天龙M10 M20_中文手册.pdf - 第311页
9.生产 9-27 ⑤ 当设定有吸取数据的[送料器支援功能画像编码]时,如果点击<图像测试>按钮, 就可以进行图像处理,取得 X/Y 偏差值。 ⑥ 如果点击<坐标确定>按钮,将会显示出下列画面,这时,请点击<确定> 按钮。 ⑦ 当发生吸取出错的送料站数有多个的情况下,会显示出下一个送料站, 请反复进行“设定值移动→检测→坐标确定”的操作。 ⑧ 当发生吸取出错的所有送料站的“检测→坐标确定”都完成之后,…
9.生产
9-26
生产中的修正(ST-F/ST-R)
【操作】
① 在生产中如果发生吸取出错、造成错误停止时,首先,请按下 ALARM OFF
开关
( CLEAR 开关),停止报警音。
然后,按下 RECOVERY 开关(再次 CLEAR 开关),从错误状态复原。
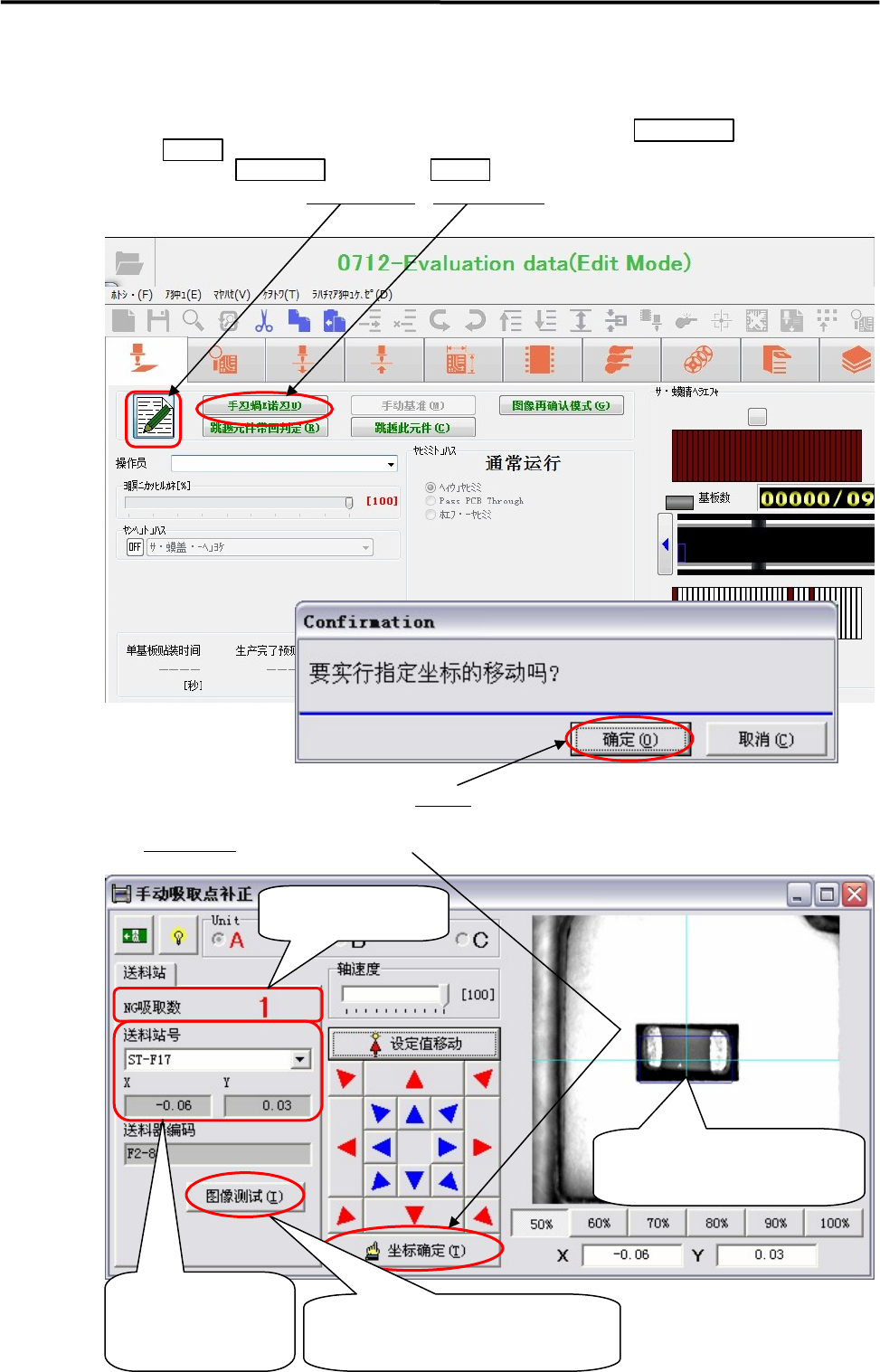
② 在生产画面中会出现[修正模式]
,<手动吸取点>按钮将变为有效。
③ 该画面也将同时显示出来,请点击<确定>
按钮,将检测相机移动到发生吸取出错的送料站。
④ 如果检测相机发生移动,将会显示出下列的检测画面,将对吸取点进行检测,请点击
<坐标确定>
按钮。
发生吸取出错的
