天龙M10 M20_中文手册.pdf - 第339页
10.元件短缺和出错对应方法 10-23 气压测定 【菜单】 手动>气压测定 注意:根据机种的不同,贴装头数也有所不同。 【项目】 ● 吸取 ON/OFF(点击时吸取 ON) 如果点击各贴装头的标记,就会开始吸取操作,如果再次点击,吸取就 会结束。(在吸取过程中 标记显示为红色) ● 真空破坏 ON/OFF(点击时真空破坏 ON) 如果点击各贴装头的标记,就会开始进行真空破坏操作,如果再次点击 ,真空破坏就结束。(在 真空破坏过程…
10.元件短缺和出错对应方法
10-22
基板传感器情报
【菜单】 手动>基板传感器情报
显示各个传感器的 ON/OFF 状态。黄色表示处于 ON 的状态。
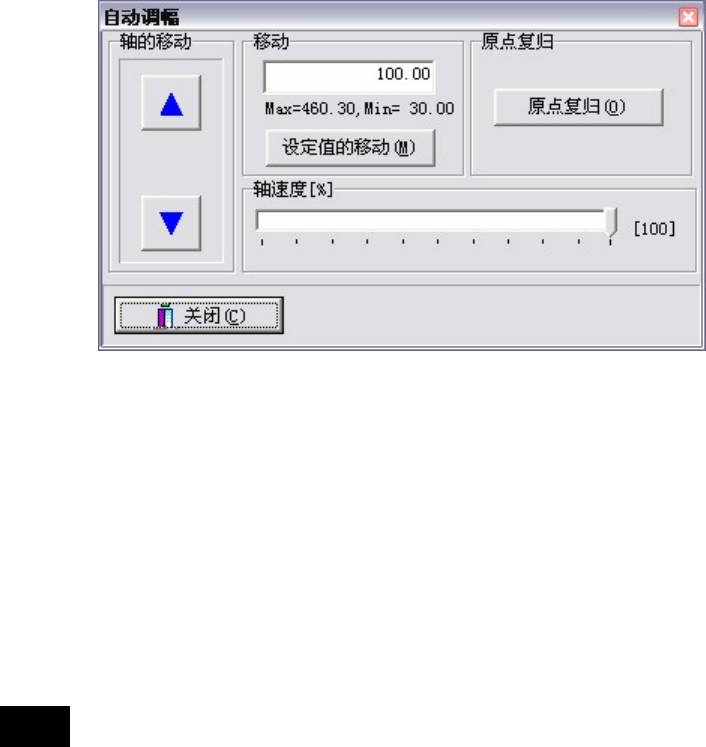
传送带的自动调幅
【菜单】 手动>传送带的自动调幅
它是在传送带自动调幅功能中所使用的菜单项目,可以进行传送带幅宽的轴移动以及原点复归操
作。
【项目】
轴的移动 使移动侧的传送带轨道向箭头的方向进行移动。在没有进行原点复归的
情况下,轴的速度被固定。在进行原点复归之后,就会按照在轴速度滑
动条设定的速度进行移动。轴速度可以在 10%到 100%的范围内进行调整。
原点复归 点击<原点复归>按钮,传送带会比现在的幅宽还要加宽 20mm,然后复归
到原点位置。
设定值的移动 输入数值后点击<设定值移动>按钮,传送带将会移动到比输入的数值还
要增幅 40mm 的位置,然后按照后输入的数值进行幅宽的调整。
【注释】 在[基板数据编辑]窗口,点击<自动调幅>按钮,就会弹出[自动调幅]窗口。这时在设定值移
动栏中就会出现在“[基板数据编辑]窗口>坐标>基板尺寸>幅(Y)”栏内输入的数值。
注意
在变更传送带的幅宽时,请确认基板顶针确实拆下之后,再进行变更。
