天龙M10 M20_中文手册.pdf - 第382页
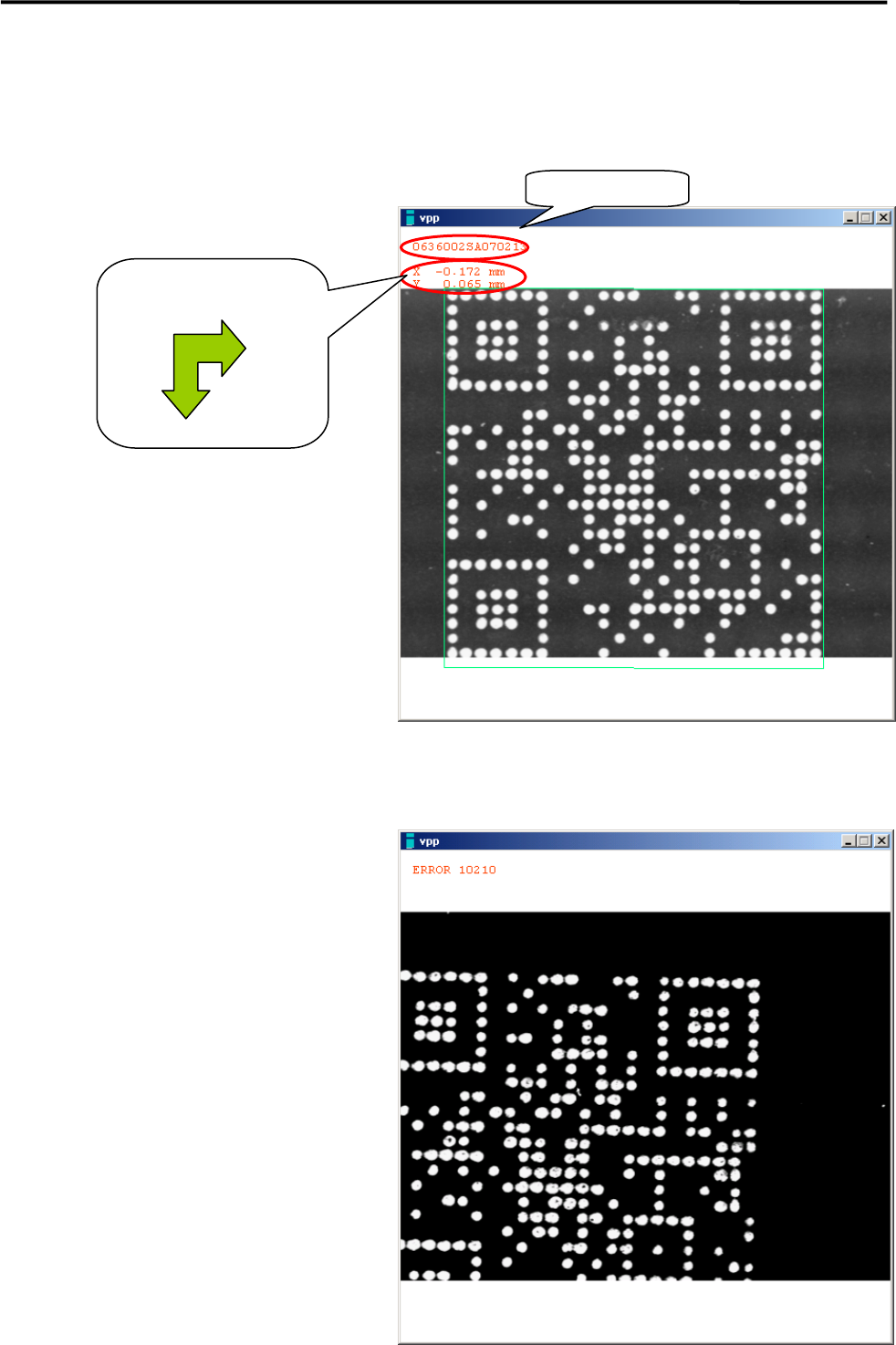
11.参数的设定 11-22 代码识别画面 可以在图像测试画面中对代码识别进行确认。 代码识别 OK 的图像: 代码识别 NG 的图像: 代码识别 识别代码的偏差量 (以左上为基準) X(+) Y(+)
11.参数的设定
11-21
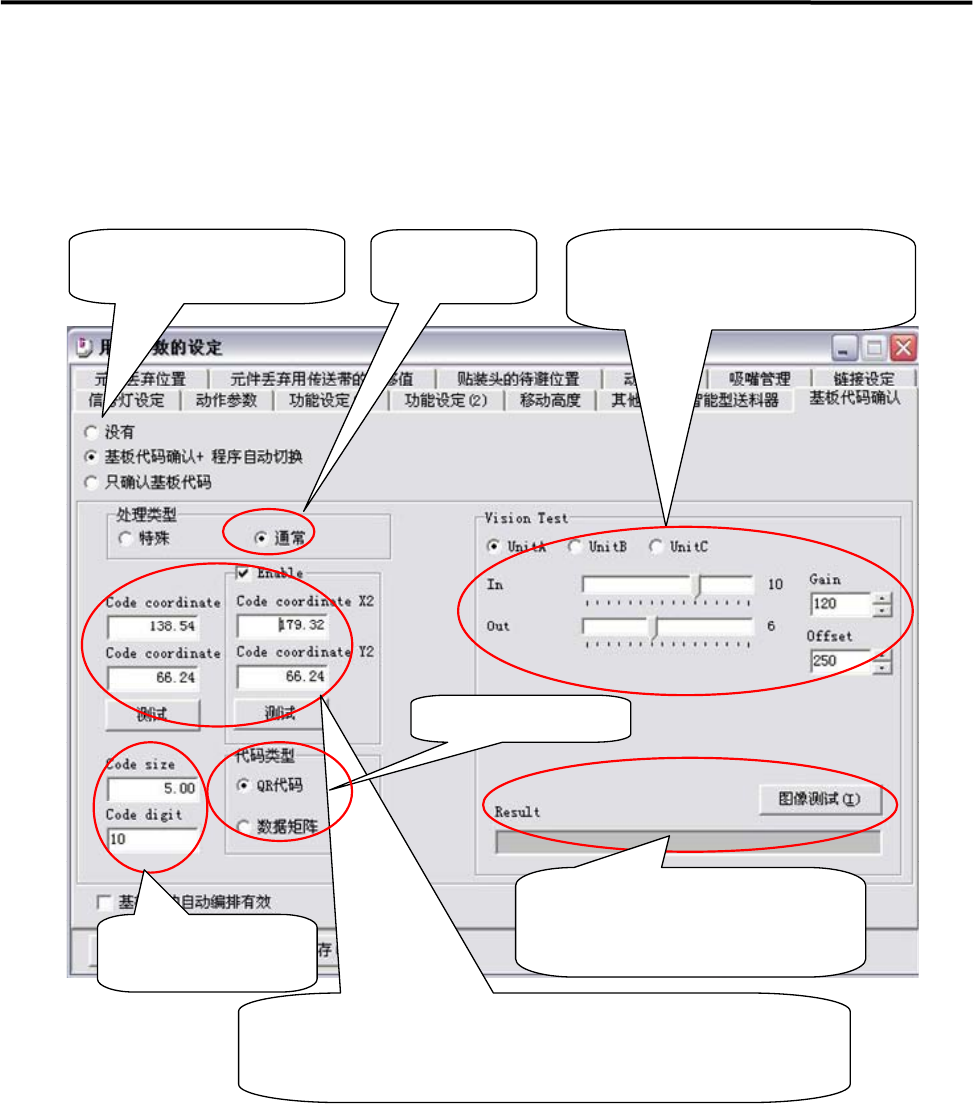
基板代码确认(选购品)
【菜单】 系统>用户参数>基板代码确认
【注释】 在利用条形码作为基板 ID 时,需要对条形码的识别位置和照明进行设定。
基板代码确认的基板相机照明设定值。
有关设定值的详细情况,请参照操作手
册的「图像处理和照明」一节。
对基板代码确认及生产程序自
动切换的有无进行指定。
处理类型请选择
“通常”。
距基板代码识别坐标的机器基板原点(定位销位置)的距离[mm]。
在代码坐标 2 有效的情况下,如果通过代码坐标 1 无法检测时,可通过
代码坐标 2 进行再次试行。
·基板代码尺寸[mm]
·代码位数
基板代码确认的测试。
按下[图像测试]按钮,对基板代码进
行摄影,其代码将在结果栏中显示出来。
