天龙M10 M20_中文手册.pdf - 第257页
5.资料库的制作与编辑 5-93 【注释】 在使用 JEDEC 用送料盘的情况下,前侧和后侧定位销的偏差值为 X=0/Y=170。请进行正确的检 测。 不是同一矩阵盘不能进行链接。 【注释】 MX-ST2 和 MX-20 只是在构造上有所不同, 基准点的设定方法都相同。 在使用 JEDEC 用送料盘的 情况下,前侧和后侧定位销的偏差值为 X=0/Y=180。请进行正确的检测。 【注释】 MX-RT1 和 MX-20 只是在构造上有所不同…
5.资料库的制作与编辑
5-92
● MX-20(MX-ST2,MXR)
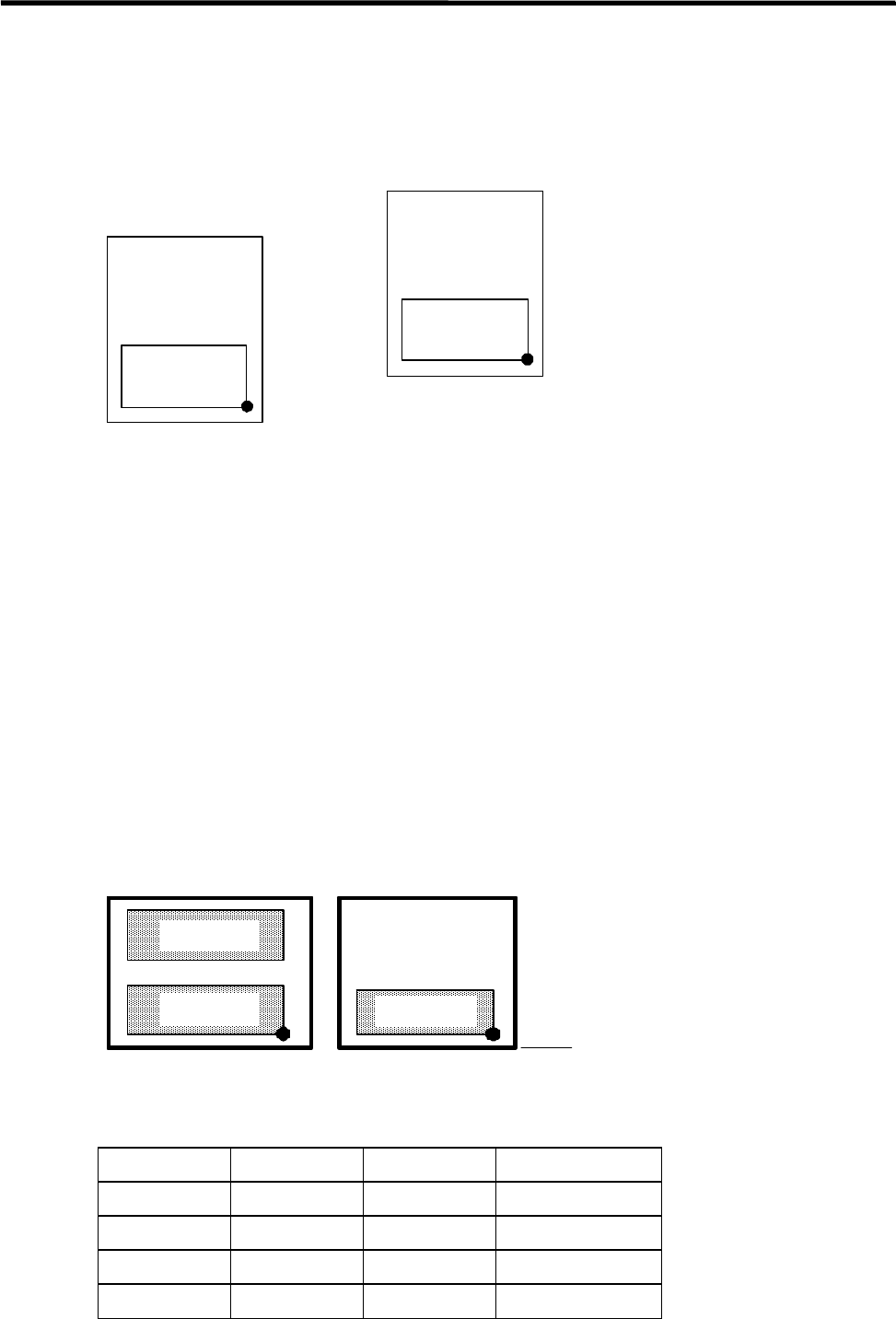
在 MX-RT1 以外的矩阵盘送料器的情况下,将碰到定位销的矩阵盘的近前右角作为 XY 基准点(前
位置和后位置都有基准点),将送料盘上面作为 Z 基准点进行登录。
在这一位置之外设置矩阵盘时,将以 MX-20 的前位置为例,对基准点登录的步骤进行说明。
前位置的基准点(0,0)
后位置的基准点(0,0)
【操作】
①
选择“功能>检测”,进入检测模式。
②
点击[检测矩阵盘],在[设备类型]中选择"MX-20",在[送料盘位置]中选择“前”。
③
通过基板相机对 XY 的基准点进行检测。
④