送料站数
发生吸取出错的
送料站号和吸取
数据的 X/Y 偏差值
在设定有[送料器支援功能画像
编码]的情况下,可以进行画像
处理,取得 X/Y 偏差值。
经常会显示出元件导框,
超过 5mm 的元件将显示出
十字线。
9.生产
9-27
⑤ 当设定有吸取数据的[送料器支援功能画像编码]时,如果点击<图像测试>按钮,
就可以进行图像处理,取得 X/Y 偏差值。
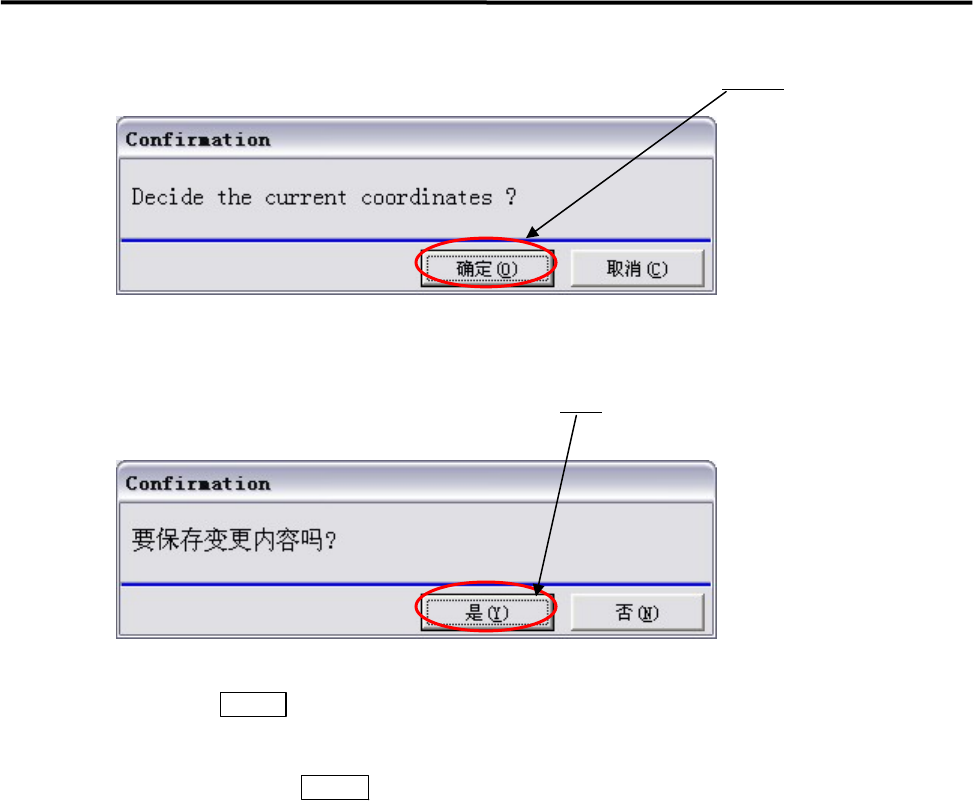
⑥ 如果点击<坐标确定>按钮,将会显示出下列画面,这时,请点击<确定>
按钮。
⑦ 当发生吸取出错的送料站数有多个的情况下,会显示出下一个送料站,
请反复进行“设定值移动→检测→坐标确定”的操作。
⑧ 当发生吸取出错的所有送料站的“检测→坐标确定”都完成之后,
请关闭检测画面。会显示出下列画面,请点击<是>
按钮,对变更内容加以保存。
然后,再对吸取数据的 X/Y 偏差值进行更新,并加以保存。
⑨ 请点击<修正模式>按钮,关闭[修正模式]。
⑩ 请按下 START
开关,重新开始生产。
【注释】 在“系统>用户参数>功能设定(1)”中的[自动解除元件短缺]被设为无效的情况下,
请将“生产画面>[元件剩余数]>[送料器的跳跃制定]”从“1”(不可使用)变为“0”(可
