天龙M10 M20_中文手册.pdf - 第204页
5.资料库的制作与编辑 5-40 元件高度的 详细资料 元件吸取面的高度: 设 定 元件底部到 与吸嘴顶端相切的面 (吸取面)的高度。当 其与元件厚度 一样时无需设定。 图像处理时的高度偏差: 若 图像处理面 不在 元件底部时, 需输 入 两者之间的偏差。 要升高图像处理 的高度时输入正值,降低该高度时则输入负值。 贴装中的移动速度 (X/Y、Z、T) 贴装中的速度 1(最慢)~100(最快) (单位:%) 请 参照下图。 贴装中的加速…
5.资料库的制作与编辑
5-39
元件极性 右击鼠标,从列出的组合框选项中选择无效、有效以及有效/没有先 行 角 T 。不
需要指定极性时选择无效,需要指定极性时选择有效(有先行角 T),需要指
定极性无需先行角 T 时,可选择有效/没有先 行 角 T。
在有效、有效/没有先 行 角 T 的情况下,设置在送料站后部的元件供给角度
将自动作为 180°被识别。
如果选择有效(有先行角 T)时,将会把元件旋转到贴装角度之后再进行
图像处理。贴装角度的精度适合于被要求的元件。
先行角 T 功能在某些元件和条件下不可使用
在使用[小片元件],[晶体管元件]、[四极识别]、[Blob 处理]、[CPL 处理]的图像代
码,且外型尺寸在 5mm 以下的元件用扫描相机处理的情况下,请将先行角度设定为不可用。
【注释】 在 M6 的情况下,全部元件都自动设定为先行角 T 功能。
同时吸取的许可值 指定同步吸取许可值。
★单位 0.01mm
)
请参照第 2 章 「程序的制作与编辑」中的连续吸取与同时吸取。
元件高度 指定元件的高度。