10.元件短缺和出错对应方法
10-23
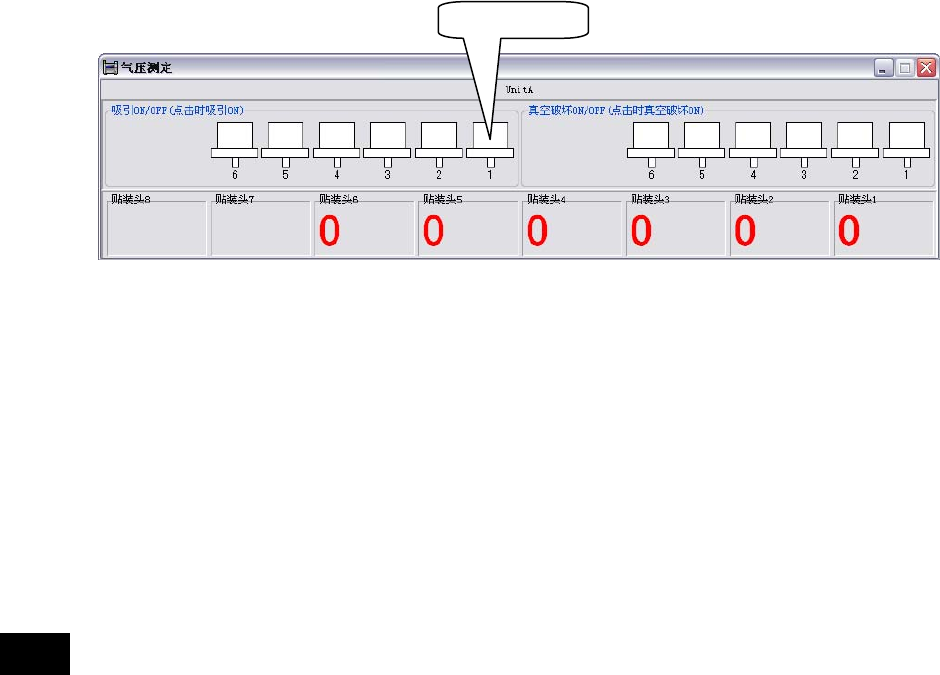
气压测定
【菜单】 手动>气压测定
注意:根据机种的不同,贴装头数也有所不同。
【项目】
● 吸取 ON/OFF(点击时吸取 ON)
如果点击各贴装头的标记,就会开始吸取操作,如果再次点击,吸取就会结束。(在吸取过程中
标记显示为红色)
● 真空破坏 ON/OFF(点击时真空破坏 ON)
如果点击各贴装头的标记,就会开始进行真空破坏操作,如果再次点击,真空破坏就结束。(在
真空破坏过程中标记显示为红色)
注意
在进行真空破坏操作时,请事先一定要将吸嘴从贴装头上摘取下来。
否则,吸嘴可能会从贴装头上飞出。(特别是内径比较细的吸嘴)
吸嘴情报
【菜单】 手动>吸嘴情报
请参照第 9 章“ANC 的初始设定”。
贴装头标
记
10.元件短缺和出错对应方法
10-24
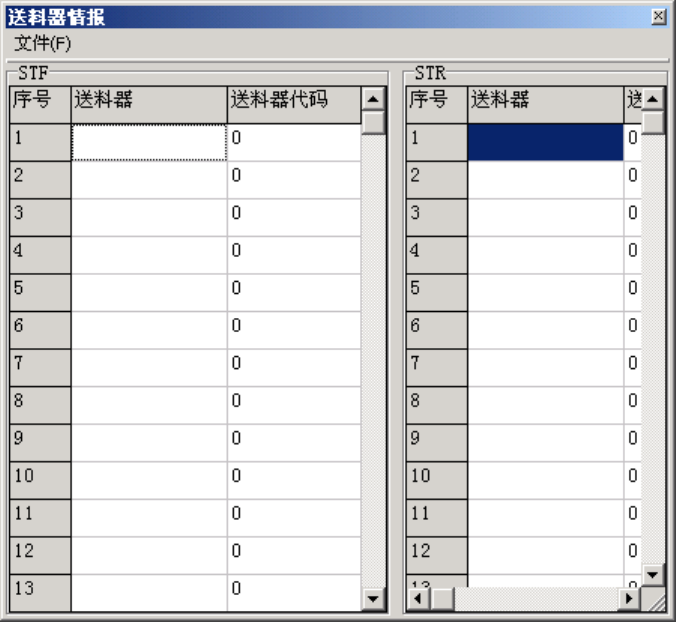
送料器情报
【菜单】 手动>送料器情报
在手动进行操作(DO 操作/机构操作)的过程中,当对安装在送料器固定架上的送料器进行动作确
认时,将对安装在送料器固定架上的送料器的类型进行指定。在送料器中,如果类型不同,其动
作顺序也会随之不同,所以在此画面中通过对送料器类型的指定,识别出对装置的控制方法。除
此之外还需要说明的是,在这里需要指定的送料器只是 PS-32A 型,其它的送料器不在此进行指定
也能够正常动作。另外,在生产时由于参照的是送料器资料库,因此就没有必要在此画面对其它
送料器的类型进行指定。
【操作】
① 移动光标到设定为 PS-32A 的送料器单元栏内。
② 右击后,出现组合框,选择 PS-32A。在送料器代码栏里,会自动加入数字“7”。
【注释】 请不要将送料器代码栏中的数字“7”进行变更。