天龙M10 M20_中文手册.pdf - 第70页
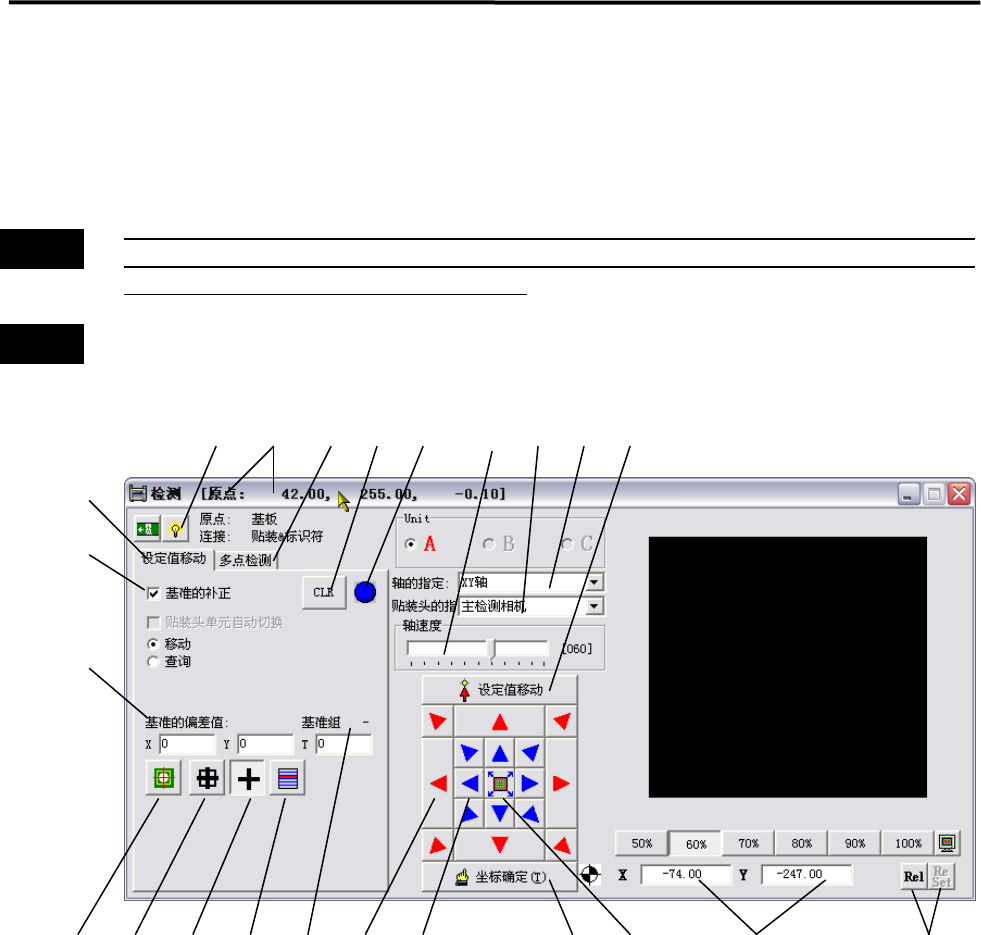
2.程序的制作和编辑 2-12 6.坐标表示区域 显示出正在检测的坐标。此部分根据轴指定的种类进行变化。 轴的指定 显示 XY 轴 X、Y Z轴 Z T轴 T 7.〈Rel/Abs〉、〈Reset〉按钮 按下 〈Rel〉 按钮之后, 如果再按下 〈Reset〉 按钮, 可以将现在的位置 坐标假定为原点 (0.00,0.00 )进行检测。如果再按下〈Ab s〉按钮,就 会会恢复原程序上的坐标值。 8.外侧方向指示按钮 点击贴装头移动方向的…
2.程序的制作和编辑
2-11
检测输入
通过检测输入,可以向贴片机输入各种坐标数据。
■用鼠标点击检测选项
在检测输入中轴将按照用户的指示进行移动。在进行检测输入时,请不要将头或者手等身体的一
部分探进贴片机或者矩阵盘送料器内,可能会受到伤害。另外还要对贴片机或者矩阵盘送料器周
围的人员是否有受伤的危险等情况进行确认。
在检测时,请不要在贴片机或者矩阵盘送料器内放置障碍物,否则可能会使贴片机或者矩阵盘送
料器受到损坏。
【项目】
1.原点 对坐标表示区域内的坐标原点进行显示。至机械原点的距离也在标题栏
中显示出来。
3.轴速度/移动量 针对事先设定的最大移动速度/最大移动量(100%),对轴的移动(%)进行
设定。
★单位 1%
4.贴装头的指定 在轴指定为 XY 轴的情况下,检测中所使用的贴装头,可以从贴装头 1~
4(或者贴装头 1~6)中加以选择,检测相机可以选择基板相机 1。
在轴指定为 Z 轴的情况下,检测中所使用的贴装头,可以从贴装头 1~4
(或者贴装头 1~6)中加以选择。
5.轴速度/移动量 针对事先设定的最大移动速度/最大移动量(100%),对轴的移动(%)进行
设定。
★单位 1%
警告
注意
6
1
89
5
7
3
4
