天龙M10 M20_中文手册.pdf - 第330页
10.元件短缺和出错对应方法 10-14 ■ 马达 ■ 马达传感器 【項目】 ALM: (Alarm) 报警 MEL: (Minus End Limit) 负极限 PEL: (Plus End Limit) 正极限 MARK: (Mark) 标记 INP: (In Position) 在位 MSLD: (Minus Slow Down) 负慢降 PSLD: (Plus Slow Down) 正慢降 EZ: 0 相 ORG: (Origi…
10.元件短缺和出错对应方法
10-13
DI/DO信号
DI/DO 就是数字输入/数字输出。DI 表示从各传感器传送过来的信号的输入,
DO 则表示向各机构操作送去命令信号的输出。
通过 DO,向机构操作输出动作的命令,并对是否处于正常动作状态加以检查。
根据该项 DO 操作,通过 DI 监视器对马达、机构操作等位置、传感器的 ON/OFF 状态进行检查。
DI 监视
可以了解到各个传感器现在的状态(ON 或者 OFF)。
“1”表示 ON,“0”表示 OFF。
如果传感器感知到开关、马达、机构操作等的动作,就会将 DI 的变化显示出来。
另外,还可以在发现传感器故障或者断线时加以使用。
【菜单】 手动>DI/DO 信号>Signal Input(Monitor)
■ 数字输入(一览)……未使用
■ 数字输入(详细)……未使用
■ FIO…………未使用
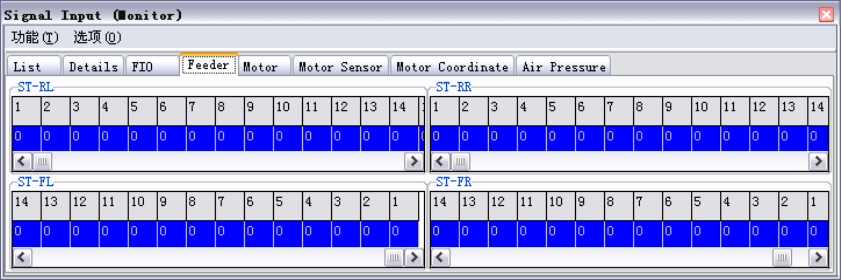
■ 送料器
如果没有安装送料器时,将显示为“1”。
如果安装有送料器时,则显示为“0”。
上段是前侧送料器固定架的 DI 监视。
下段是后侧送料器固定架的 DI 监视。
10.元件短缺和出错对应方法
10-14
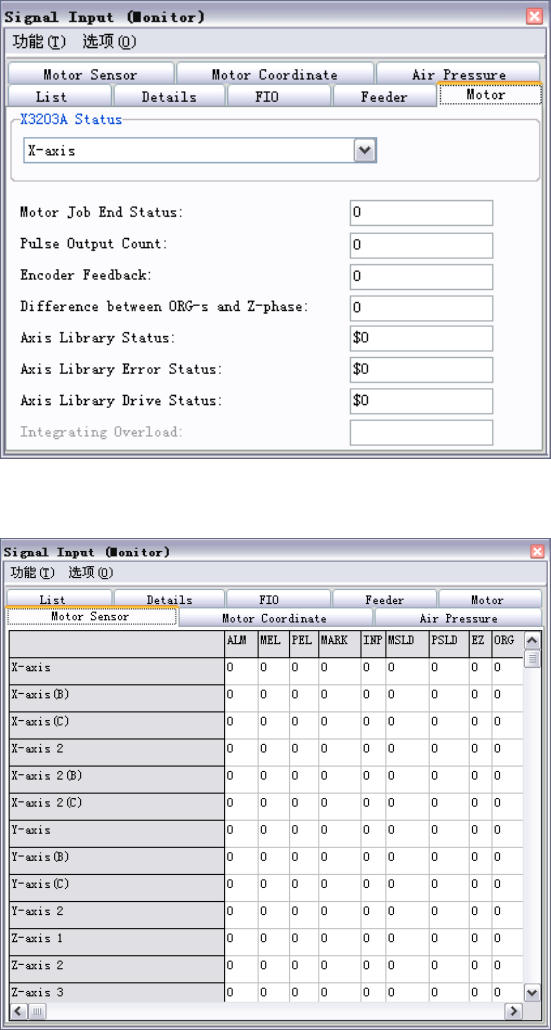
■ 马达
■ 马达传感器
【項目】
ALM: (Alarm) 报警
