天龙M10 M20_中文手册.pdf - 第325页
10.元件短缺和出错对应方法 10-9 X- Y 轴 头 贴头 8 动 Z 轴 头 贴头 进 动 T 轴 头 贴头 观 头时 针 转 …
10.元件短缺和出错对应方法
10-8
轴
“轴” 的含义就是使驱动装置进行小刻度范围的移动,在通过手动操作对系统的贴装头进行移动
时,或者在对各轴的动作进行确认时使用。
【注释】 T 轴不能够进行小刻度的移动。
警告
如果实行轴操作,所指定的马达、传送带以及送料器的送料盘就会移动。轴在运行时,请不要
将头或者手等身体的一部分探进贴片机或者矩阵盘送料器内,可能会受到伤害。另外还要对贴
片机或者矩阵盘送料器周围的人员是否有受伤的危险等情况进行确认。
注意
轴在运行时,请不要在贴片机或者矩阵盘送料器内放置障碍物,否则可能会使贴片机或者矩阵
盘送料器受到损坏。
【菜单】 手动 > 轴
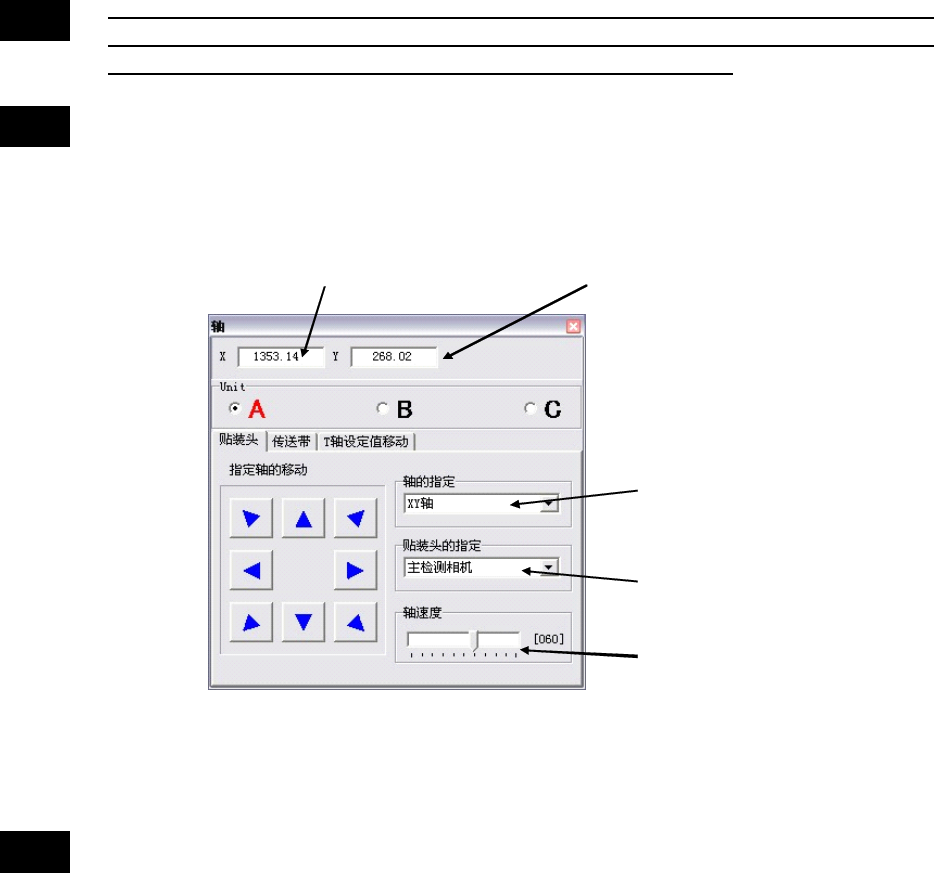
■ 贴装头
XY 轴 ZT 轴选择
驱动 轴
对轴 进 调
对贴 头进
显 Y 轴标
显 X 轴标
注意
在驱动 Z 轴时,请十分注意贴装头先端部(吸嘴、吸嘴座)的位置。
如果贴装头持续下降超出 Z 轴的可动范围,可能会与传送带的轨道等部件冲突。
【操作】
① 在[轴的指定]栏中,选择要驱动的轴。
② 在[贴装头的指定]栏中,选择贴装头序号。
③ 在[轴速度]栏中,拖动滑动条,对驱动速度进行调节(1~100)。越往右去速度越快。
④ 点击<箭头>按钮,执行轴的移动。如果一直按下鼠标的左键,贴装头就会连续移动,当手离
开左键时,移动随之停止。
⑤ 点击<×>按钮,关闭窗口。
注意:根据机种的不同,
贴装头数也有所差异。
10.元件短缺和出错对应方法
10-9
X-Y 轴 头贴头 8
动
Z
轴 头贴头 进