★单位 0.01mm
元件尺寸 X/Y 输入元件 X ( 横)方向和 Y ( 纵)方向的尺寸。使用本公司的辅助线 iOSII 图
像分析软件的功能时,参考该数据。(在生产时可以不输入。)
图像处理结果 选择“无效”时,将无视元件的图像处理结果,可以无需修正进行贴装。初始设
定为“有效”。
在扫描过程中贴装 设定扫描相机移动中进行贴装操作的 ON/OFF。需要 ON 的情况下选择“有效”。
最适化优先度 以元件为单位进行分组,然后对贴装顺序(0~99)加以指定。如果没有
对顺序号进行指定的必要时,可事先设定为“0”。
元件资料库的扩张设定
【菜单】 元件资料库> 功能> 扩张设定
可以对各元件贴装以及吸取等各个相关项目进行详细的设定。通常时可以使用其初始值。若要更改设
定时,点击元件的 step 后选择此菜单。
【 项目】
再贴装回数
图像再处理回数 是 指 图像处理出错时重新处理的次数。可在 0-9 次的范围内进行选择。
元件再吸取回数 是指吸取出错时重新吸取的次数。可在 0-9 次的范围内进行选择。
阻塞/送料器再进行回数
是指吸嘴堵塞或者送料器故障后重新处理的次数。可在 0-9 次的范围
内进行选择。
图像处理时间
在装载简易最有优化的计算中使用。无法进行编辑。
5.资料库的制作与编辑
5-40
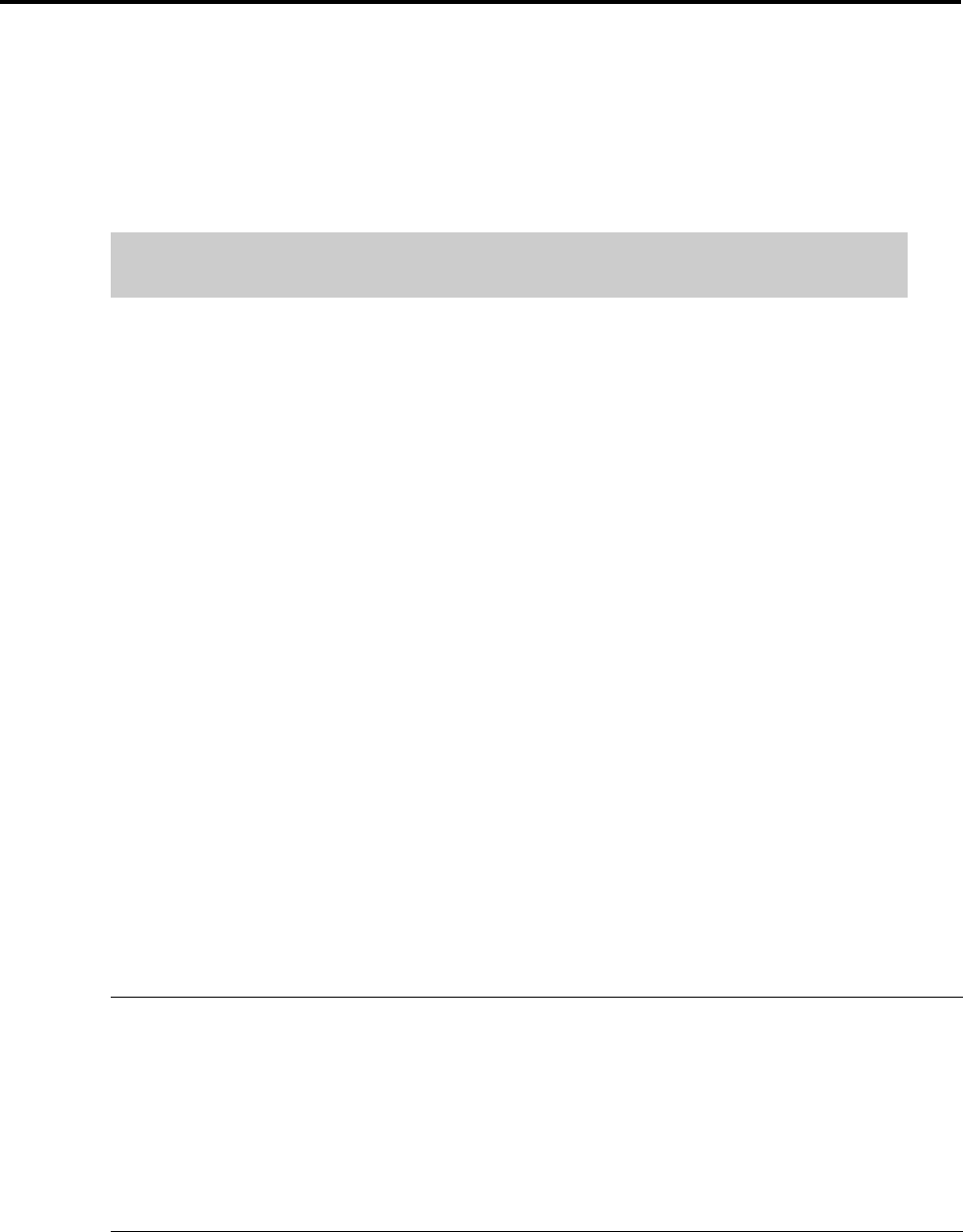
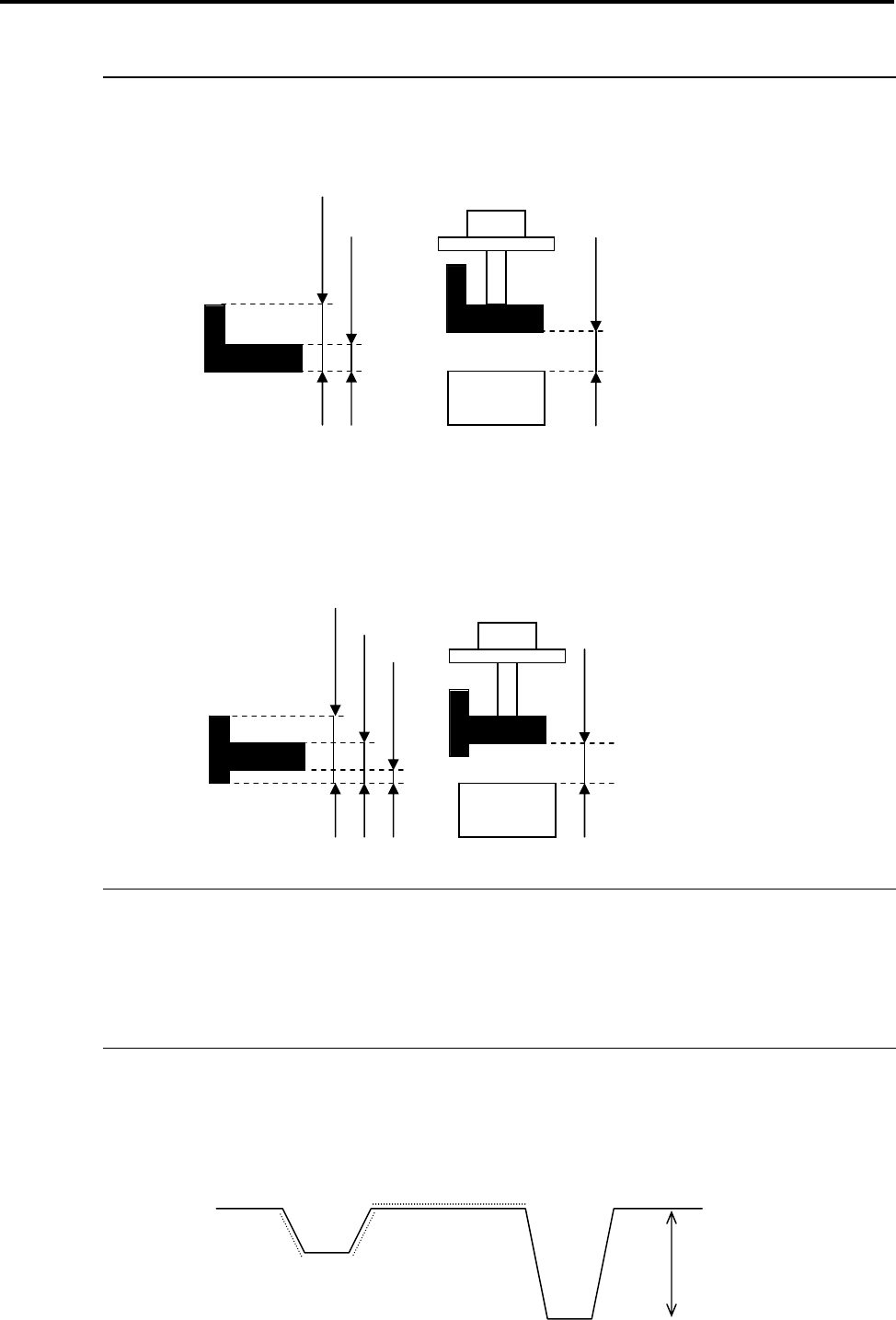
元件高度的详细资料
元件吸取面的高度: 设定元件底部到与吸嘴顶端相切的面(吸取面)的高度。当其与元件厚度
一样时无需设定。
