天龙M10 M20_中文手册.pdf - 第502页
16.点胶机 16-22 ----- Blank Page -----
16.点胶机
16-21
自动取得
在生产启动后,先是将点胶针下降接触到测试点布站上的纸辊位置,
取得 Z 方向的点胶针偏差值。
然后,在测试点布站上的纸辊上进行点胶,取得 XY 方向的点胶针偏差值。
这种点胶针偏差值的取得作业,是与点胶检查同时进行的。
即使在生产中打开罩盖再关闭的情况下,当重新开始生产时也会自动取得。
手动取得
【菜单】 手动>点胶
【操作】
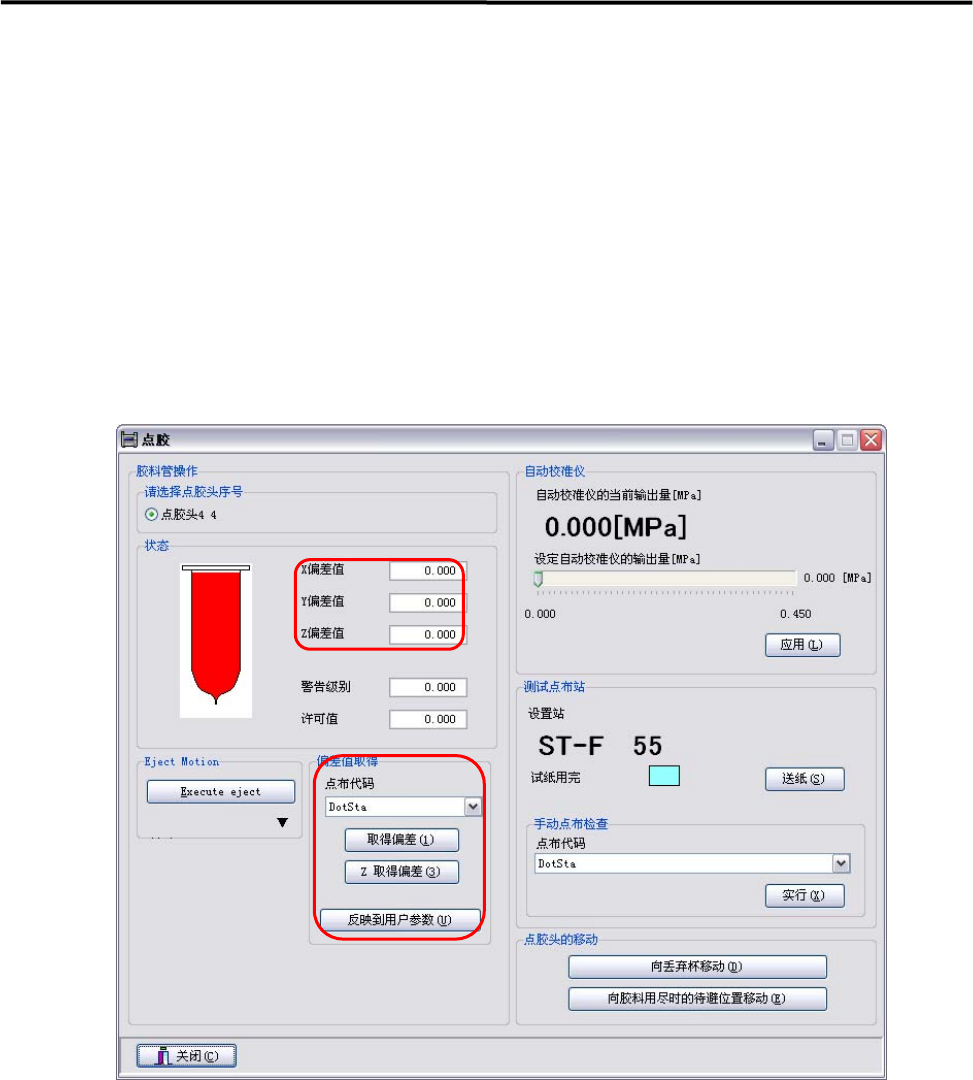
① 点击“手动>点胶”,打开点胶的操作画面。
② 在该画面中,点击[偏差值取得]栏内的<Z 取得偏差>按钮。
就会使点胶针下降接触到测试点布站上的纸辊位置,取得 Z 方向的点胶针偏差值。
③ 然后,选择[点胶代码],并点击<取得偏差>按钮。
就会在测试点布站上的纸辊上进行点胶,取得 XY 方向的点胶针偏差值。
④ 点击<反映到用户参数>按钮。
取得的点胶针偏差值就会导入到“系统>用户参数>点胶设定”选项卡中的
[点胶针偏差值]内。
“系统>用户参数>点胶设定”选项卡中的[点胶针偏差值]的数值,
也会显示在该画面中。
【注释】 在手动取得点胶针偏差值之前,请务必先进行<Z 取得偏差>的操作。
否则,如果点胶针的 Z 偏差值出现差错(不准确)就进行点胶,将非常危险。
【注释】 在取得点胶针偏差值时,请在点胶面积和点胶形状都良好的点胶条件下进行实施。
否则,如果出现倒角或椭圆等点胶形状不良的情况时,点胶点的中心可能会发生偏移,
造成误差。

16.点胶机
16-22
----- Blank Page -----

17.多功能传送带
17-1
17 多功能传送带
多功能传送带的概要
参数设定
基板数据
手动操作