对代码类型加以选择。
基板代码确认应在搬入基板、设置主夹具的状态下,按照生产开始前用户参数内设定的位置、照
明进行实施。
如果勾选「基板代码确认+程序自动切换」的选项,在生产开始前将进行基板代码的识别,并自动
切换到已经识别的生产程序。
★最大登录数:5000 件
从基板代码储存的先头文字中指定的文字数将作为程序名称。
【例】 在基板代码中书写的内容为「abcdefg12345」、代码位数为「10」的情况下,「abcdefg123」
将作为程序名称。
【注释】 在出现以下无法使用的文字时,到该文字为止的内容将作为程序名称。
\ / : , ; * ? " < >
★最大文字数:38 文字
【注释】 在代码坐标的指定过程中,请点击<测试>按钮进行测试。
11.参数的设定
11-22
代码识别画面
可以在图像测试画面中对代码识别进行确认。
代码识别 OK 的图像:
代码识别 NG 的图像:
代码识别
识别代码的偏差量
(以左上为基準)
X(+)
Y(+)
11.参数的设定
11-23
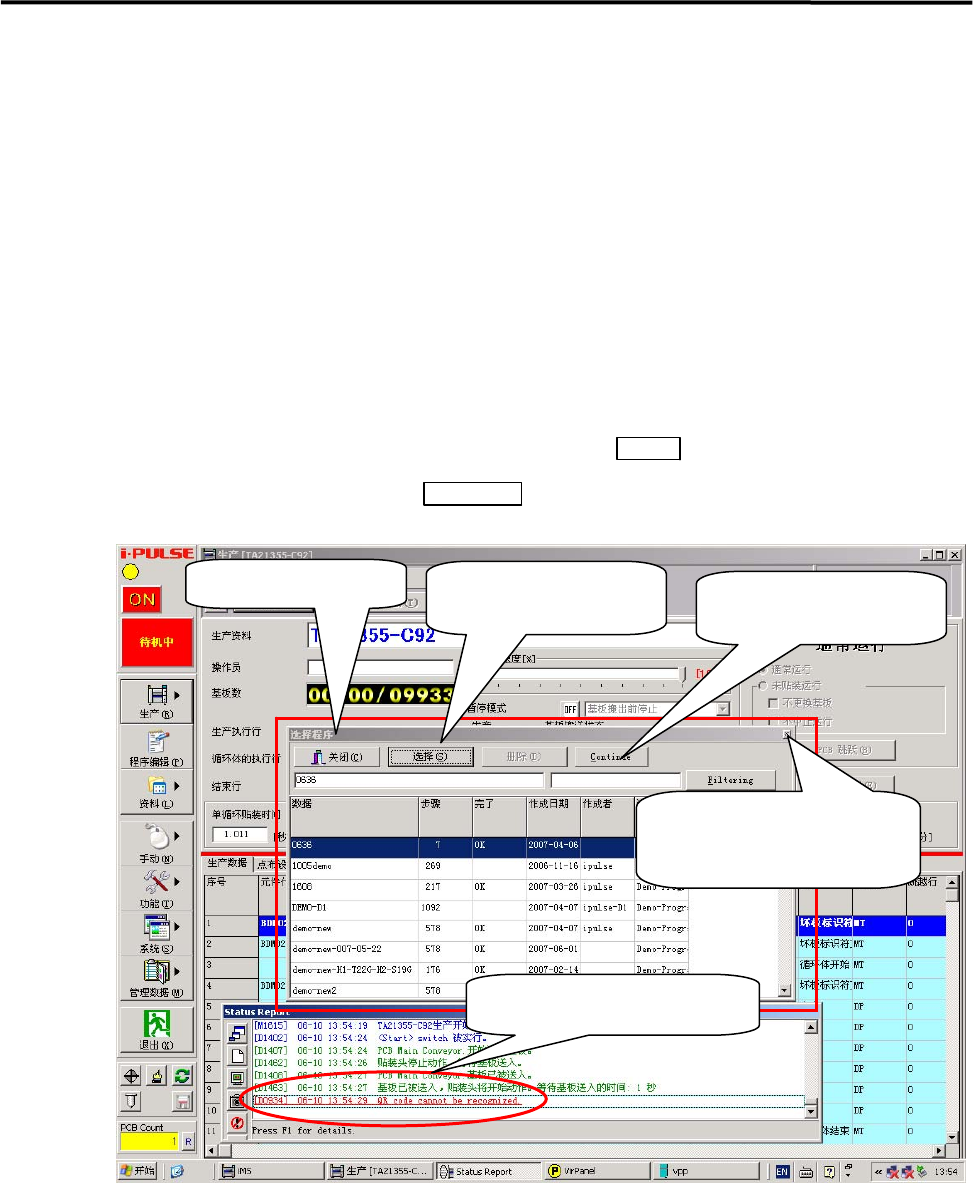
生产程序手动切换
在生产自动切换过程中,如果发生以下错误情况时,可以通过操作人员进行手动切换。