点击<原点变更>按钮。
⑤
确认[X]和[Y]的坐标都将变为“0”。
⑥
在任意贴装头上装上吸嘴,在[轴的指定]中选择[Z 轴],就可对送料盘上面进行检测。
⑦
点击<原点变更>按钮。
⑧
确认[Z]的坐标将变为“0”。
【注释】 若要对每个各送料盘的基准点都进行设定时,可以在[MX-20/MXR 送料盘情报]栏中对偏差值
进行指定。
无论在哪个矩阵盘送料器的状态下,如果同样的送料盘上使用多个矩阵盘时,就在[X 偏差值]和
[Y 偏差值]的单元格中输入偏离上述基准点的偏差值。
例) 对 MX-20 配置了如下所示的矩阵盘,想要制作链接资料时:
送料盘 4 送料盘 1
前位置
矩阵盘 A
矩阵盘 B
矩阵盘 C
送料盘资料库右侧窗口的输入(实际是横方向进行输入,由于纸面的关系用纵方向进行表示)
送料盘序号 X 偏差值 Y 偏差值 备注
1 0 0 矩阵盘 A
1 0 170 矩阵盘 B
4 0 0 矩阵盘 C
0 0 0 无链接
5.资料库的制作与编辑
5-93
【注释】 在使用 JEDEC 用送料盘的情况下,前侧和后侧定位销的偏差值为 X=0/Y=170。请进行正确的检
测。
不是同一矩阵盘不能进行链接。
【注释】 MX-ST2 和 MX-20 只是在构造上有所不同,基准点的设定方法都相同。在使用 JEDEC 用送料盘的
