天龙M10 M20_中文手册.pdf - 第396页
12.管理数据 12-4 ● 时间管理的画面 实际生产时间 生产时间 - 总停止时间 一时停止时间 通过循环停止开关所造成的停止时间(循环停止) 基准标识符识别时间 标识符的 XY 方向移动~识别完了的时间 坏板标识符识别时间 标识符的 XY 方向移动~识别完了的时间 矩阵盘交换时间 往返装置、升降装置等的动作时间 矩阵盘交换待避时间 吸取点上空移 动完了~矩阵盘供给完了(贴装头待避时 间) 前工程待避时间 前工序 Ready ON~入…
12.管理数据
12-3
⑦ 想要作为 TXT 文件进行输出的情况下,请插入 USB 存储器,选择“文件>TXT 文件转换”。
⑧ 选择可移动磁盘(G:),点击<OK>按钮。
⑨ 会出现“进行 TXT 文件转换吗?”的询问对话框,点击<是>按钮,数据就会以 TXT 文件的形
式输出到 USB 存储器上。
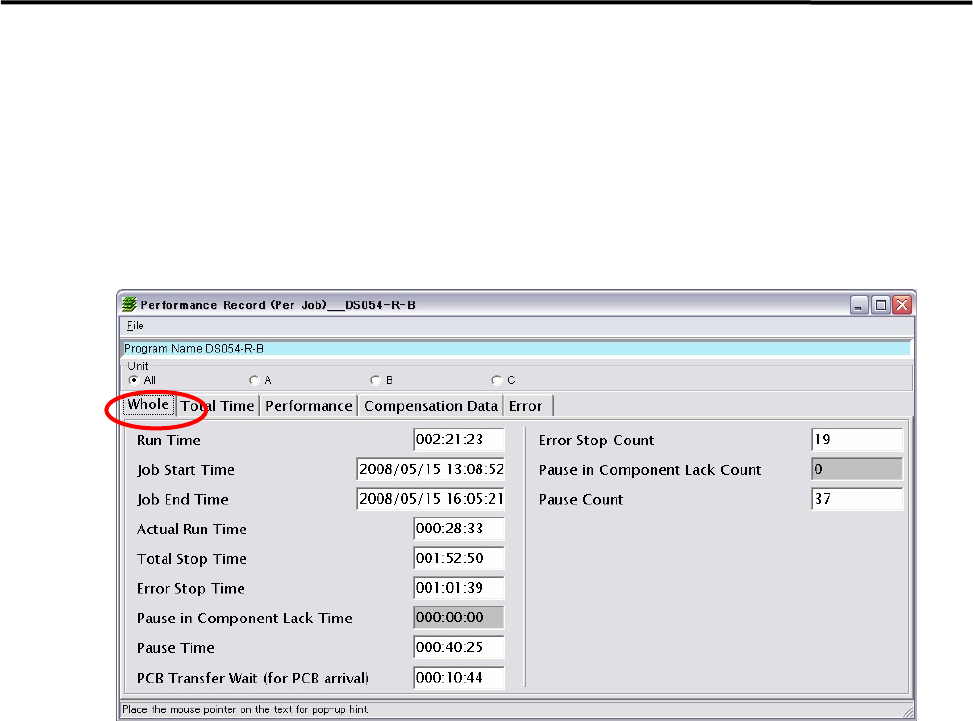
● 全体管理的画面
生产时间 生产终止时刻 - 生产开始时刻(生产模式的总时间)
生产开始时刻
生产终止时刻