图像处理时的高度偏差: 若 图像处理面不在元件底部时,需输入两者之间的偏差。要升高图像处理
的高度时输入正值,降低该高度时则输入负值。
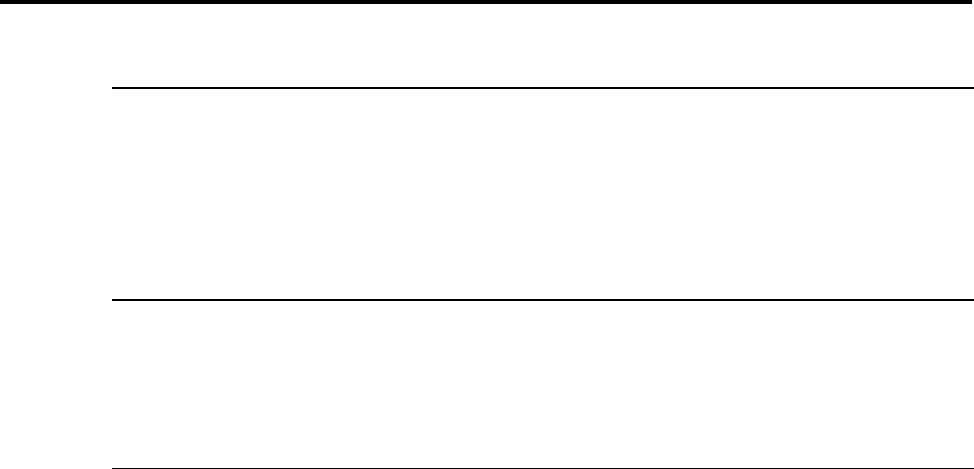
贴装中的移动速度 (X/Y、Z、T)
贴装中的速度 1(最慢)~100(最快) (单位:%) 请参照下图。
贴装中的加速度 1(最小)~100(最大) (单位:%)
吸取中的移动速度 (Z)
吸取中的速度 1(最慢)~100(最快) (单位:%) 请参照下图。
吸取中的加速度 1(最小)~100(最大) (单位:%)
贴装中的移动速度
吸取点
贴装点
吸取中的移动速度
Z
相机
元件高度
图像处理高度
元件吸取面高度
相机
元件高度
图像处理高度
元件吸取面高度
图像处理时高度偏差
5.资料库的制作与编辑
5-41
贴装定时
贴装头吸取 OFF←贴装头下降至贴装点(正值:提前 OFF,负值:延迟 OFF)
贴装点的真空破坏 on 指令→真空破坏 off 指令
贴装时 X-Y 轴马达停止→贴装头 DOWN 指令
贴装点的贴装头 down 完了信号→ 贴装头 up 指令
吸取定时
吸取点的贴装头 down 完了信号→ 贴装头 up 指令
吸取时 X-Y 轴马达停止→贴装头 down 指令
其他
负压判定>吸取判定值(mmHg) 需要对每个元件个别设定吸取负压判定值时,在此项目上输入数值
(单位:mmHg),初始值为 0 。(在 0 的情况下,使用吸取该元
件吸嘴的吸取判定值)
省略补充>送料器/送料盘 如果预先输入该元件所用的送料器/送料盘,在吸取数据中输入元