情况下,前侧和后侧定位销的偏差值为 X=0/Y=180。请进行正确的检测。
【注释】 MX-RT1 和 MX-20 只是在构造上有所不同,基准点的设定方法都相同。在使用 JEDEC 用送料盘的
情况下,前侧矩阵盘和后侧矩阵盘的偏差值约为 Y=140。请进行正确的检测。
矩阵盘资料库(矩阵盘数据)
【菜单】 程序数据>矩阵盘数据
程序数据>吸取数据>供给部/矩阵盘>矩阵盘数据
在使用矩阵盘送料器时,对矩阵盘情报进行登录。在矩阵盘资料库制作之前,必须先制作送料盘
资料库。
【项目】
文件>保存 在资料变更后进行选择,并将变更的内容进行保存。
矩阵盘 对矩阵盘名称进行指定。它与“程序编辑>吸取资料”相链接。
★最大登录数:500 件;最大文字数:半角 14 文字
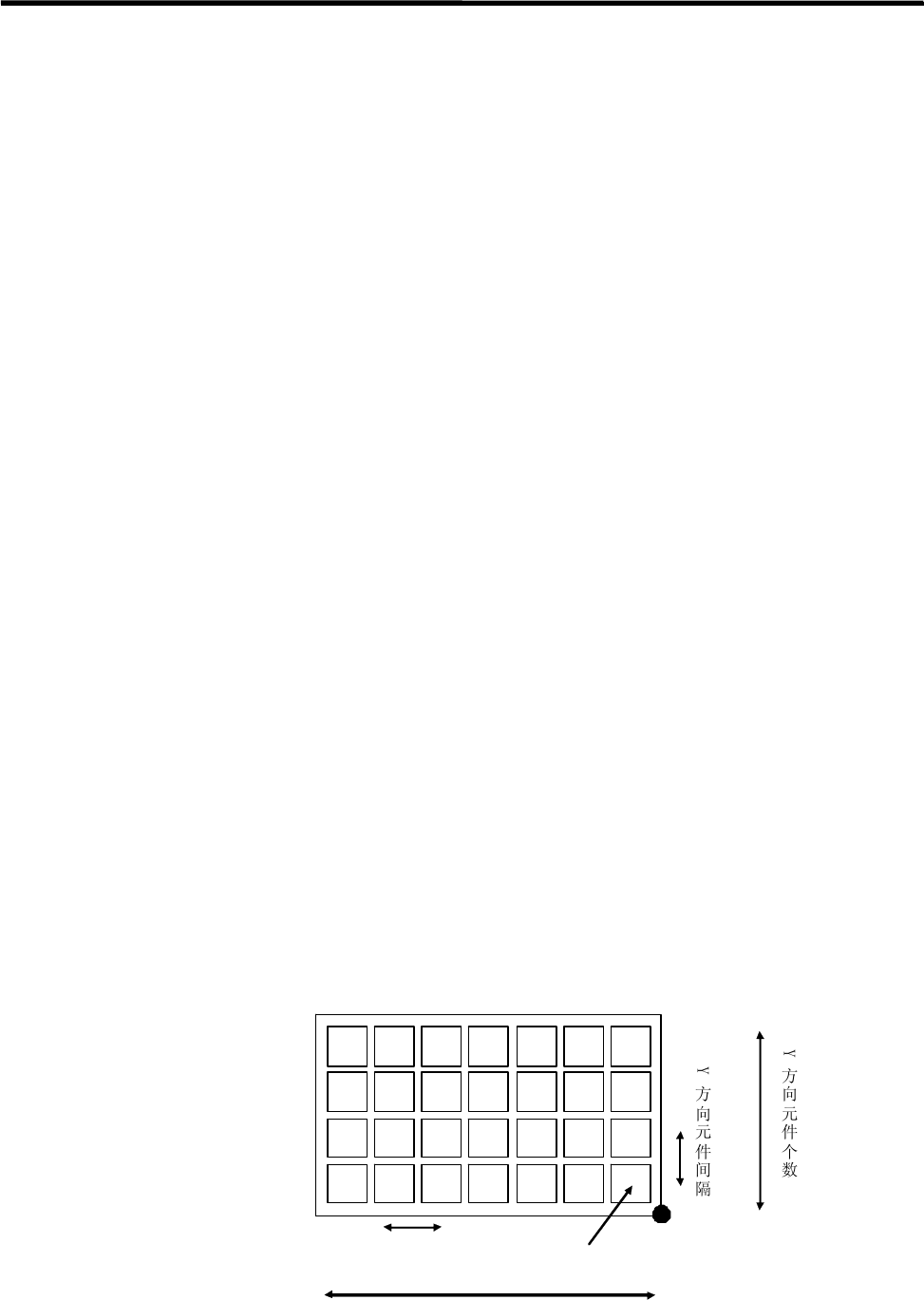
X 方向元件间隔 矩阵盘上元件与元件的间隔(X 方向)
★单位:0.01mm
X 方向元件个数 矩阵盘上元件的个数(X 方向)
★最大个数:999 个
Y 方向元件间隔 矩阵盘上元件与元件的间隔(Y 方向)
★单位:0.01mm
Y 方向元件个数 矩阵盘上元件的个数(Y 方向)
★最大个数:999 个
第 1 吸取点 X 坐标 对最初进行元件吸取的 X 坐标进行指定。
★单位:0.01mm
第 1 吸取点 Y 坐标 对最初进行元件吸取的 Y 坐标进行指定。