使用)之后,再按下 START
开关,重新开始生产。
9.生产
9-28
生产中的修正(矩阵盘送料器)
【操作】
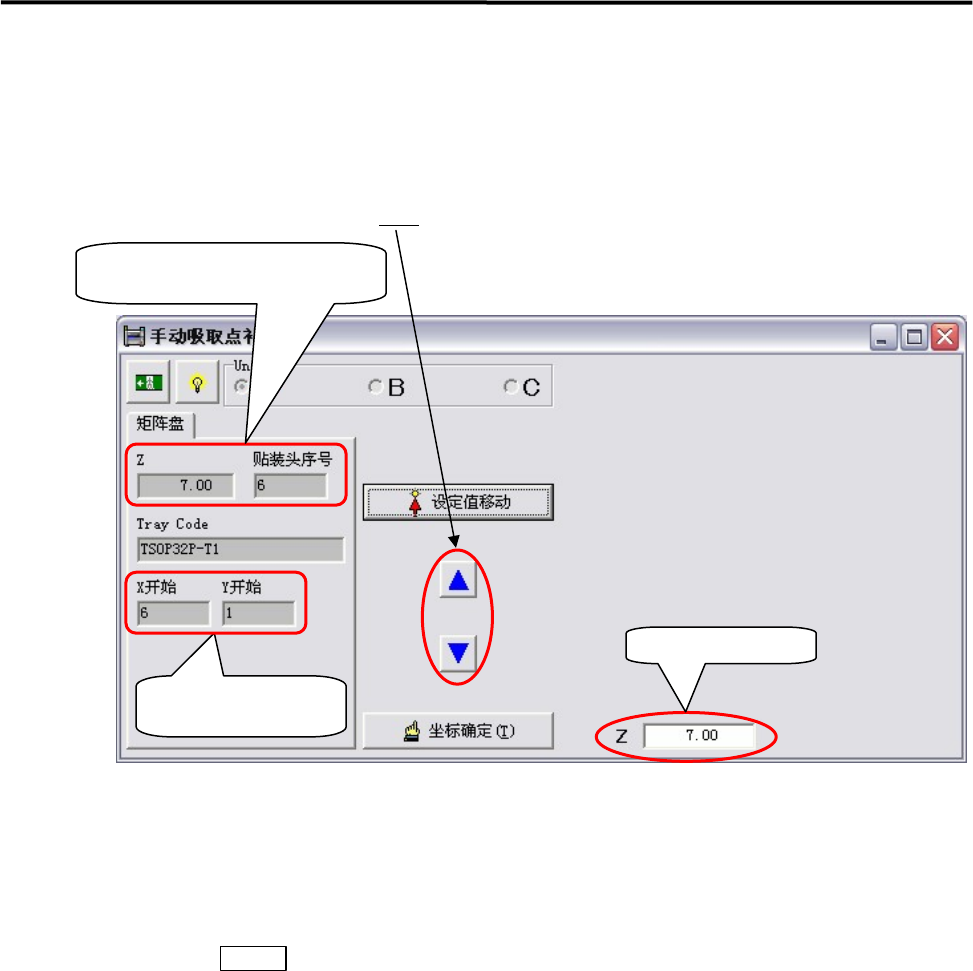
① 当矩阵盘送料器上发生吸取出错的情况时,在[指定坐标移动]实行 OK 的状态下,会将吸取
出错的贴装头移动到发生吸取出错的矩阵盘口袋内。
② 下列的检测画面将会被显示出来,请一边观察[Z 坐标的计数]及吸嘴前端与元件上面
的间隙量,一边使贴装头微动
下降,对元件上面进行检测。
【注释】 此时,请不要一下子大幅下降贴装头。
否则,可能会对吸嘴、贴装头、元件造成破损。
当吸嘴前端与元件上面的间隙无法看清(无法判别)时,请下降 0.1mm 左右就停止。
③ 当检测完成之后,请点击<坐标确定>按钮。
④ 其后的操作,与“生产中的修正(ST-F/ST-R)”相同。
然后,再对矩阵盘资料的元件上面高度进行更新,并加以保存。
⑤ 请按下 START
开关,重新开始生产。
【注释】 当重新开始生产后,如果再次发生吸取出错时,请再将元件上面高度下降 0.1mm 左右。
发生吸取出错的
矩阵盘口袋
Z 坐标的计数
矩阵盘资料的原件上面高度
和吸取出错的贴装头序号