11
13
1016 17 18 19
20
21
1224 22 15
23
14
2.程序的制作和编辑
2-12
6.坐标表示区域 显示出正在检测的坐标。此部分根据轴指定的种类进行变化。
轴的指定 显示
XY 轴 X、Y
Z轴 Z
T轴 T
7.〈Rel/Abs〉、〈Reset〉按钮
按下〈Rel〉按钮之后,如果再按下〈Reset〉按钮,可以将现在的位置
坐标假定为原点(0.00,0.00)进行检测。如果再按下〈Abs〉按钮,就
会会恢复原程序上的坐标值。
8.外侧方向指示按钮 点击贴装头移动方向的按钮。就会按照在「轴速度」中设定的速度平滑
移动。
9.内侧方向指示按钮 点击贴装头移动方向的按钮。就会按照在「移动量」中设定的距离移动
1 格。另外,如果连续按动按钮,移动速度就会缓慢加快。
10.〈坐标确定〉按钮 在进行 1 点检测的情况下,如果检测后点击此按钮,坐标就会被确定。
在<设定值移动>后,进行位置调整、确定坐标时也使用该功能。
P
1点
11.基准补正指示灯 在设定值移动中,当基准标识符的补正有效时,黄色灯将点亮。
12.〈CLR〉按钮 在基准移动时,将储存的基准数据全部进行清除。
13.[设定值移动]选项 使用指定的贴装头,可以向现在程序中的贴装点、吸取点、基准标识符
的位置进行移动或者搜索。
向贴装点和基准标识符位置的移动/搜索时,可激活置于同一行任意的坐
标单元格之后,通过右击,就可以起动检测窗口。
向吸取点的移动/搜索时,可激活置于同一行任意的坐标单元格之后,通
过右击,就可以起动检测窗口。
然后,选择移动或者搜索。
14.基准的补正 对此进行检查后,如果点击[设定值移动]按钮,以现在选择行的前方
为对象取得基准,进行补正移动。
在基准移动后,进行位置调整,如果点击[坐标确定]按钮,就可以进
行基准对应坐标的确定。
移动
向现在选择的行坐标所示位置进行低速移动。点击<设定值移动>按钮,