动
T
轴 头 贴头 观
头时针转 头顺
时针 转
■ 传送带
对各个传送带进行驱动。根据传送带的类型对驱动的传送带进行选择,然后点击<轴移动>按钮。
只有在按钮被按下的状态中才能完成驱动,离开按钮驱动就会停止。
■ T 轴设定值移动
输入角度后,点击<轴回转>按钮,T 轴将进行回转。
10.元件短缺和出错对应方法
10-10
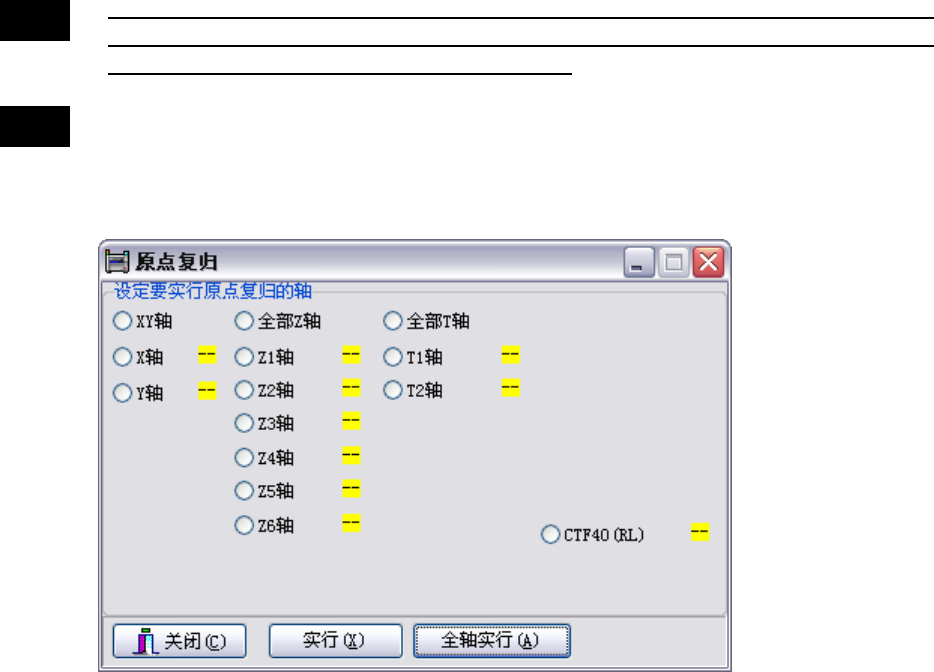
原点复归
使各个驱动轴进行原点复归。在贴片机启动时,或者在按下非常停止按钮使贴片机非常停止时,
以及在出现错误等情况下伺服马达的电源被切断时进行实施。
警告
如果实行原点复归操作,所指定的轴就会移动。在进行原点复归时,请不要将头或者手等身体
的一部分探进贴片机或者矩阵盘送料器内,可能会受到伤害。另外还要对贴片机或者矩阵盘送
料器周围的人员是否有受伤的危险等情况进行确认。
注意
在进行原点复归时,请不要在贴片机或者矩阵盘送料器内放置障碍物,否则可能会使贴片机或
者矩阵盘送料器的轨道受到损坏。
【菜单】 手动>原点复归
【操作】 在全轴原点复归的情况下
① 点击<全轴实行>按钮。
② 会出现[要实行原点复归吗?]的对话框,点击<确定>按钮,执行全轴原点复归。
在指定个别轴进行原点复归的情况下
① 对想要实行原点复归轴的单选按钮进行勾选。
② 点击<实行>按钮。
③ 会出现[要实行原点复归吗?]的对话框,点击<确定>按钮,执行原点复归。
【注释】 机械原点(XY 轴)在贴片机的右侧近身处(前部送料器固定架的右侧附近),实行原点复归后,
第 1 贴装头的中心点就会向这一点移动。
【注释】 轴名称旁边的黄色显示(-),表示原点没有在复归状态,蓝色显示(○)表示原点已经恢复到
复归状态。
注意:根据机种的不同,
贴装头数/Z 轴数/T 轴数
也有所差异。