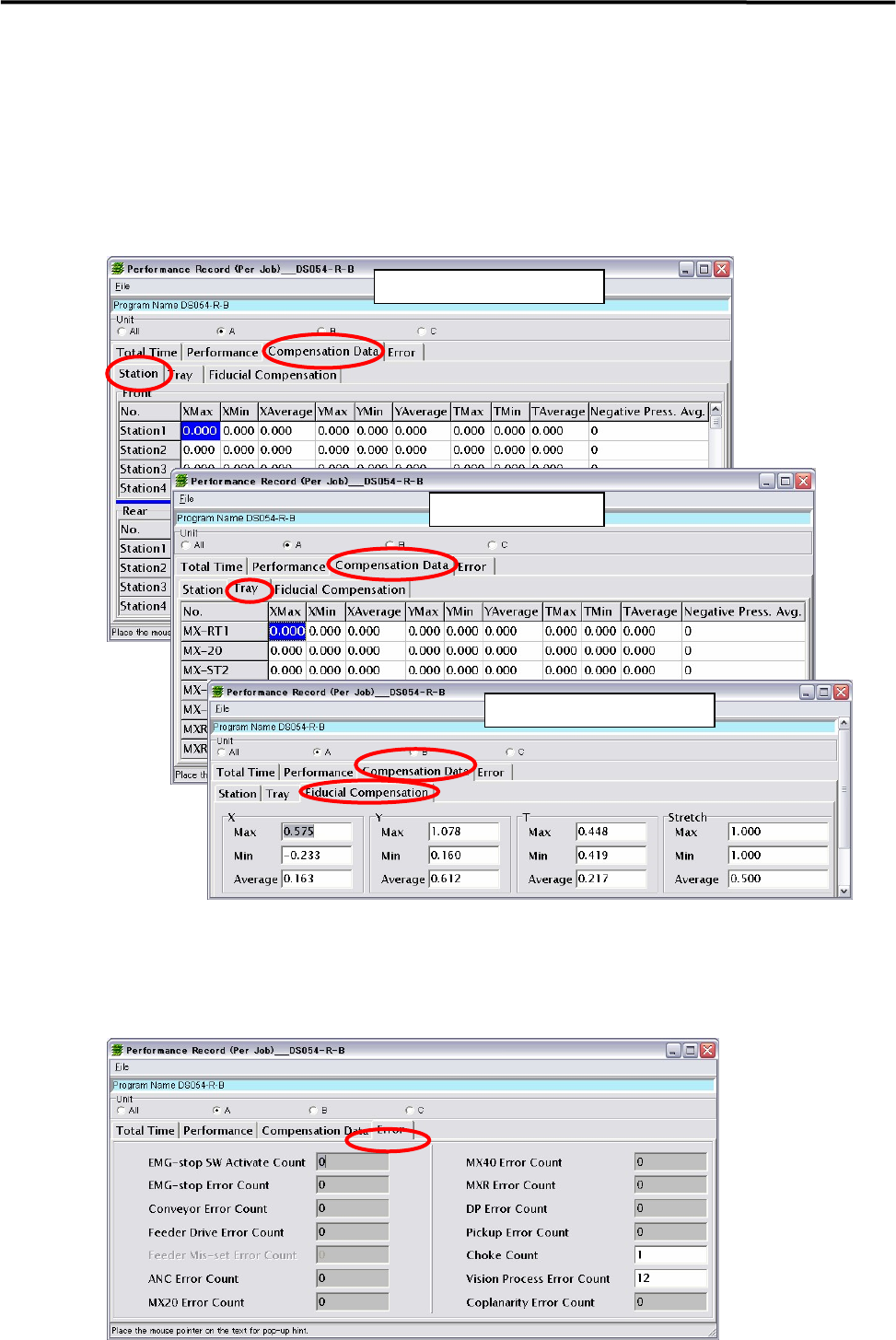
● 统计数据的画面
X 最大值、X 最小值、X 平均值、Y 最大值、Y 最小值、Y 平均值、T 最大值、T 最小值、T 平均值、
负压平均值、伸缩率最大值、伸缩率最小值、伸缩率平均值
● 错误管理的画面
统计数据>送料站
统计数据>矩阵盘
统计数据>基准偏移量