件代码或者点击[吸取元件代码复制]按钮,可在「送料器/送料
盘」的项目中自动反映出来。
省略补充>供应部/送料盘 如果预先输入该元件所用的供应部/送料盘,在吸取数据制作时可
在「供应部/送料盘」的项目中自动反映出来。
剩余数管理>初始供给数 可输入该元件的[初始供给数]的数值。(单位:个)
在通常情况下,可直接输入产品形态的元件数。
)
请参照「 9 章_生产」 >●元件剩余数管理>元件资料库
扩张设定的输入。
剩余数管理>元件短缺预告数 可输入该元件的[元件短缺预告数]的数值。(单位:个)
)
请参照「 9 章_生产」 >●元件剩余数管理>元件资料库
扩张设定的输入。
补正上限值>X/Y/T 可对图像处理时修正量的上限值进行设定。如果修正结果超过
该设定值时,图像处理将出现错误。另外,该设定值为 0 的情
况下,可以参照“用户参数>动作参数>「图像处理结果 X/Y/T
的合格界限值」”中的设定值。
元件丢弃/返回时的定时>丢弃/返回时的真空破坏 on 指令→真空破坏 off 指令
(在指定为 0 时,贴装定时的参数将被适用。)
可对该元件丢弃/返回时真空破坏的时间进行设定。
在指定为 0 时,该元件的“扩张设定>贴装定时>
「贴装点的真空破坏 on 指令→真空破坏 off 指令」”将被适用。
元件丢弃/返回时的定时>丢弃/返回时的贴装头 down 完了信号→贴装头 up 指令
(在指定为 0 时,用户参数将被适用。)
可对该元件丢弃/返回时贴装头 down 的时间进行设定。
在指定为 0 时,“系统>用户参数>动作定时>
「元件丢弃,Z 轴下降终了~上升开始」 / 「 元件收回,Z 轴下
降终了~上升开始」 ”将被适用。