就可以开始移动。
查询
从现在选择的行向最终行进行逐行搜索。点击<搜索>的单选按钮,可以
从以下 3 种方式中进行搜索行的选择。
基板: 只对元件的贴装行进行搜索。
送料器: 只对元件的吸取行进行搜索。
基准: 只对基准标识符行进行搜索。
在上述项目选择后,点击<设定值移动>按钮,就可以开始搜索。
也可以针对 Z 轴进行搜索。请在轴的指定中进行切换。
2.程序的制作和编辑
2-13
15.〈坐标确定〉按钮 按照[设定值移动]选项中设定的条件,使轴向坐标位置移动。
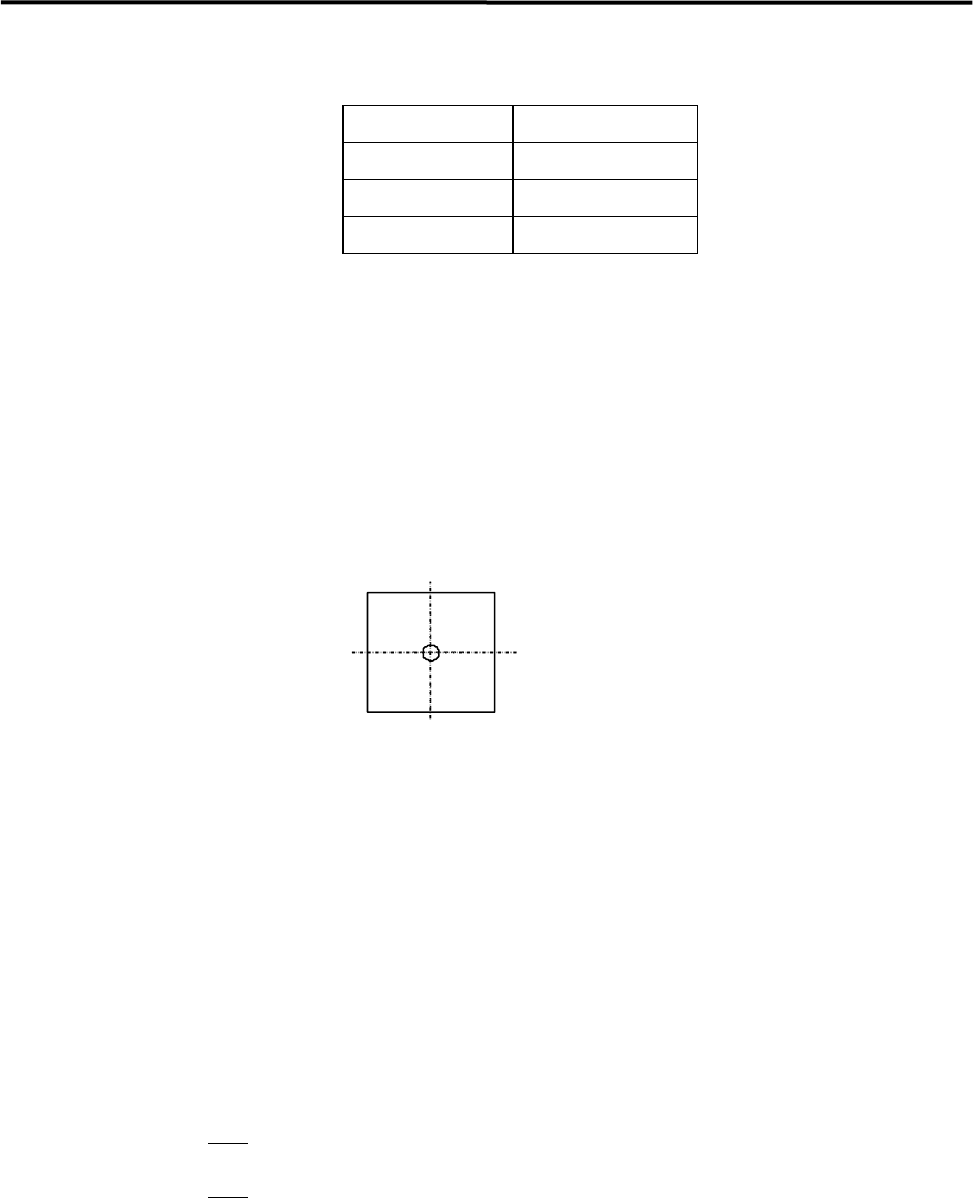
16.检出基准中心 如果点击基准标识符行中检测窗口内的<基准中心检出>按钮,将会对标
识符的中心坐标进行检出。在检出后将显示出「是否确定坐标?」的对
话框,想要在程序上对检出的中心坐标进行反映时,点击[确定]按钮,
不需要反映的情况下点击[取消]按钮。
17.元件导向框 在轴指定为 XY、贴装头指定为检测相机的情况下,将显示出能够表示元
件外形的元件导向框。元件导向框参照了图像的数据。元件导向框只能
表示一齐处理状态下角度为 0 度、90 度、180 度的情况。
18.十字线 显示出十字线。十字线的交点为检测光标。
19.行搜索 请参照「9.生产」内的「ASJ 功能」一节。
20.基准的偏差值 在基准移动时将显示出计算结果。从最左边的框开始分别为 X、Y、T。
21.基准组 显示出[程序编辑]的[基准标识符组]的序号。
22.照明设定 检测相机的照明设定,可以通过点击检测窗口的<照明设定>按钮来进
行。在检测相机的照明设定画面中,可以将最大 7 个设定内容进行登录。
在设定时,首先点击单选按钮,在旁边的文本框中输入任意的文字列。
其次,对 In、Out、增益值、偏差值的滑动条进行移动,然后点击<执行
>按钮,并在信息显示窗口中确认照明亮度。如果效果满意则点击下一个