MEL: (Minus End Limit) 负极限
PEL: (Plus End Limit) 正极限
MARK: (Mark) 标记
INP: (In Position) 在位
MSLD: (Minus Slow Down) 负慢降
PSLD: (Plus Slow Down) 正慢降
EZ: 0相
ORG: (Origin) 原点
10.元件短缺和出错对应方法
10-15
DO 操作
可以对各个机构操作的状态(ON 或者 OFF)进行变更。
“1”表示 ON,“0”表示 OFF。
如果点击画面上的“0”,就会变成“1”;反之,如果点击“1”就会变成“0”。
在与画面显示发生变化的同时,该机构操作也开始运行。
通过这一功能,就可以在错误发生时对机构操作是否正常运行等情况进行确认。
另外通过 DO 操作,使机构操作运行,传感器感知到这一情况后就会将结果显示在 DI 监视器上。
对于用地址编号和位码(0 到 7 之间的数字)组合而成的各机构操作的名称,通过数字输出(详细)
面板就可以进行确认。
警告
如果实施 DO 操作,指定的机构操作就会运行。
在实施 DO 操作时,请不要将头或者手等身体的一部分探进贴片机或者矩阵盘送料器内,
否则可能会受到伤害。
另外还要对贴片机或者矩阵盘送料器周围的人员是否有受伤的危险等情况进行确认。
注意
在实施 DO 操作时,请不要在贴片机或者矩阵盘送料器内放置障碍物,
否则可能会使贴片机或者矩阵盘送料器受到损坏。
【菜单】 手动>DI/DO 信号>Signal Input(Control)
■ 数字输出(一览)……未使用
■ 数字输出(详细)……未使用
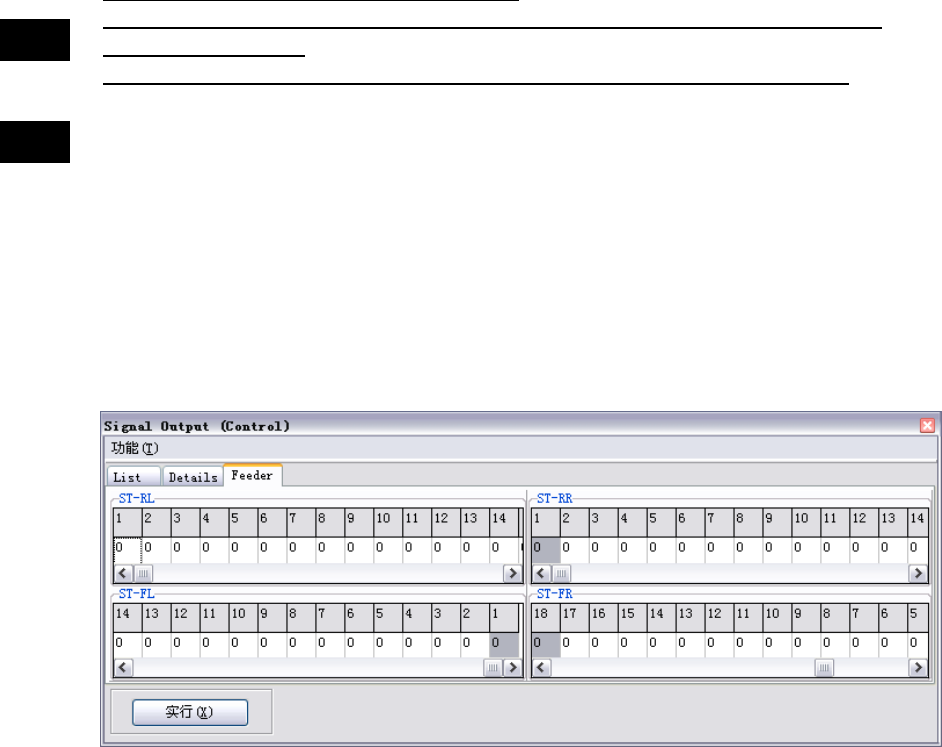
■ 送料器
可以对在前/后送料器固定架中装载的元件送料器进行操作。
【操作】
① 通过左右滚动条,在画面上显示出想要进行操作的送料器序号。
② 点击想要进行操作的送料器的站号“0”,使之变为“1”。
③ 点击<实行>按钮,送料器将进行 1 次元件的搬送动作。