★单位:0.01mm
第1吸取点
X 方向元件个数
X 方向元件间隔
原点
5.资料库的制作与编辑
5-94
元件上面高度 输入从矩阵盘下面到元件上面的高度。
★单位:0.01mm
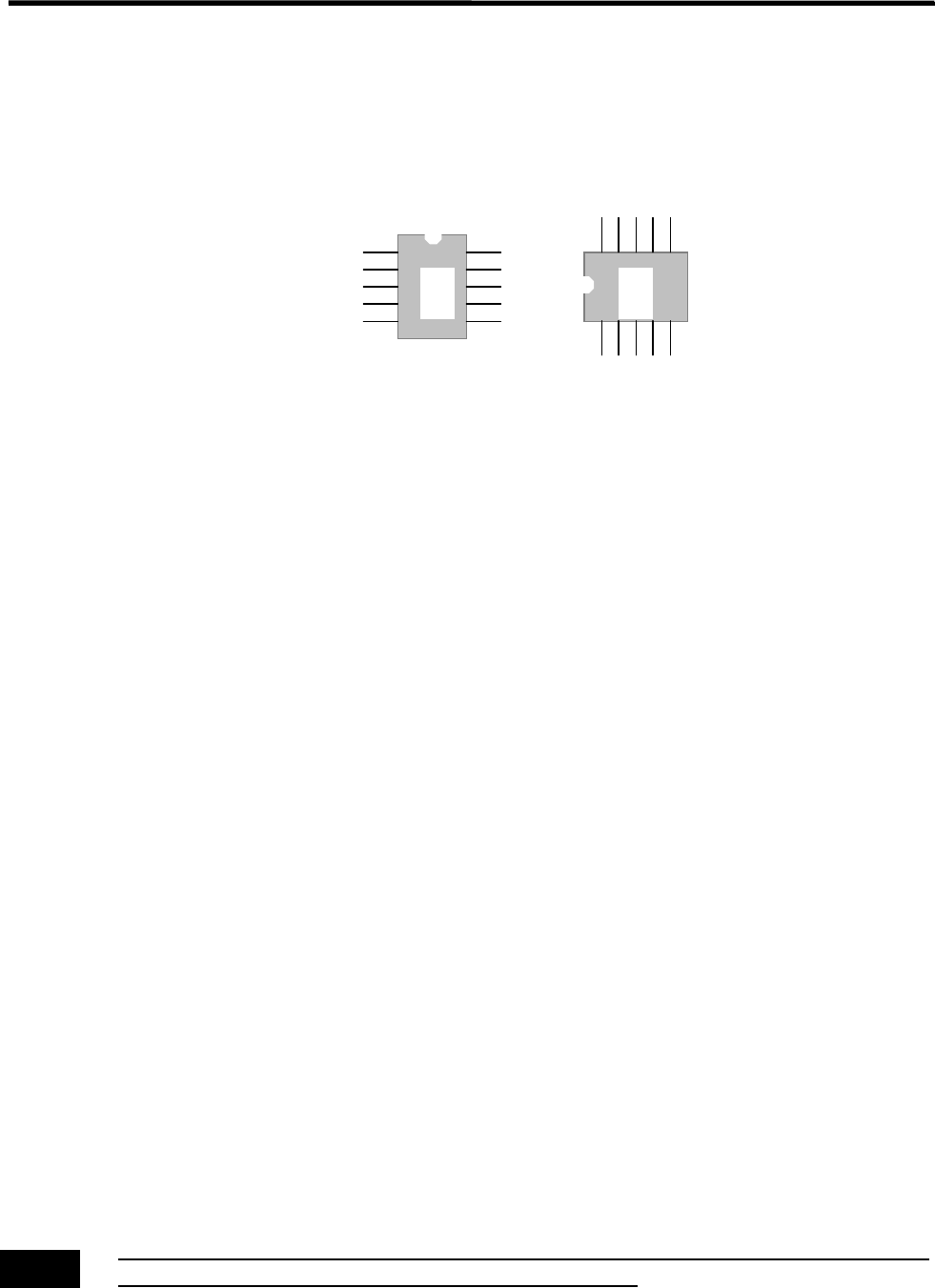
供给角度 输入与基准不同的角度(从贴片机的前侧观看)。只能对 90/180/~90/0
度进行指定。从上面观看,逆时针方向为正方向。
在相同的元件,供给状态不同的、制作 2 种元件链接的情况下,需要使
用供给角度。
A
B
在上述 2 种元件链接状态下进行贴装时,如以 A 状态的元件作为基准进
行图像资料的登录。虽然 A 元件矩阵盘资料库的供给角度为 0
° ,但是 B
元件为 90
° ,在“程序编辑>吸取资料”中,与 B 相同的元件代码将向 A
元件进行分配,并链接起来。这样如果制作了吸取资料,A 元件和 B 元
件的贴装角度就没有必要改变。元件的贴装角度为供给角度的关联值。
错误的元件缺省 未使用。
后补再贴装的标号 (后补再贴装)无效
(后补再贴装)有效
通过这一功能进行的后补再贴装不是指在那一时刻,而是在程序的最后
集中进行。但后补再贴装中的再贴装与通常的再贴装是相同的。
为了能够使用这一功能,需要在“用户参数>功能设定(1)>后补再贴装