实际生产时间 生产时间 - 总停止时间
总停止时间 错误停止时间 + 元件短缺停止时间 + 一时停止时间
+ 搬入待避时间
错误停止次数
元件短缺停止次数
一时停止次数
注意:根据机种的不同,表示项目有所差异。
12.管理数据
12-4
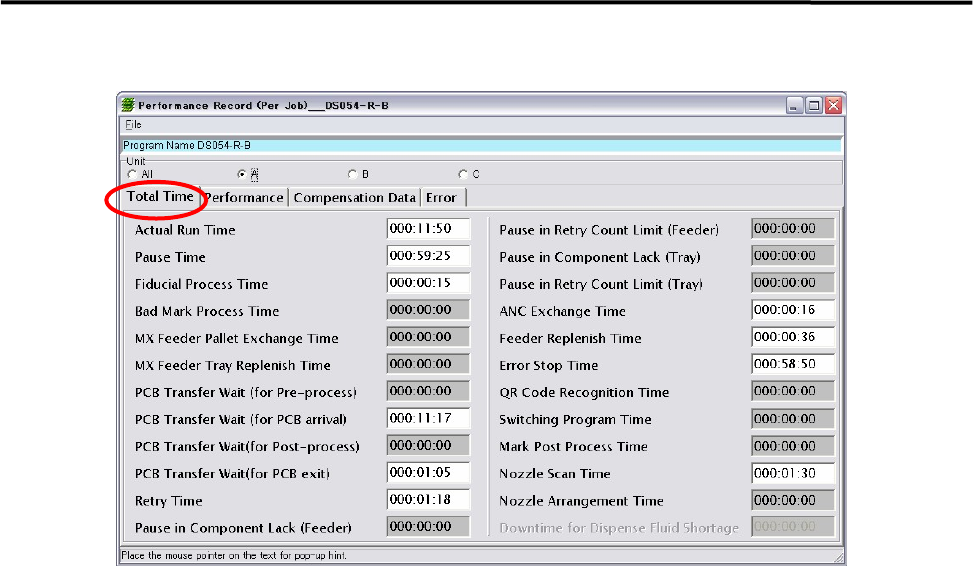
● 时间管理的画面
实际生产时间 生产时间 - 总停止时间
一时停止时间 通过循环停止开关所造成的停止时间(循环停止)
基准标识符识别时间 标识符的 XY 方向移动~识别完了的时间
坏板标识符识别时间 标识符的 XY 方向移动~识别完了的时间
矩阵盘交换时间 往返装置、升降装置等的动作时间
矩阵盘交换待避时间 吸取点上空移动完了~矩阵盘供给完了(贴装头待避时
间)
前工程待避时间 前工序 Ready ON~入口传感器 ON 的时间
搬入待避时间 贴装头待避位置移动完了~基板夹紧的时间
后工程待避时间 1 枚基板生产终止(出口缓冲到达)~搬出开始的时间
搬出待避时间 基板松开~搬出完了的时间
再吸取时间 丢弃动作开始~再吸取~图像识别 OK 的时间
元件短缺停止时间(矩阵盘以外) 元件短缺(剩余数计数=0)造成的停止时间