单选按钮进行同样处理。如果对基板检测时、吸取点检测时、矩阵盘检
测时等进行分类使用,将会很方便。
23. 广视角按钮 用检测相机对现在照像位置相邻的上下左右以及斜向的 9 个幅框进行摄
影,然后将这些画面连接成 1 个画面加以显示。通过该操作,可以对周
围的状况进行确认。在轴移动的情况下、设定值移动的情况下以及点击
画面放大率按钮的情况下,画面的连接将会解除,返回到原来的显示。
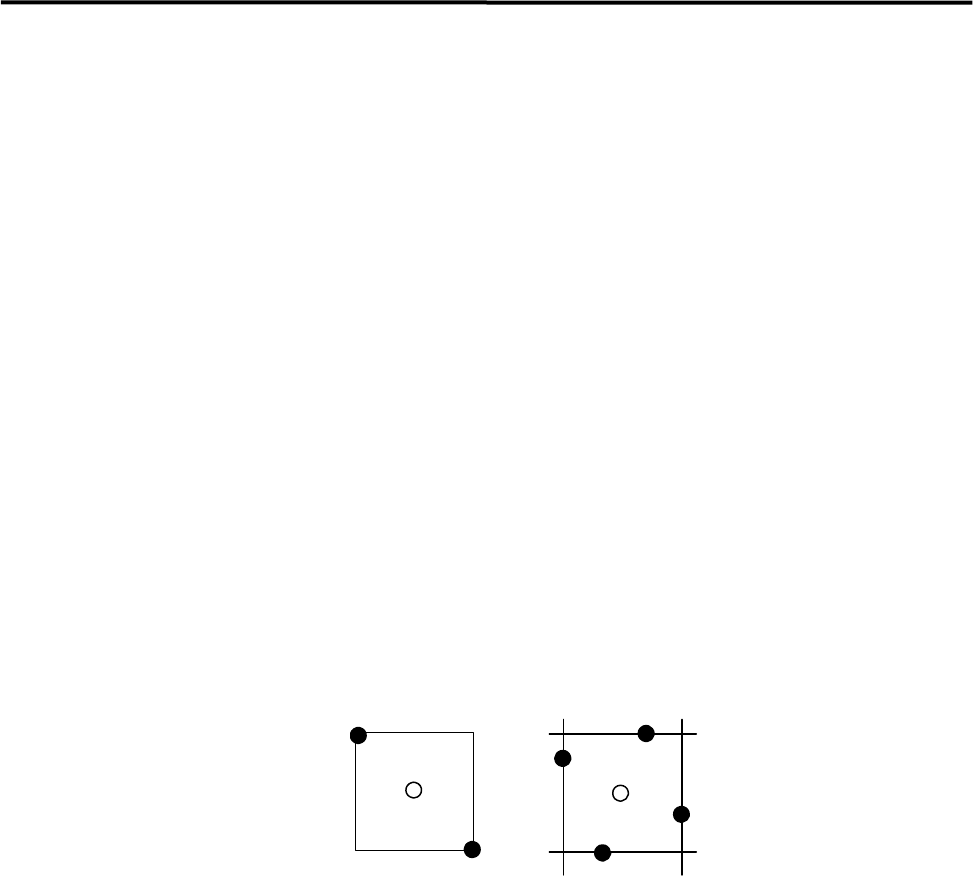
24.[多点检测]选项卡
2/4 点 在轴指定为 XY 轴的情况下,对检测点的数量进行选择。
P
4点(线)2点
P
在选取 2 点或者 4 点之后,贴片机将进行内部计算,求出中心坐标 P。
(详细情况请参照下述的【操作】)
【注释】 在多点检测的情况下,不使用<坐标确定>按钮。
【操作】 以程序编辑窗口中检测相机的 XY 轴检测(2 点检测)为例进行说明。
(1) 在程序编辑窗口中,对想要检测坐标的输入行的 X/Y 坐标的单元格进行选择。
(2) 点击“功能>检测”栏,或者将光标移到想要检测的单元格上并右击,将出现检测窗口。
(3) 在[轴的指定]组合框中选定[XY 轴]。
(4) 在[贴装头指定]框中指定[检测相机]。相机照明将会点灯。
(5) 点击[多点检测]选项卡,选择[2 点检测]。
(6) 在外侧的方向指示按钮(平滑移动按扭)中,用鼠标左键点击适当的方向按钮,检测相机将
向选定的方向移动。如果连续点击鼠标左键,就会连续移动。
(7) 观察实际检测相机的移动和信息显示窗口的显示的同时,将检测相机搬到检测对象的坐标附
近,点击就可以使之停止。
(8) 在内侧的方向指示按钮(微量移动按扭)中,点击方向按钮使检测相机开始移动,如果位置
已经决定(与图像窗口上的十字线相一致),则放开鼠标左键,点击<读取第 1 点>按钮。此
时通过滑动[移动量]滑动条,就可以对微量的距离进行变动。