A) 基板代码无法识别时
B) 识别出基板代码的生产程序不存在
C) 继承的生产程序不存在
在发生上述 A)
、
B)
、
C)中的错误情况时,将会自动显示出程序选择画面。操作人员可以根据该画
面在下列 3 项操作中进行选择。
①点击生产程序,通过[选择]按钮选择生产程序。
②点击<Continue>按钮,使当前状态的生产程序继续进行。
③点击<×>或者<关闭>按钮关闭生产画面。当存在基板代码确认时,会在生产重新开始时再次
进行基板代码的识别。
通过①~③的操作,自动解除 Recovery 状态,然后通过
START 开关,重新开始生产。
【注释】 生产程序切换时出现的错误,通过
RECOVERY 无法解除。请通过①~③的操作解除错误。
机器间数据继承的时间
上工序机器在机器开始搬出基板的时刻向下一工序输出继承情报。下工序机器在该基板搬入结束
的时刻输入继承情报。另外,搬入结束,在带有缓冲阻块的机器中,是指基板到达缓冲传感器的
时刻;在不带缓冲阻块的机器中,是指基板被主夹具夹住的时刻。
生产程序的选择画面
生产程序的选择确定
按钮
当前状态生产程序的继
续按钮
基板代码确认发生错误
在关闭生产程序选择画面
时,将从再次进行基板代码
确认开始实施