再吸取次数越出停止时间(矩阵盘以外) 再吸取次数越出(图像、吸取 NG)造成的停止时间
元件短缺停止时间(矩阵盘) 元件短缺(剩余数计数=0)造成的停止时间
再吸取次数越出停止时间(矩阵盘) 再吸取次数越出(图像、吸取 NG)造成的停止时间
ANC 时间 ANC 的 XY 方向移动~吸嘴脱开完了(Z 上升)的时间
送料器元件供给待避时间 吸取点上空移动完了~送料器供给完了(贴装头待避时
间)
错误停止时间 错误造成的停止时间(非常停止除外)
QR 代码识别时间 基板 QR 代码的图像识别时间(使用选购品时)
生产程序切换时间 QR 代码识别等导致生产程序的自动切换时间
(使用选购品时)
标识位置识别时间 XY 轴标识补正的图像识别时间
吸嘴 ID 识别时间 吸嘴 ID 的图像识别时间
吸嘴最适配置时间 实施吸嘴最适化的吸嘴排列时间
12.管理数据
12-5
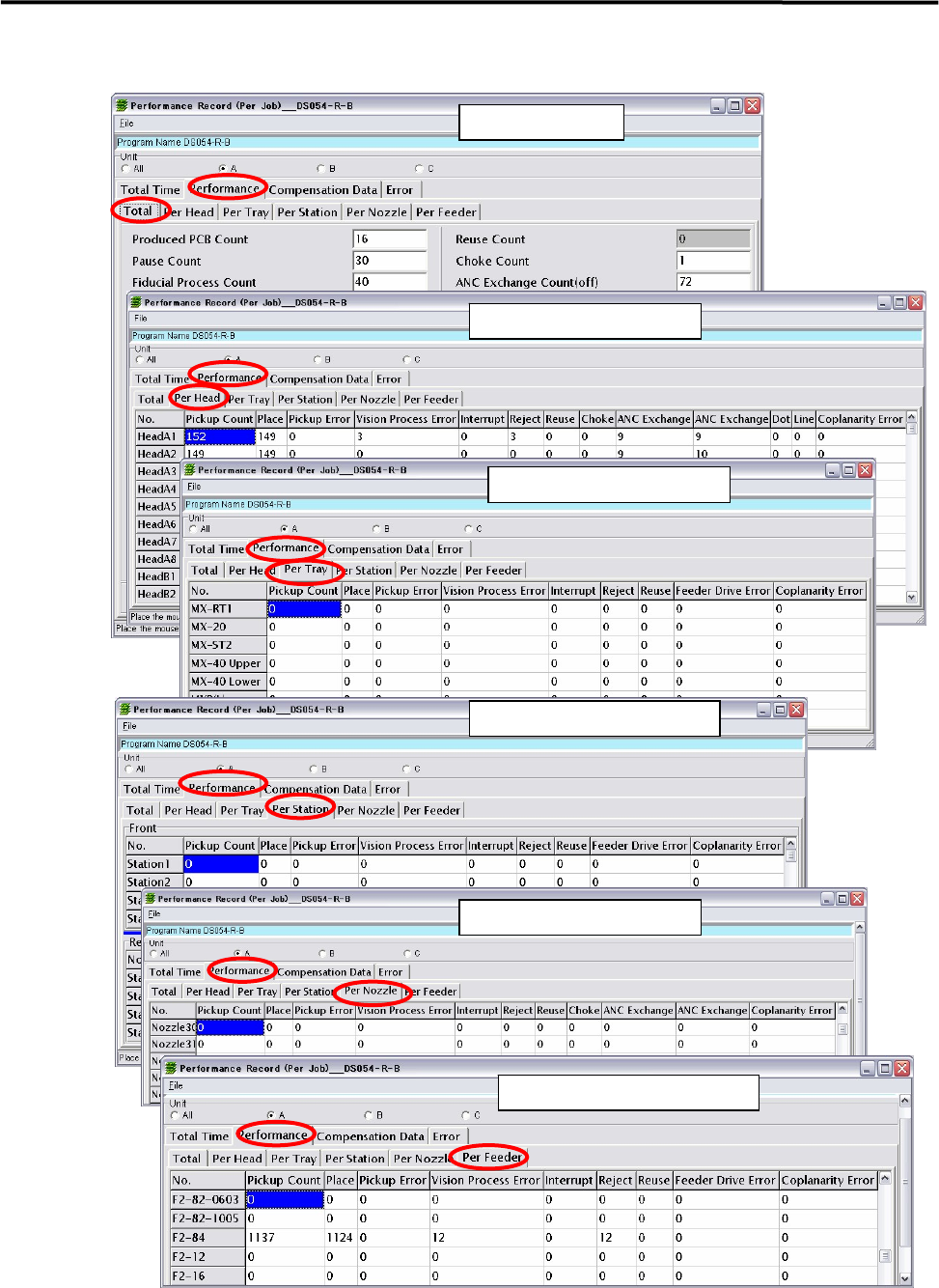
● 实绩管理的画面
实绩管理>全体
实绩管理>每个贴装头
实绩管理>每个矩阵盘
实绩管理>每个送料站
实绩管理>每种吸嘴类型
实绩管理>每种送料器