(只对应矩阵盘元件)”中将后补再贴装变为有效。
■ 矩阵盘资料库的输入方法(1)
在送料盘前部靠边安装矩阵盘定位时
用手动输入 X 方向的元件个数和 Y 方向的元件个数。
其他输入可以通过选择“功能>检测”,使用检测窗口中的[检测矩阵盘]进行输入。
【操作】
事先将 X 方向元件个数和 Y 方向元件个数进行输入。此个数就是从第 1 吸取点吸取的元件到第 3
检测点装入元件的个数。在以下的例子(参照下页)中,X=4;Y=3。
⑴ 参照「7.矩阵盘送料器的操作」一章,对矩阵盘和送料盘进行正确的安装。
⑵ 将光标置于矩阵盘资料库的输入对象行,选择“功能>检测”,打开检测窗口。
⑶ 点击[检测矩阵盘]选项卡。在[设备类型]栏中选择适当的矩阵盘送料器。在[送料盘位置]
栏选择前/后中适当的一项。在 MXR 的情况下选择“前”,在 MX-RT1 的情况下选择“前”或
者“后”(前/后都可以选择)。
下面的操作④和⑤只适用于 MX-20 和 MXR。在滑动矩阵盘的情况下,请通过手动操作对前/后
进行正确设定。
⑷ 设定[送料盘序号]
⑸ 点击[动作模式]中的<搬出>按钮,如果点击<送料盘移动>按钮,所指定的送料盘就会进入到
贴片机内。
在执行矩阵盘检测时,请不要将头或者手等身体的一部分探进贴片机内,可能会受到伤害。另外
还要对贴片机周围的人员是否有受伤的危险等情况进行确认。
警告